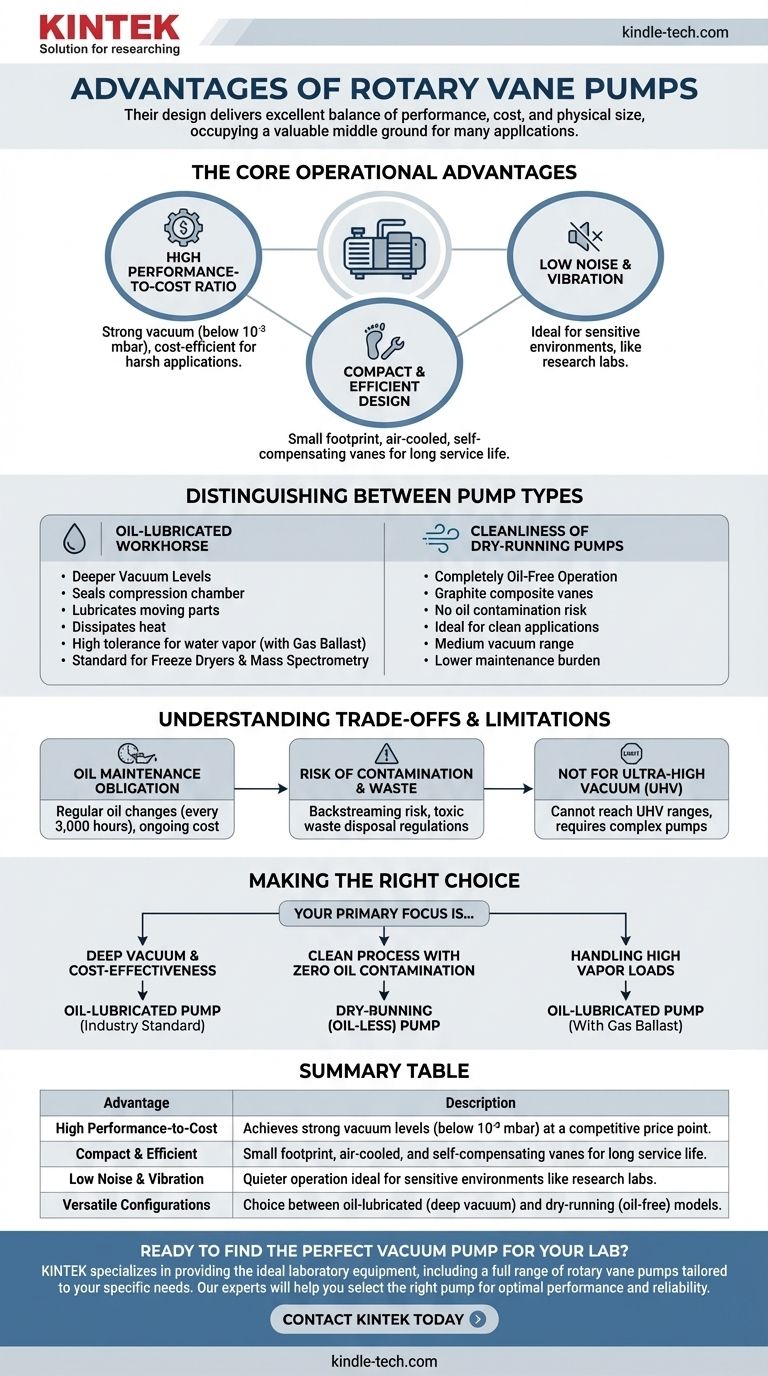
Kurz gesagt, die Hauptvorteile von Drehschieberpumpen sind ihre ausgezeichnete Balance aus Leistung, Kosten und physikalischer Größe. Sie liefern starke, konstante Vakuumniveaus in einem kompakten, leisen und relativ kostengünstigen Paket, was sie zu einer der vielseitigsten und am weitesten verbreiteten Vakuumtechnologien macht.
Während viele Pumpentechnologien eine Wahl zwischen Kosten und Leistung erzwingen, besetzen Drehschieberpumpen eine wertvolle Mittelposition. Sie bieten einen kosteneffizienten Weg zur Erreichung eines Hochvakuums und sind somit die Standardwahl für eine Vielzahl von Industrie- und Laboranwendungen.
Die Kernvorteile im Betrieb
Drehschieberpumpen sind eine Art Verdrängerpumpe. Ihr Aufbau umfasst einen Rotor mit verschiebbaren Schiebern, die exzentrisch in einem zylindrischen Hohlraum montiert sind. Dieser erzeugt expandierende und kontrahierende Volumina, um Gas vom Einlass zum Auslass zu bewegen. Dieser einfache, effektive Mechanismus ist die Quelle ihrer Hauptvorteile.
Hohes Leistungs-Kosten-Verhältnis
Drehschieberpumpen sind in der Lage, ein starkes, konstantes Vakuum zu erzeugen, das oft Drücke unter 10⁻³ mbar erreicht.
Dieses Leistungsniveau von einer einzigen, mechanisch einfachen Einheit ist mit anderen Technologien zum gleichen Preis kaum zu erreichen. Dies macht sie zu einer außergewöhnlich kosteneffizienten Wahl für Anwendungen, die ein raues oder tiefes Vakuum erfordern.
Kompaktes und effizientes Design
Diese Pumpen sind typischerweise luftgekühlt und haben einen geringen Platzbedarf, was ihre Integration in größere Systeme oder ihre Platzierung auf einem Labortisch erleichtert.
Das interne Design, das verschiebbare Schieber aufweist, die sich selbstständig gegen Verschleiß ausgleichen, stellt sicher, dass sie über eine lange Lebensdauer hinweg Spitzenleistungen aufrechterhalten. Diese inhärente Haltbarkeit trägt zu niedrigeren Gesamtbetriebskosten bei.
Geringe Geräuschentwicklung und Vibration
Im Vergleich zu vielen anderen Vakuumpumpentypen arbeiten Drehschiebermodelle mit deutlich geringeren Geräusch- und Vibrationspegeln.
Dies ist ein entscheidender Vorteil in empfindlichen Umgebungen wie Forschungslaboren, wo Lärm störend sein kann, oder in Systemen, bei denen mechanische Vibrationen präzise Messungen beeinträchtigen könnten.
Unterscheidung zwischen Pumpentypen
Die wichtigste Unterscheidung, die man verstehen muss, besteht zwischen ölgeschmierten und trockenlaufenden (ölfreien) Drehschieberpumpen. Die Wahl zwischen ihnen bestimmt die ultimativen Fähigkeiten und Wartungsanforderungen der Pumpe.
Das Arbeitstier mit Ölfüllung
Bei diesen Pumpen erfüllt ein spezielles Öl drei entscheidende Funktionen: Abdichtung der Kompressionskammer für ein höheres Vakuum, Schmierung beweglicher Teile zur Vermeidung von Verschleiß und Wärmeabfuhr.
Dieses Design ermöglicht es ihnen, tiefere Vakuumniveaus zu erreichen, und bietet eine hohe Toleranz gegenüber Wasserdampf, insbesondere wenn sie mit einer Funktion namens Gasballast ausgestattet sind. Sie sind der Standard für Anwendungen wie Gefriertrockner und Massenspektrometrie.
Die Sauberkeit von Trockenlaufpumpen
Trockenlaufende oder ölfreie Pumpen sind mit Materialien wie Graphitverbundwerkstoffen für die Schieber konstruiert, wodurch der Bedarf an Öl entfällt. Dieses Design gewährleistet einen vollständig ölfreien Betrieb.
Sie sind die ideale Wahl für Anwendungen, bei denen selbst Spuren von Ölverunreinigungen inakzeptabel sind. Obwohl sie typischerweise im mittleren Vakuum arbeiten, ist ihr Wartungsaufwand aufgrund des Wegfalls von Ölwechseln geringer.
Abwägungen und Einschränkungen verstehen
Keine Technologie ist perfekt. Die Berücksichtigung der Kompromisse bei Drehschieberpumpen ist entscheidend für eine fundierte Entscheidung. Die wichtigsten Überlegungen drehen sich um die Verwendung von Öl bei geschmierten Modellen.
Die Pflicht zur Ölwartung
Ölgeschmierte Pumpen erfordern regelmäßige Ölwechsel (typischerweise nach jeweils 3.000 Betriebsstunden), um die Leistung aufrechtzuerhalten und vorzeitigen Verschleiß zu verhindern.
Die Nichteinhaltung dieses Wartungsplans beeinträchtigt die Vakuumfähigkeit der Pumpe und kann zu einem katastrophalen Ausfall führen. Dies stellt laufende Betriebskosten und Arbeitsaufwand dar.
Risiko von Kontamination und Abfall
Bei geschmierten Pumpen besteht immer ein geringes Risiko, dass Öl aus der Pumpe in die Vakuumkammer "zurückströmt" (Backstreaming), was empfindliche Prozesse oder Proben verunreinigen kann.
Darüber hinaus gilt das gebrauchte Pumpenöl als giftiger Abfall und muss gemäß strengen Vorschriften gehandhabt und entsorgt werden, was einen Aspekt der Komplexität und der Umweltverantwortung hinzufügt.
Nicht für Ultrahochvakuum geeignet
Obwohl sie für "Hochvakuum"-Anwendungen ausgezeichnet sind, können Drehschieberpumpen nicht die "Ultrahochvakuum" (UHV)-Bereiche erreichen, die für Bereiche wie die Halbleiterfertigung oder die Teilchenphysik erforderlich sind. Diese Anwendungen erfordern komplexere und teurere Pumpentechnologien, wie Turbomolekular- oder Ionenpumpen.
Die richtige Wahl für Ihre Anwendung treffen
Die Auswahl der richtigen Pumpe hängt vollständig von Ihren spezifischen Zielen hinsichtlich Vakuumniveau, Prozesssauberkeit und Wartungstoleranz ab.
- Wenn Ihr Hauptaugenmerk auf tiefem Vakuum und Kosteneffizienz liegt: Eine ölgeschmierte Drehschieberpumpe ist der Industriestandard, vorausgesetzt, Sie können den erforderlichen Wartungsplan für das Öl einhalten.
- Wenn Ihr Hauptaugenmerk auf einem sauberen Prozess ohne Ölverunreinigung liegt: Eine trockenlaufende (ölfreie) Drehschieberpumpe ist die notwendige Wahl für Ihre Anwendung im mittleren Vakuum.
- Wenn Ihr Hauptaugenmerk auf der Handhabung hoher Dampflasten liegt: Eine ölgeschmierte Pumpe mit Gasballast bietet überlegene Leistung und Haltbarkeit beim Entfernen von Lösungsmitteln und Wasserdampf.
Letztendlich bieten Drehschieberpumpen eine leistungsstarke und zuverlässige Grundlage für ein riesiges Spektrum wissenschaftlicher und industrieller Vakuumsysteme.
Zusammenfassungstabelle:
| Vorteil | Beschreibung |
|---|---|
| Hohes Leistungs-Kosten-Verhältnis | Erreicht starke Vakuumniveaus (unter 10⁻³ mbar) zu einem wettbewerbsfähigen Preis. |
| Kompakt & Effizient | Geringer Platzbedarf, luftgekühlt und selbstausgleichende Schieber für lange Lebensdauer. |
| Geringe Geräuschentwicklung & Vibration | Leiserer Betrieb, ideal für empfindliche Umgebungen wie Forschungslabore. |
| Vielseitige Konfigurationen | Wahl zwischen ölgeschmierten (tiefes Vakuum) und trockenlaufenden (ölfrei) Modellen. |
Bereit, die perfekte Vakuumpumpe für Ihr Labor zu finden?
KINTEK ist spezialisiert auf die Bereitstellung der idealen Laborausrüstung, einschließlich einer kompletten Palette von Drehschieberpumpen, die auf Ihre spezifischen Anforderungen an Vakuumniveau, Prozesssauberkeit und Wartungsanforderungen zugeschnitten sind. Unsere Experten helfen Ihnen bei der Auswahl der richtigen Pumpe – ob ölgeschmiert für tiefes Vakuum oder trockenlaufend für einen sauberen Prozess – und gewährleisten optimale Leistung und Zuverlässigkeit für Ihre Anwendungen.
Kontaktieren Sie KINTEK noch heute, um Ihr Projekt zu besprechen und eine persönliche Empfehlung zu erhalten!
Visuelle Anleitung
Ähnliche Produkte
- Labor-Drehschieber-Vakuumpumpe für Laboranwendungen
- Umlaufwasser-Vakuumpumpe für Labor und Industrie
- Labor-Wasserumlauf-Vakuumpumpe für Laboranwendungen
- Labor-Tisch-Wasserumlauf-Vakuumpumpe für Laboranwendungen
- Vakuumversiegelter, kontinuierlich arbeitender Drehrohrofen Rotierender Rohrofen
Andere fragen auch
- Welche Rolle spielen die Schaufeln und das Öl in einer Drehschieberpumpe? Gewährleistung einer optimalen Vakuumleistung
- Warum wird eine Drehschieberpumpe oft als „Vorvakuumpumpe“ bezeichnet? Verständnis ihrer kritischen Rolle in Vakuumsystemen
- Was ist der Nutzen einer Drehschiebervakuumpumpe? Ein Leitfaden für zuverlässiges Grobvakuum für Labore & Industrie
- Wie verhält sich die Leistung von einstufigen und zweistufigen Drehschieberpumpen? Optimieren Sie Ihre Vakuumeffizienz
- Was sind die Hauptnachteile von Drehschieberpumpen? Vermeiden Sie Kontamination & hohe Wartungskosten






