Im Kern verspricht eine Bioraffinerie, erneuerbare Biomasse in Kraftstoffe und Chemikalien umzuwandeln, ähnlich einer traditionellen Erdölraffinerie, aber auf einer nachhaltigen Grundlage. Der Weg von diesem Konzept zur weit verbreiteten kommerziellen Realität ist jedoch mit erheblichen technischen, wirtschaftlichen und logistischen Herausforderungen behaftet, die seine Einführung verlangsamt haben.
Die zentrale Herausforderung besteht darin, dass Bioraffinerien gleichzeitig ein Dreifachproblem überwinden müssen: einen sehr variablen und schwer zu verarbeitenden Rohstoff, oft ineffiziente und teure Umwandlungstechnologien sowie einen intensiven Marktwettbewerb durch die tief verwurzelte und hochoptimierte petrochemische Industrie.

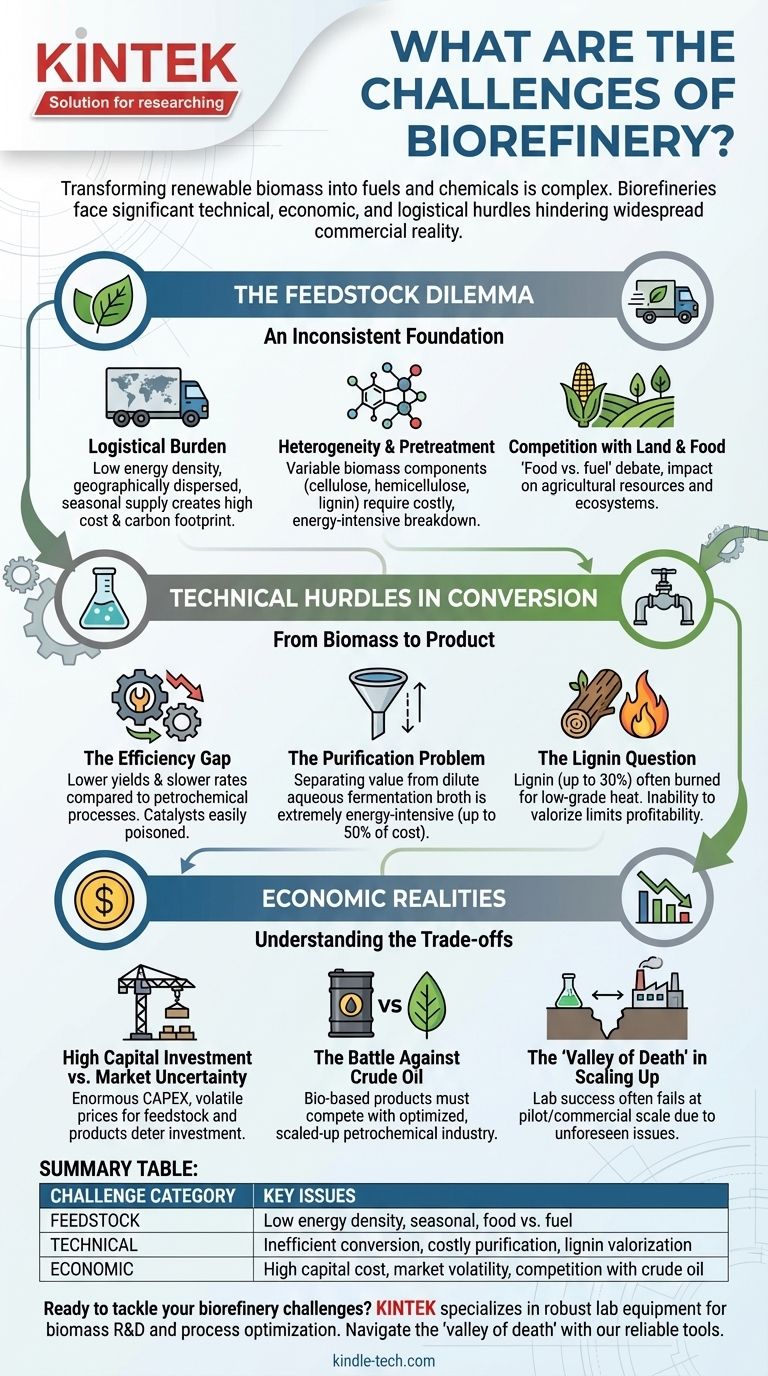
Das Rohstoffdilemma: Eine inkonsistente Grundlage
Im Gegensatz zu Rohöl, das eine relativ gleichmäßige und energiedichte Flüssigkeit ist, ist Biomasse sperrig, feucht und chemisch komplex. Dies schafft immense Herausforderungen, bevor überhaupt eine Umwandlung beginnen kann.
Die logistische Belastung durch Biomasse
Biomasse hat eine geringe Energiedichte und ist oft geografisch verstreut und saisonal verfügbar. Das bedeutet, dass riesige Mengen geerntet, gesammelt und zu einer zentralen Verarbeitungsanlage transportiert werden müssen.
Diese Logistik verursacht erhebliche Kosten und einen hohen CO2-Fußabdruck, was oft die wirtschaftliche und ökologische Rentabilität des gesamten Betriebs untergräbt. Die Sicherstellung einer stabilen, erschwinglichen und ganzjährigen Versorgung ist eine primäre betriebliche Hürde.
Die Herausforderung der Heterogenität und Vorbehandlung
Biomasse ist keine einzelne Chemikalie; sie ist ein komplexes Gemisch aus Zellulose, Hemizellulose und Lignin. Das genaue Verhältnis dieser Komponenten variiert dramatisch zwischen den Quellen (z. B. Holzspäne vs. Maisstroh vs. Algen).
Diese Variabilität erfordert robuste und oft kostspielige Vorbehandlungsschritte, um die starre Struktur aufzubrechen und die Komponenten zu trennen. Diese Anfangsphase ist energieintensiv und kann Inhibitoren produzieren, die die nachgeschaltete Verarbeitung erschweren.
Wettbewerb um Land und Nahrung
Bioraffinerien der ersten Generation, die Rohstoffe wie Mais und Zuckerrohr verwenden, schaffen einen direkten Wettbewerb um landwirtschaftliche Flächen und Ressourcen. Dies wirft ethische Bedenken und Marktspannungen auf, die als "Food vs. Fuel"-Debatte bekannt sind.
Während sich Technologien der nächsten Generation auf nicht-nahrungsmittelbasierte Biomasse (Lignozellulose) konzentrieren, bleiben der Landbedarf und die potenziellen Auswirkungen auf Ökosysteme kritische Anliegen.
Technische Hürden im Umwandlungsprozess
Sobald die Biomasse vorbehandelt ist, stellt ihre Umwandlung in wertvolle Produkte eine weitere Reihe gewaltiger wissenschaftlicher und technischer Herausforderungen dar.
Die Effizienzlücke: Von Biomasse zum Produkt
Biologische und thermochemische Umwandlungspfade, wie die enzymatische Hydrolyse oder Vergasung, leiden oft unter geringeren Ausbeuten und langsameren Reaktionsgeschwindigkeiten im Vergleich zu konventionellen petrochemischen Prozessen.
Darüber hinaus sind die verwendeten Katalysatoren und Enzyme teuer und können durch in der Rohbiomasse vorhandene Verunreinigungen leicht deaktiviert oder "vergiftet" werden, was zu hohen Betriebskosten und Prozessinstabilität führt.
Das Reinigungsproblem: Wert von Wasser trennen
Bioraffinerieprozesse finden häufig in einer verdünnten wässrigen Umgebung statt. Das Ergebnis ist ein komplexes Gemisch – oft als "Fermentationsbrühe" bezeichnet –, das das gewünschte Produkt in geringen Konzentrationen enthält.
Die Trennung und Reinigung dieses Produkts auf kommerzielle Spezifikationen ist eine der bedeutendsten und am meisten unterschätzten Herausforderungen. Dieser Schritt ist extrem energieintensiv und kann über 50 % der gesamten Produktionskosten ausmachen, was eine ansonsten vielversprechende Technologie oft unrentabel macht.
Die Lignin-Frage: Abfallstrom oder Wertstrom?
Lignin ist ein Hauptbestandteil von Biomasse (bis zu 30 %), ist aber notorisch schwer in wertvolle Chemikalien zu zerlegen. In vielen Bioraffinerien wird es einfach zur Erzeugung von minderwertiger Wärme und Strom verbrannt.
Die Unfähigkeit, Lignin in hochwertige Produkte umzuwandeln – ein Prozess, der als Lignin-Valorisation bekannt ist – schränkt die Gesamtrentabilität einer Bioraffinerie stark ein. Echter Erfolg hängt davon ab, jeden Teil der Biomasse zu nutzen, nicht nur die zuckerbasierten Komponenten.
Die Kompromisse verstehen: Wirtschaftliche Realitäten
Letztendlich muss eine Bioraffinerie profitabel sein. Die wirtschaftliche Landschaft ist vielleicht das größte Hindernis für eine weit verbreitete Einführung.
Hohe Kapitalinvestitionen vs. Marktunsicherheit
Der Bau einer Bioraffinerie erfordert enorme Investitionsausgaben (CAPEX), die aufgrund der komplexen Vorbehandlungs- und Trennanlagen oft die einer Erdölraffinerie mit gleicher Leistung übersteigen.
Dieses hohe Anfangsrisiko wird durch volatile Marktpreise sowohl für den Biomasse-Rohstoff als auch für die Endprodukte noch verstärkt, was es schwierig macht, langfristige Investitionen zu sichern.
Der Kampf gegen Rohölpreise
Biobasierte Chemikalien und Kraftstoffe müssen direkt mit ihren aus fossilen Brennstoffen gewonnenen Gegenstücken konkurrieren. Die petrochemische Industrie profitiert von jahrzehntelanger Optimierung, massiven Skaleneffekten und einer vollständig entwickelten Infrastruktur.
Wenn der Rohölpreis niedrig ist, wird es für die meisten Bioraffinerieprodukte nahezu unmöglich, allein aufgrund der Kosten zu konkurrieren, unabhängig von ihren Umweltvorteilen.
Das "Tal des Todes" bei der Skalierung
Ein Prozess, der im Labor perfekt funktioniert, bleibt oft im Pilot- oder kommerziellen Maßstab technisch oder wirtschaftlich nicht rentabel. Diese Lücke zwischen Forschung und industrieller Anwendung wird als "Tal des Todes" bezeichnet.
Unvorhergesehene Probleme mit Anlagenverschmutzung, Prozessstabilität und Kostenüberschreitungen lassen vielversprechende Bioraffinerieprojekte während der Skalierung häufig scheitern.
Einen Weg für Bioraffinerien aufzeigen
Die Bewältigung dieser Herausforderungen erfordert einen vielschichtigen Ansatz, der technologische Innovation mit intelligenter Politik und Wirtschaftsstrategie verbindet. Basierend auf Ihrem Ziel sollten Sie die folgenden Schwerpunkte berücksichtigen:
- Wenn Ihr Hauptaugenmerk auf der Technologieentwicklung liegt: Konzentrieren Sie sich auf die Entwicklung robuster, verunreinigungsresistenter Katalysatoren und die Entwicklung energiearmer, hocheffizienter Trenn- und Reinigungsverfahren.
- Wenn Ihr Hauptaugenmerk auf Investitionen oder Politik liegt: Priorisieren Sie integrierte Modelle, die alle Biomassekomponenten, insbesondere Lignin, verwerten und durch stabile, langfristige CO2-Preise oder Abnahmeverträge unterstützt werden.
- Wenn Ihr Hauptaugenmerk auf der Lieferkettenlogistik liegt: Untersuchen Sie dezentrale, regionale Verarbeitungszentren, um Transportkosten zu minimieren und die Variabilität der lokalen Rohstoffversorgung besser zu steuern.
Die Überwindung dieser Herausforderungen ist ein entscheidender Schritt zur Diversifizierung unserer Ressourcenbasis und zum Aufbau einer wirklich nachhaltigen Industriewirtschaft.
Zusammenfassungstabelle:
| Herausforderungskategorie | Schlüsselprobleme |
|---|---|
| Rohstoff | Geringe Energiedichte, saisonale Verfügbarkeit, Food-vs.-Fuel-Debatte |
| Technisch | Ineffiziente Umwandlung, kostspielige Reinigung, Lignin-Valorisation |
| Wirtschaftlich | Hohe Kapitalkosten, Marktvolatilität, Wettbewerb mit Rohöl |
Bereit, Ihre Bioraffinerie-Herausforderungen mit Präzisionsgeräten anzugehen? KINTEK ist spezialisiert auf die Lieferung robuster Laborgeräte und Verbrauchsmaterialien, die für F&E in der Biomassekonversion, Katalysatortestung und Prozessoptimierung unerlässlich sind. Unsere zuverlässigen Werkzeuge helfen Ihnen, das "Tal des Todes" bei der Skalierung vom Labor zur Pilotanlage zu überwinden. Kontaktieren Sie uns noch heute, um zu besprechen, wie unsere Lösungen Ihre Bioraffinerie-Forschung und -Entwicklung verbessern können. Nehmen Sie Kontakt über unser Kontaktformular auf
Visuelle Anleitung