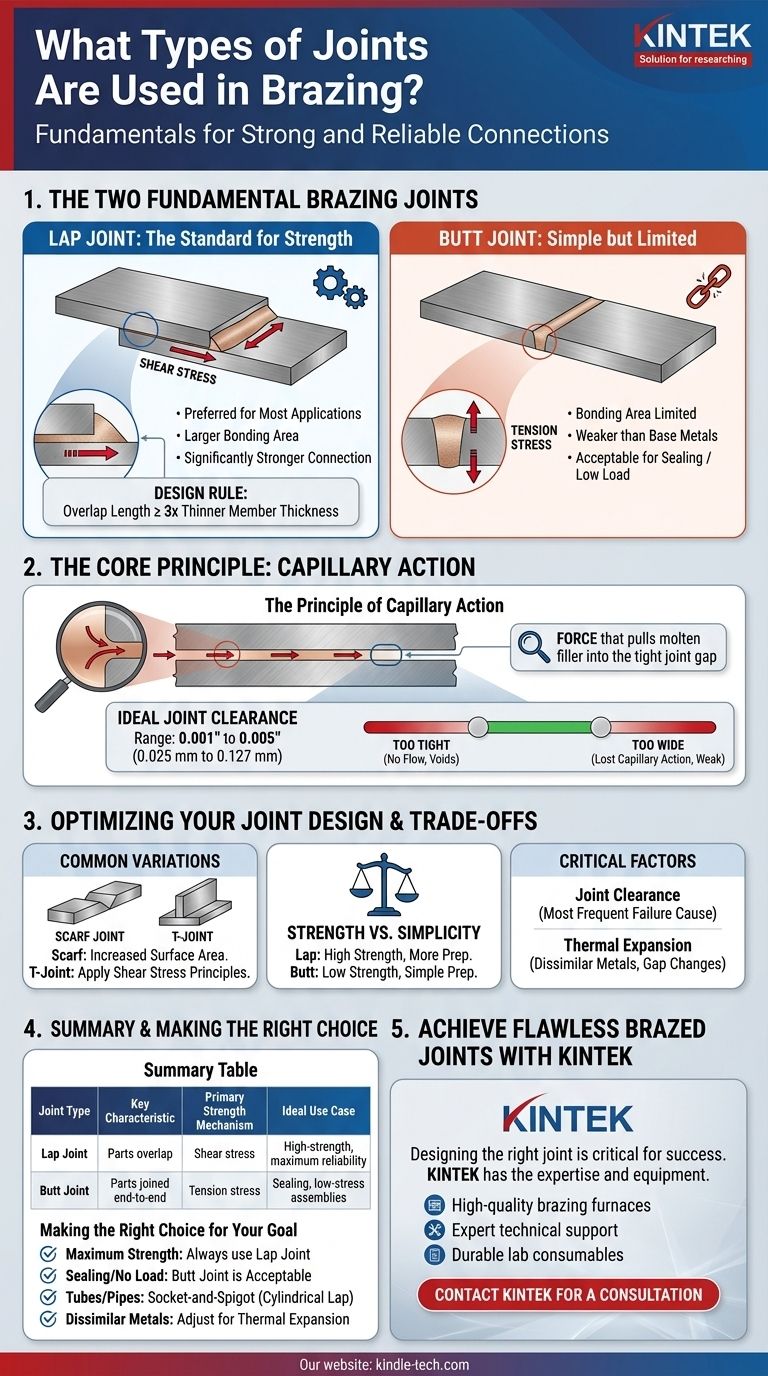
Beim Hartlöten gibt es zwei grundlegende Verbindungstypen: die Überlappungsverbindung und die Stumpfverbindung. Nahezu alle Hartlötverbindungen sind eine Variante oder Kombination dieser beiden. Die Überlappungsverbindung, bei der sich die beiden Teile überlappen, wird für die meisten Anwendungen überwältigend bevorzugt, da sie eine größere Klebefläche bietet und eine wesentlich stärkere Verbindung als die Stirn-an-Stirn-Stumpfverbindung erzeugt.
Das Kernprinzip der Hartlötkonstruktion besteht darin, die Oberfläche für die Bindung des Lotes zu maximieren. Deshalb sind Überlappungsverbindungen der Standard für Festigkeit, da sie auf Scherung beansprucht werden, während Stumpfverbindungen durch die Zugfestigkeit der viel schwächeren Lötlegierung begrenzt sind.
Die beiden grundlegenden Hartlötverbindungen
Im Grunde ist eine Hartlötverbindung einfach der Raum zwischen zwei oder mehr eng anliegenden Teilen, der von einer Schmelzlegierung gefüllt wird. Die Geometrie dieses Raumes ist der wichtigste Faktor, der die endgültige Festigkeit der Baugruppe bestimmt.
Die Überlappungsverbindung: Der Standard für Festigkeit
Die Überlappungsverbindung wird gebildet, indem die beiden zu verbindenden Teile überlappt werden. Diese Konstruktion ist die am weitesten verbreitete und für das Hartlöten empfohlene.
Ihre Festigkeit ergibt sich daraus, dass das Lot Scherbeanspruchung ausgesetzt wird. Die Last verteilt sich auf die gesamte Oberfläche der Überlappung, wodurch es einfach ist, eine Verbindung zu konstruieren, die stärker ist als die Grundwerkstoffe selbst.
Eine gängige Konstruktionsregel besagt, dass die Überlappungslänge mindestens das Dreifache der Dicke des dünneren Teils betragen sollte. Die Befolgung dieser einfachen Richtlinie stellt in der Regel sicher, dass das Grundmetall versagt, bevor es die Hartlötverbindung tut.
Die Stumpfverbindung: Einfach, aber begrenzt
Die Stumpfverbindung fügt zwei Teile Stirnseite an Stirnseite zusammen. Die Klebefläche ist auf den Querschnitt des dünneren Teils beschränkt.
Diese Konstruktion setzt das Lot Zugbeanspruchung aus. Da das Hartlot fast immer schwächer ist als die Grundwerkstoffe, wird eine Stumpfverbindung immer schwächer sein als die Teile, die sie verbindet.
Stumpfverbindungen werden nicht für Anwendungen empfohlen, bei denen erhebliche Spannungen oder Lasten auftreten. Sie sind für Dichtungszwecke oder für Baugruppen akzeptabel, bei denen die mechanische Festigkeit nicht die Hauptanforderung ist.
Optimierung Ihrer Verbindungskonstruktion
Über die Wahl einer Überlappungs- oder Stumpfkonfiguration hinaus hängt der Erfolg einer Hartlötverbindung vollständig von der Kontrolle des Abstands zwischen den Teilen ab.
Das Prinzip der Kapillarwirkung
Das Hartlöten funktioniert durch Kapillarwirkung, die Kraft, die das geschmolzene Lot in den engen Spalt zwischen den Teilen zieht. Diese Kraft ist stark genug, um die Legierung entgegen der Schwerkraft in die Verbindung zu ziehen.
Damit die Kapillarwirkung wirksam ist, muss der Spalt zwischen den Teilen – bekannt als Verbindungsspalt – präzise kontrolliert werden.
Bestimmung des idealen Verbindungsspalts
Der ideale Spalt hängt vom Lot, den Grundwerkstoffen und dem Lötverfahren ab, aber ein allgemeiner Bereich liegt bei 0,001" bis 0,005" (0,025 mm bis 0,127 mm).
Wenn der Spalt zu eng ist, kann das Lot nicht in die Verbindung fließen, was zu Hohlräumen und einer schwachen Verbindung führt. Wenn der Spalt zu weit ist, geht die Kapillarwirkung verloren, und das Lot füllt die gesamte Verbindung nicht, wodurch eine schwache Verbindung entsteht, die nur von der begrenzten Festigkeit des Lotes abhängt.
Häufige Konstruktionsvarianten
Die Prinzipien von Überlappungs- und Stumpfverbindungen werden in verschiedenen Konfigurationen angewendet. Eine Schärfenverbindung ist eine Art Stumpfverbindung, bei der die Enden abgeschrägt werden, um die Oberfläche zu vergrößern, was sie stärker macht als eine einfache Stumpfverbindung. Eine T-Verbindung ist mechanisch eine Art Überlappungsverbindung und sollte unter Berücksichtigung der Prinzipien der Scherbeanspruchung konstruiert werden.
Die Kompromisse verstehen
Die Konstruktion für das Hartlöten erfordert ein Gleichgewicht zwischen Festigkeit, Herstellungskomplexität und Kosten. Das Missverständnis dieser Kompromisse ist eine häufige Fehlerquelle.
Festigkeit vs. Einfachheit
Eine Stumpfverbindung ist am einfachsten vorzubereiten, bietet aber die geringste Festigkeit. Eine Überlappungsverbindung erfordert mehr Material und Vorbereitung (Sicherstellung der Überlappung der Teile), bietet aber eine wesentlich bessere mechanische Leistung. Die Wahl hängt vollständig von den Anforderungen des fertigen Teils ab.
Die entscheidende Rolle des Verbindungsspalts
Ein falscher Verbindungsspalt ist die häufigste Ursache für Lötfehler. Er ist kein nachträglicher Gedanke, sondern ein entscheidender Konstruktionsparameter. Sie müssen die Teile und die sie haltenden Vorrichtungen so konstruieren, dass der korrekte Spalt bei der tatsächlichen Löttemperatur unter Berücksichtigung der Wärmeausdehnung eingehalten wird.
Wärmeausdehnungsmissverhältnisse
Beim Verbinden ungleicher Metalle (wie Kupfer mit Stahl) dehnen sie sich beim Erhitzen unterschiedlich stark aus. Diese Änderung kann den Verbindungsspalt während des Lötzyklus schließen oder öffnen. Sie müssen diesen Effekt berechnen und Ihren "Raumtemperatur"-Spalt entsprechend anpassen, um sicherzustellen, dass der korrekte Spalt bei Löttemperatur vorhanden ist.
Die richtige Wahl für Ihr Ziel treffen
Die spezifischen Anforderungen Ihrer Anwendung sollten Ihre Konstruktion bestimmen.
- Wenn Ihr Hauptaugenmerk auf maximaler Verbindungsfestigkeit liegt: Verwenden Sie immer eine Überlappungsverbindung. Stellen Sie sicher, dass die Überlappung mindestens das Dreifache der Dicke des dünneren Teils beträgt, und halten Sie einen präzisen Verbindungsspalt ein.
- Wenn Ihr Hauptaugenmerk auf der Abdichtung einer Verbindung ohne Belastung liegt: Eine Stumpfverbindung ist akzeptabel, da ihre Vorbereitung einfacher ist und die mechanische Leistung keine Rolle spielt.
- Wenn Sie Rohre oder Leitungen verbinden: Verwenden Sie eine Muffen-Dorn-Konstruktion, die eine zylindrische Überlappungsverbindung ist, um die Ausrichtung sicherzustellen und eine überlegene Festigkeit zu gewährleisten.
- Wenn Sie ungleiche Metalle verbinden: Berechnen Sie die Auswirkung der Wärmeausdehnung auf Ihren Verbindungsspalt und passen Sie die Raumtemperaturabmessungen an, um dies auszugleichen.
Letztendlich beginnt erfolgreiches Hartlöten lange bevor die Hitze angewendet wird; es wird erreicht, indem die Verbindung speziell für den Kapillarwirkungsprozess konstruiert wird.
Zusammenfassungstabelle:
| Verbindungstyp | Hauptmerkmal | Primärer Festigkeitsmechanismus | Idealer Anwendungsfall |
|---|---|---|---|
| Überlappungsverbindung | Teile überlappen sich | Scherbeanspruchung | Hochfeste Anwendungen, maximale Zuverlässigkeit |
| Stumpfverbindung | Teile werden Stirnseite an Stirnseite verbunden | Zugbeanspruchung | Abdichtung, Baugruppen mit geringer Beanspruchung |
Erreichen Sie makellose Hartlötverbindungen mit KINTEK
Die Konstruktion der richtigen Verbindung ist entscheidend für den Erfolg und die Langlebigkeit Ihrer Hartlötbaugruppen. Ob Sie die überlegene Festigkeit einer Überlappungsverbindung oder die Einfachheit einer Stumpfverbindung benötigen, KINTEK verfügt über das Fachwissen und die Ausrüstung, um die Hartlötbedürfnisse Ihres Labors zu unterstützen.
Wir bieten:
- Hochwertige Hartlötofen für präzise Temperaturkontrolle und gleichmäßige Erwärmung.
- Fachkundige technische Unterstützung, die Ihnen bei der Auswahl der richtigen Lote und der Optimierung Ihrer Verbindungskonstruktion für anspruchsvolle Anwendungen, einschließlich ungleicher Metalle, hilft.
- Langlebige Verbrauchsmaterialien für das Labor, um konsistente, zuverlässige Ergebnisse Charge für Charge zu gewährleisten.
Lassen Sie nicht zu, dass die Verbindungskonstruktion das schwache Glied in Ihrem Prozess wird. Kontaktieren Sie noch heute unsere Hartlötspezialisten, um zu besprechen, wie wir Ihnen helfen können, stärkere, zuverlässigere Produkte zu entwickeln.
Kontaktieren Sie KINTEK für eine Beratung
Visuelle Anleitung
Ähnliche Produkte
- Kleine Spritzgießmaschine für Laboranwendungen
- Labor-Vibrationssiebmaschine Schlagvibrationssieb
- Vakuumbalg für effiziente Verbindung und stabiles Vakuum in Hochleistungssystemen
Andere fragen auch
- Welche Parameter sind bei der Auswahl der Spritzgießmaschine für dünnwandige Teile zu berücksichtigen? Wichtige Spezifikationen für die Hochgeschwindigkeitsproduktion
- Was ist ein Vorteil des Spritzgusses? Erreichen Sie eine hohe Produktionsmenge mit unübertroffener Effizienz.
- Was ist die Schusskapazität einer Spritzgießmaschine? Optimieren Sie Ihre Schussgröße für makellose Teile
- Was ist der Herstellungsprozess des Gummiformpressens? Spritzguss, Formpressen oder Transferpressen?
- Welche Bedeutung hat die Spritzgießmaschine? Erschließung der Hochvolumen-Präzisionsfertigung


