Die Hauptvorteile eines Festbettreaktors sind sein einfaches Design, niedrigere Investitionskosten und seine betriebliche Unkompliziertheit. Da die festen Partikel (Katalysator oder Reaktant) stationär bleiben, vermeidet das System die Komplexität und Kosten, die mit Fluidisierungspumpen, Gebläsen und nachgeschalteten Partikeltrennungsanlagen verbunden sind, die bei anderen Reaktortypen erforderlich wären.
Der Kernwert eines Festbettreaktors liegt in seiner Einfachheit und Kosteneffizienz. Er ist eine ausgezeichnete Wahl für Prozesse, bei denen eine präzise Temperaturkontrolle nicht das Hauptanliegen ist und bei denen der Katalysator eine lange Betriebslebensdauer hat.

Das prägende Prinzip: Einfachheit im Design
Die Vorteile eines Festbettreaktors ergeben sich direkt aus seiner grundlegenden Struktur – einem Behälter, der mit festen Partikeln gefüllt ist, durch die flüssige Reaktanten strömen.
Eine statische, unkomplizierte Struktur
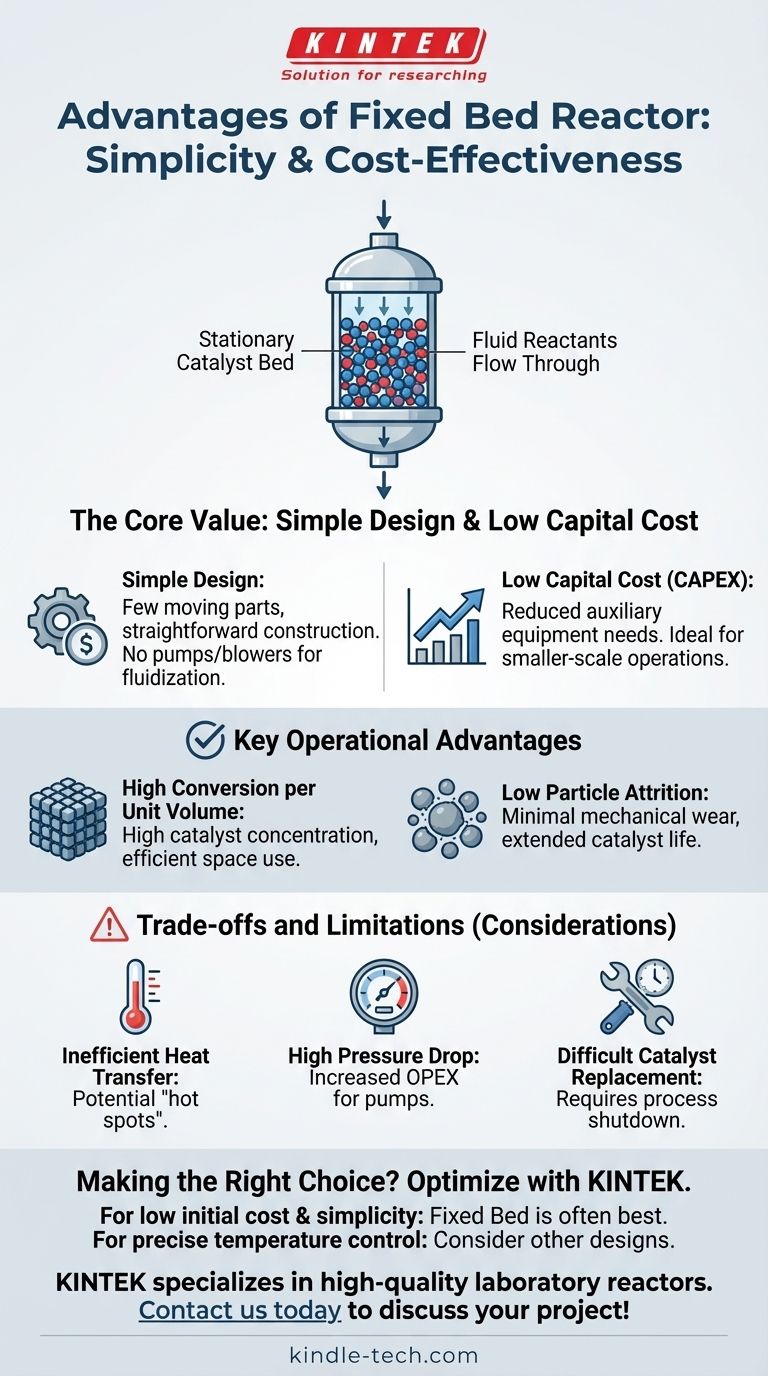
Das Design besteht aus einem stationären Bett fester Partikel, typischerweise eines Katalysators, das in einem zylindrischen Behälter verpackt ist. Reaktanten strömen durch die leeren Räume zwischen diesen Partikeln, wo die chemische Reaktion stattfindet.
Diese statische Anordnung ist mechanisch einfach und beinhaltet wenige oder keine beweglichen Teile innerhalb des Reaktors selbst.
Reduzierte Hilfsausrüstung
Im Gegensatz zu Wirbelschichtreaktoren erfordert ein Festbett-Design keine hochgeschwindigkeitsflüssigkeit, um die Partikel in Suspension zu halten. Dies eliminiert die Notwendigkeit leistungsstarker Gebläse oder Pumpen, die der Fluidisierung dienen, und reduziert sowohl die Anfangsinvestition als auch den Energieverbrauch.
Wichtige Betriebsvorteile
Das einfache Design führt zu mehreren spürbaren Vorteilen während des Betriebs.
Kosteneffizienz
Die unkomplizierte Konstruktion und minimale Hilfsausrüstung machen Festbettreaktoren zu einem der kostengünstigsten Reaktortypen in Bau und Installation. Diese geringeren Investitionsausgaben (CAPEX) sind ein großer Vorteil, insbesondere für kleinere Betriebe.
Hohe Umwandlung pro Volumeneinheit
Festbettreaktoren können eine hohe Katalysatorkonzentration innerhalb des Reaktorvolumens erreichen. Dies ermöglicht eine hohe Umwandlungsrate für eine gegebene Reaktorgröße, was sie hinsichtlich des Platzbedarfs sehr effizient macht.
Geringe Partikelabnutzung
Da die Katalysatorpartikel stationär sind und nicht miteinander kollidieren, sind mechanischer Verschleiß und Abbau (Abrieb) minimal. Dies verlängert die Lebensdauer des Katalysators und verhindert die Bildung von Feinstaub, der den Produktstrom kontaminieren könnte.
Verständnis der Kompromisse und Einschränkungen
Um eine fundierte Entscheidung zu treffen, müssen Sie die Vorteile gegen die inhärenten Einschränkungen des Designs abwägen.
Ineffiziente Wärmeübertragung
Dies ist der bedeutendste Nachteil. Die Wärme verteilt sich nicht gleichmäßig im statischen Bett, was zu Temperaturgradienten führt. Bei stark exothermen Reaktionen kann dies zu gefährlichen "Hot Spots" führen, die den Katalysator beschädigen und unerwünschte Nebenprodukte erzeugen.
Potenzial für hohen Druckabfall
Das Durchleiten einer Flüssigkeit durch ein dicht gepacktes Partikelbett erzeugt Widerstand, was zu einem signifikanten Druckabfall vom Einlass zum Auslass führt. Die Überwindung dieses Druckabfalls erfordert leistungsstärkere Pumpen, was die Betriebskosten (OPEX) erhöht.
Schwierigkeiten beim Katalysatorwechsel
Wenn der Katalysator seine Wirksamkeit verliert, muss der gesamte Prozess stillgelegt werden, um die alten Partikel zu entladen und die neuen zu laden. Diese Ausfallzeit ist ein großer Nachteil für Prozesse, die eine häufige Katalysatorregeneration oder einen Austausch erfordern.
Die richtige Wahl für Ihren Prozess treffen
Die Eignung eines Festbettreaktors hängt vollständig von den spezifischen Zielen und Einschränkungen Ihres chemischen Prozesses ab.
- Wenn Ihr Hauptaugenmerk auf niedrigen Anfangskosten und betrieblicher Einfachheit liegt: Ein Festbettreaktor ist oft die beste Wahl, insbesondere für Reaktionen mit moderaten Wärmeeffekten.
- Wenn Ihr Hauptaugenmerk auf präziser Temperaturkontrolle für eine stark exotherme Reaktion liegt: Sie sollten andere Designs wie einen Wirbelschichtreaktor oder einen Rohrbündel-Festbettreaktor in Betracht ziehen, um die Wärme effektiver zu managen.
- Wenn Ihr Hauptaugenmerk auf kontinuierlichem Betrieb mit schnell deaktiverenden Katalysatoren liegt: Ein Festbett ist aufgrund der für den Austausch erforderlichen Ausfallzeiten wahrscheinlich ungeeignet; ein Wanderbett- oder Wirbelschichtreaktor wäre besser geeignet.
Das Verständnis dieser grundlegenden Kompromisse ermöglicht es Ihnen, die optimale Reaktortechnologie für Ihre spezifische Anwendung auszuwählen.
Zusammenfassungstabelle:
| Vorteil | Hauptnutzen |
|---|---|
| Einfaches Design | Wenige bewegliche Teile, unkomplizierte Konstruktion |
| Niedrige Investitionskosten (CAPEX) | Reduzierter Ausrüstungsbedarf und Installationskosten |
| Hohe Umwandlung pro Volumeneinheit | Effiziente Nutzung des Reaktorraums |
| Geringe Katalysatorabnutzung | Stationäre Partikel verlängern die Katalysatorlebensdauer |
Bereit, Ihren chemischen Prozess mit einem zuverlässigen Reaktor zu optimieren?
Bei KINTEK sind wir spezialisiert auf die Bereitstellung hochwertiger Laborausrüstung, einschließlich Reaktoren, die auf Ihre spezifischen Bedürfnisse zugeschnitten sind. Unsere Festbettreaktoren sind für kostengünstige, hocheffiziente Leistung konzipiert und helfen Ihnen, Umwandlungsraten zu maximieren und Betriebskosten zu minimieren.
Lassen Sie sich von unseren Experten bei der Auswahl des perfekten Reaktors für Ihre Anwendung helfen. Kontaktieren Sie uns noch heute, um Ihr Projekt zu besprechen und den KINTEK-Vorteil zu entdecken!
Visuelle Anleitung
Ähnliche Produkte
- Anpassbare Labor-Hochtemperatur-Hochdruckreaktoren für vielfältige wissenschaftliche Anwendungen
- Kundenspezifische vielseitige CVD-Rohröfen-Systemausrüstung für die chemische Gasphasenabscheidung
- Viskoser Hochdruckreaktor zur In-situ-Beobachtung
- Anpassbare Hochdruckreaktoren für fortschrittliche wissenschaftliche und industrielle Anwendungen
- Edelstahl-Hochdruck-Autoklav-Reaktor Labor-Druckreaktor
Andere fragen auch
- Welche Ausrüstung wird für Hochdruck-Hochtemperaturreaktionen benötigt? Beherrschen Sie extreme Chemie sicher
- Warum ist Argon besser als Stickstoff für eine inerte Atmosphäre? Absolute Reaktivität & Stabilität gewährleisten
- Wie stellt ein Hochpräzisions-Temperaturkontroll-Heizsystem genaue Korrosionskinetiken sicher? Expert Lab Solutions
- Wie wirkt sich der anfängliche Sauerstoffdruck auf die Nassoxidation von pharmazeutischen Klärschlämmen aus? Beherrschen Sie Ihre Oxidationstiefe
- Warum ist Pyrolyse teuer? Die hohen Kosten der fortschrittlichen Abfallumwandlung entschlüsselt




