Die Kalibrierung einer Siebmaschine beinhaltet eine systematische Überprüfung, ob deren kritische Betriebsparameter – hauptsächlich die Vibrationsamplitude und die Siebdauer – innerhalb der festgelegten Spezifikationen arbeiten. Dies ist in der Regel kein Einstellungs-, sondern ein Messvorgang, um Konsistenz zu gewährleisten. Die wesentlichen Werkzeuge für diese Aufgabe sind ein kalibriertes Beschleunigungsmesser zur Messung der Vibration und eine kalibrierte Stoppuhr zur Überprüfung der Genauigkeit des Timers.
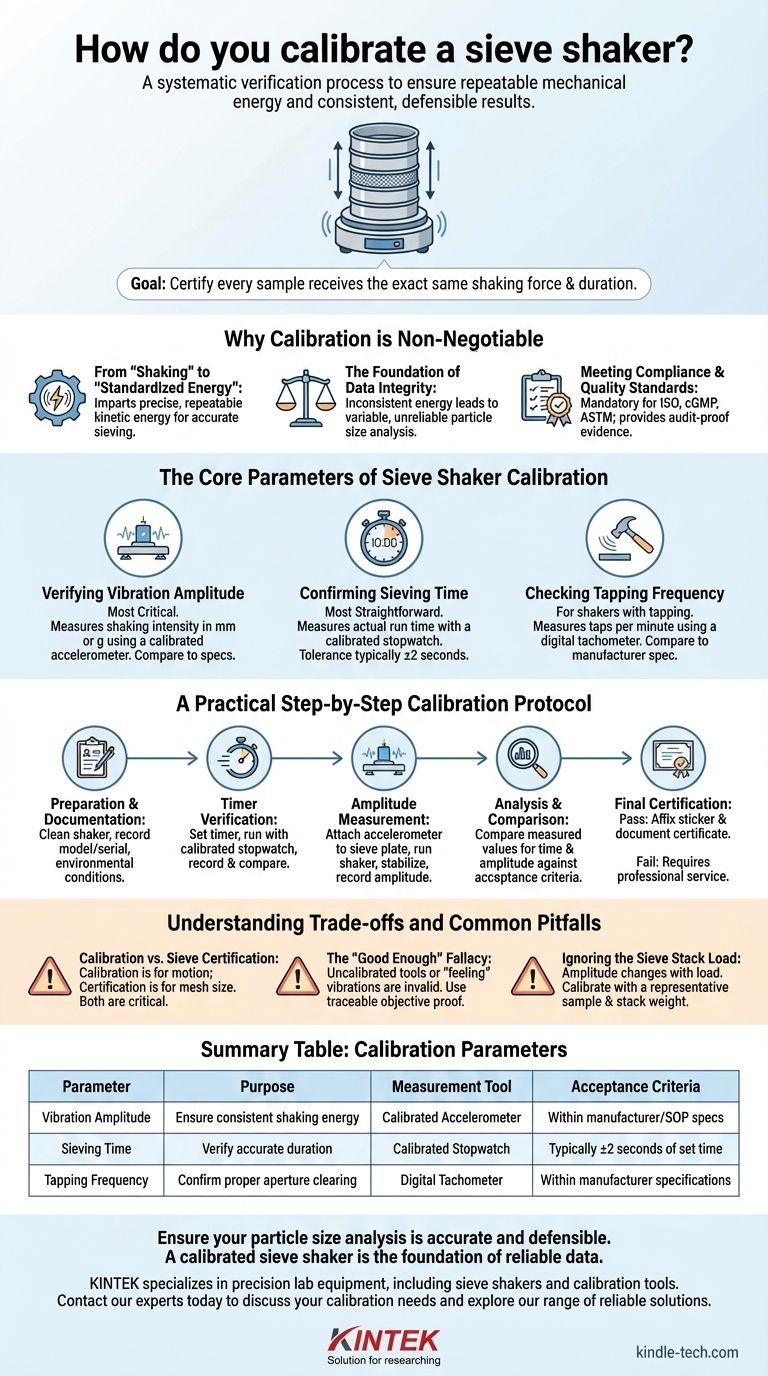
Bei der Kalibrierung einer Siebmaschine geht es weniger darum, die Maschine zu „reparieren“, als vielmehr darum, ihre reproduzierbare mechanische Energie nachzuweisen. Das ultimative Ziel ist es, zu zertifizieren, dass jede Probe genau der gleichen Schüttelkraft und Dauer ausgesetzt wird, wodurch Ihre Partikelgrößenanalyseergebnisse im Laufe der Zeit konsistent, vergleichbar und nachweisbar werden.

Warum Kalibrierung nicht verhandelbar ist
Ein häufiges Missverständnis ist, dass die Maschine korrekt funktioniert, wenn sie sich einschaltet und vibriert. Eine unkalibrierte Leistung führt jedoch zu erheblichen Schwankungen, was den gesamten Zweck der Siebanalyse untergräbt.
Von „Schütteln“ zu „standardisierter Energie“
Die Aufgabe einer Siebmaschine besteht nicht nur darin, eine Probe zu schütteln, sondern dem Siebstapel eine präzise, reproduzierbare Menge an kinetischer Energie zuzuführen. Diese Energie gibt den Partikeln die Möglichkeit, die Sieböffnungen zu passieren. Ohne Kalibrierung können Sie nicht sicher sein, dass die heute angewendete Energie dieselbe ist wie die vor einem Monat angewendete.
Die Grundlage der Datenintegrität
Inkonsistente Schüttelenergie führt direkt zu inkonsistenten Ergebnissen. Eine Siebmaschine, die mit zu geringer Amplitude vibriert, schüttelt die Partikel möglicherweise nicht ausreichend, was zu einem künstlich groben Ergebnis führt (Verstopfung). Eine zu große Amplitude kann dazu führen, dass die Partikel übermäßig abprallen, wodurch ihre Chance, das Sieb zu passieren, verringert wird, was ebenfalls zu einem groben Ergebnis führt. Die Kalibrierung stellt sicher, dass diese Variable kontrolliert wird.
Einhaltung von Compliance- und Qualitätsstandards
Für jedes Labor, das unter Qualitätssystemen wie ISO oder cGMP arbeitet oder ASTM-Methoden (wie ASTM E11) befolgt, ist die Gerätekalibrierung obligatorisch. Ein Kalibrierzertifikat für Ihre Siebmaschine ist der objektive Nachweis, den Prüfer benötigen, um zu beweisen, dass Ihr Prüfprozess unter Kontrolle ist.
Die Kernparameter der Siebmaschinenkalibrierung
Die Kalibrierung konzentriert sich auf die Messung der physikalischen Ergebnisse der Maschine anhand eines bekannten Standards. Der Prozess dreht sich hauptsächlich um drei Schlüsselparameter.
Überprüfung der Vibrationsamplitude
Dies ist der kritischste Parameter. Die Amplitude bezieht sich auf die Intensität der vertikalen oder horizontalen Bewegung der Maschine. Sie wird typischerweise in Millimetern (mm) oder Gravitationsbeschleunigung (g) gemessen.
Ein externes, kalibriertes Beschleunigungsmesser wird auf die vibrierende Oberfläche der Maschine gelegt, um eine genaue Messung zu erhalten. Die Messung wird dann mit der Spezifikation des Herstellers oder der Anforderung Ihres Standardarbeitsverfahrens (SOP) verglichen.
Bestätigung der Siebdauer
Dies ist der am einfachsten zu überprüfende Parameter. Der eingebaute Timer der Maschine wird auf eine bestimmte Dauer (z. B. 10 Minuten) eingestellt, und die tatsächliche Laufzeit wird mit einer kalibrierten, unabhängigen Stoppuhr gemessen. Die Abweichung muss innerhalb einer akzeptablen Toleranz liegen (z. B. ±2 Sekunden).
Überprüfung der Klopffrequenz (falls zutreffend)
Bei Maschinen, die eine Klopfbewegung zum Reinigen der Sieböffnungen beinhalten, ist die Frequenz dieser Klopfer (Anzahl der Schläge pro Minute) ein weiterer Kalibrierungsparameter. Diese wird oft mit einem berührungslosen digitalen Tachometer gemessen. Die gemessene Frequenz wird mit der Spezifikation des Herstellers verglichen.
Ein praktisches Schritt-für-Schritt-Kalibrierungsprotokoll
Obwohl die spezifischen Verfahren je nach Modell variieren, sind die Grundprinzipien universell.
Schritt 1: Vorbereitung und Dokumentation
Beginnen Sie mit einer sauberen, ebenen und ordnungsgemäß befestigten Siebmaschine. Bevor Messungen durchgeführt werden, notieren Sie die Gerätedetails (Modell, Seriennummer) und die Umgebungsbedingungen in Ihrem Kalibrierprotokoll.
Schritt 2: Timer-Überprüfung
Stellen Sie den Timer der Maschine auf einen vordefinierten Wert ein. Starten Sie die Maschine und die externe kalibrierte Stoppuhr gleichzeitig. Wenn die Maschine stoppt, notieren Sie die auf der Stoppuhr angezeigte Zeit und vergleichen Sie sie mit dem Sollwert.
Schritt 3: Amplitudenmessung
Befestigen Sie das Beschleunigungsmesser sicher in der Mitte der Siebhalterungsplatte. Betreiben Sie die Maschine mit der normalen Betriebseinstellung. Lassen Sie die Vibration etwa 30 Sekunden lang stabilisieren, bevor Sie den Amplitudenwert vom Display des Beschleunigungsmessers ablesen.
Schritt 4: Analyse und Vergleich
Vergleichen Sie die gemessenen Werte für Zeit und Amplitude mit Ihren vordefinierten Akzeptanzkriterien (vom Hersteller oder Ihrer SOP). Wenn die Werte innerhalb der Toleranz liegen, besteht das Gerät die Kalibrierung.
Schritt 5: Endgültige Zertifizierung
Wenn das Gerät bestanden hat, wird ein Kalibrieraufkleber am Gerät angebracht, der das Datum der Kalibrierung und das Fälligkeitsdatum für die nächste angibt. Alle Ergebnisse werden formell in einem Kalibrierzertifikat dokumentiert, das als offizieller Nachweis dient. Die meisten modernen Maschinen sind nicht vom Benutzer einstellbar; wenn sie die Kalibrierung nicht bestehen, benötigen sie professionellen Service oder Ersatz.
Verständnis der Kompromisse und häufigen Fallstricke
Wahre technische Kompetenz erfordert die Anerkennung potenzieller Fehlerquellen und Verwirrungspunkte im Prozess.
Kalibrierung vs. Siebzertifizierung
Der häufigste Fehler ist die Verwechslung der Maschinenkalibrierung mit der Siebzertifizierung. Die Kalibrierung der Maschine stellt sicher, dass die Bewegung korrekt ist. Die Zertifizierung der Siebe stellt sicher, dass die Maschenöffnungen die richtige Größe haben. Beides ist für eine genaue Analyse absolut entscheidend; das eine ohne das andere zu tun, ist Zeitverschwendung.
Der Trugschluss des „Gut Genug“
Die Verwendung einer unkalibrierten Smartphone-App als Timer oder das „Fühlen“ der Vibration von Hand ist keine Kalibrierung. Dies führt zu massiven Unsicherheiten und macht den Zweck zunichte, nämlich objektive, nachvollziehbare Leistungsnachweise für Prüfer und für Ihr eigenes wissenschaftliches Vertrauen zu haben.
Ignorieren der Siebstapelbelastung
Die Amplitude einer Maschine kann je nach Gewicht des Siebstapels und des Probenmaterials variieren. Für die genauesten Ergebnisse sollte die Kalibrierung mit einer repräsentativen Last (d. h. einem typischen Siebstapel und Probengewicht) durchgeführt werden. Die Kalibrierung einer leeren Maschine spiegelt möglicherweise nicht ihre tatsächliche Leistung unter Last wider.
Wie Sie dies auf Ihr Ziel anwenden
Ihr Ansatz zur Kalibrierung hängt vom Haupttreiber Ihrer Partikelgrößenanalyse ab.
- Wenn Ihr Hauptaugenmerk auf der routinemäßigen Qualitätskontrolle liegt: Legen Sie eine konsistente interne SOP mit festgelegter Amplitude und Zeit fest und stellen Sie sicher, dass Ihre Maschine jedes Mal kalibriert wird, um diesen internen Standard zu erfüllen.
- Wenn Ihr Hauptaugenmerk auf Forschung und Entwicklung liegt: Kalibrieren Sie so, dass sie genau den in einer Standardmethode (wie ASTM) oder einem wissenschaftlichen Artikel veröffentlichten Parametern entsprechen, um sicherzustellen, dass Ihre Ergebnisse mit der Arbeit anderer vergleichbar sind.
- Wenn Ihr Hauptaugenmerk auf der Einhaltung gesetzlicher Vorschriften liegt: Befolgen Sie das von der jeweiligen Norm (z. B. USP, ISO) vorgeschriebene Kalibrierprotokoll genau und legen Sie oberste Priorität auf eine akribische, prüfungssichere Dokumentation.
Letztendlich verwandelt eine kalibrierte Siebmaschine einen einfachen mechanischen Prozess in ein wissenschaftlich gültiges Messinstrument.
Zusammenfassungstabelle:
| Kalibrierungsparameter | Zweck | Messwerkzeug | Akzeptanzkriterien |
|---|---|---|---|
| Vibrationsamplitude | Gewährleistung einer konsistenten Schüttelenergie | Kalibriertes Beschleunigungsmesser | Innerhalb der Spezifikationen des Herstellers oder der SOP |
| Siebdauer | Überprüfung der genauen Dauer | Kalibrierte Stoppuhr | Typischerweise ±2 Sekunden der eingestellten Zeit |
| Klopffrequenz (falls zutreffend) | Bestätigung der ordnungsgemäßen Reinigung der Öffnungen | Digitaler Tachometer | Innerhalb der Spezifikationen des Herstellers |
Stellen Sie sicher, dass Ihre Partikelgrößenanalyse genau und nachweisbar ist. Eine ordnungsgemäß kalibrierte Siebmaschine ist die Grundlage für zuverlässige Daten für Qualitätskontrolle, F&E und behördliche Konformität. KINTEK ist spezialisiert auf die Bereitstellung von Präzisionslaborgeräten, einschließlich Siebmaschinen und Kalibrierwerkzeugen, um die anspruchsvollen Standards Ihres Labors zu erfüllen. Kontaktieren Sie noch heute unsere Experten, um Ihre Kalibrierungsanforderungen zu besprechen und unser Angebot an zuverlässigen Lösungen zu erkunden.
Visuelle Anleitung
Ähnliche Produkte
- Labor-Vibrationssiebmaschine für trockene und nasse dreidimensionale Siebung
- Labor-Siebmaschinen und Vibrationssieb-Schüttelmaschinen
- Labor-Nass-Dreidimensional-Vibrationssiebmaschine
- Vibrationssiebmaschine Trockensieb Dreidimensionales Vibrationssieb
- Labor-Vibrationssiebmaschine Schlagvibrationssieb
Andere fragen auch
- Warum ein Vibrationssieb für PET-Pulver verwenden? Präzise Partikelgrößenkontrolle für die chemische Forschung erreichen
- Welche Rolle spielt ein Labor-Vibrationssieb in der LiFePO4-Pulververarbeitung? Sicherstellung der Chargenqualität
- Wofür wird ein Vibrationssiebschüttler verwendet? Erzielen Sie präzise Partikelgrößenanalysen für Ihr Labor
- Wie wird ein Vibrationssieb zur Partikelgrößenanalyse von mechanisch legierten Pulvern verwendet? Expertenratgeber
- Wie erleichtert ein Labor-Vibrationssieb die mikrostrukturelle Untersuchung von gaszerstäubten Legierungspulvern?










