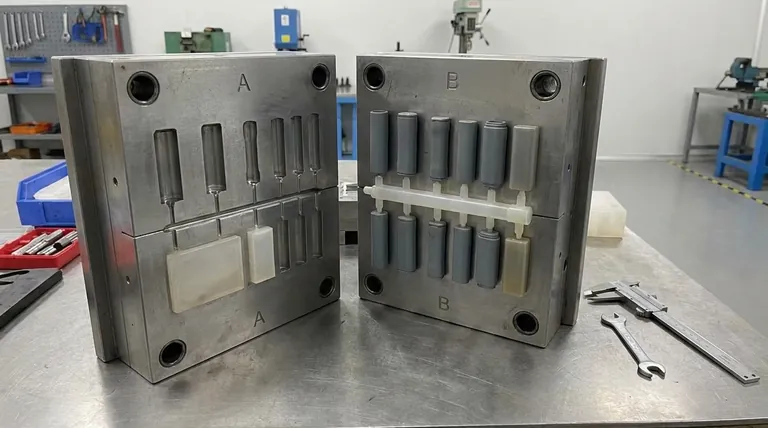
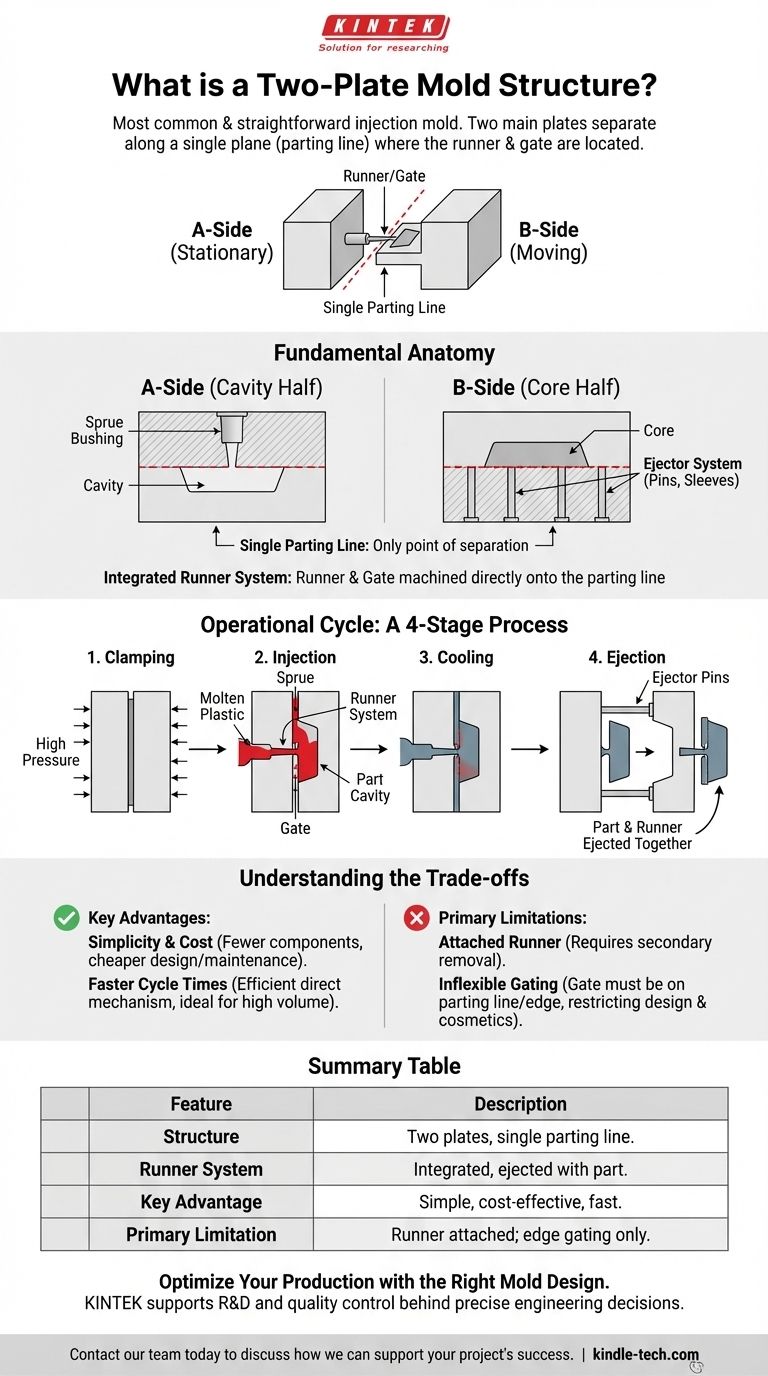
Im Kern ist eine Zweiplattenform der gebräuchlichste und unkomplizierteste Typ von Spritzgussform, der in der Fertigung verwendet wird. Sie zeichnet sich durch ihre einfache Konstruktion aus, die aus zwei Hauptplatten besteht, die sich entlang einer einzigen Ebene, der Trennebene, trennen. Bei diesem Design befinden sich die Kanäle, die das geschmolzene Plastik zuführen (Anguss und Anschnitt), auf derselben Trennebene, direkt neben der Kavität des Teils.
Das entscheidende Merkmal einer Zweiplattenform ist ihre Einfachheit: eine einzige Trennebene sowohl für das Teil als auch für das Angusssystem. Dies macht sie kostengünstig und zuverlässig, bedeutet aber auch, dass der Anguss nach dem Formen am Teil befestigt bleibt und einen sekundären Entfernungsschritt erfordert.
Die grundlegende Anatomie einer Zweiplattenform
Um ihre Funktion zu verstehen, ist es hilfreich, ihre Kernkomponenten zu visualisieren. Die Struktur ist typischerweise in zwei Hälften unterteilt: die "A"-Seite und die "B"-Seite.
Die A-Seite (Kavitätenhälfte)
Dies ist die stationäre Hälfte der Form, die an der Spritzgießmaschine montiert wird. Sie enthält die Angussbuchse, durch die das geschmolzene Plastik zuerst von der Düse der Maschine in die Form gelangt.
Die B-Seite (Kernhälfte)
Dies ist die bewegliche Hälfte der Form. Sie enthält den Kern der Teilgeometrie und, entscheidend, das gesamte Auswerfersystem (Stifte, Hülsen usw.), das das fertige Teil ausstößt.
Die einzelne Trennebene
Wenn die Form schließt, treffen diese beiden Hälften aufeinander, um die vollständige Teilkavität zu bilden. Die einzelne Ebene, an der sie sich treffen, ist die Trennebene. Dies ist der einzige Ort, an dem sich die Form während ihres Betriebszyklus trennt.
Das integrierte Angusssystem
Wie in der Definition erwähnt, sind die Angusskanäle und der Anschnitt (der spezifische Eintrittspunkt in die Kavität) direkt in die Oberflächen der Platten entlang dieser Trennebene gefräst. Dies ist ein kritisches Konstruktionsmerkmal mit erheblichen Auswirkungen.
Der Betriebszyklus: Eine Schritt-für-Schritt-Ansicht
Die Eleganz der Zweiplattenform liegt in ihrem direkten, vierstufigen Prozess.
Stufe 1: Schließen
Die beiden Formplatten (A-Seite und B-Seite) werden unter hohem Druck zusammengepresst, wodurch eine versiegelte Kavität für das Teil entsteht.
Stufe 2: Einspritzen
Geschmolzenes Plastik wird durch den Anguss eingespritzt, fließt durch das Angusssystem und tritt durch den Anschnitt in die Teilkavität ein.
Stufe 3: Kühlen
Das Plastik wird unter Druck in der Form gehalten, bis es abkühlt und sich zu der Form des Teils und des Angusses verfestigt.
Stufe 4: Auswerfen
Die Form öffnet sich entlang ihrer einzelnen Trennebene. Auswerferstifte auf der B-Seite drücken dann das verfestigte Teil heraus. Da sich das Angusssystem auf derselben Ebene befindet, werden das Teil und der Anguss als ein einziges Stück ausgeworfen.
Die Kompromisse verstehen
Das einfache Design einer Zweiplattenform bietet klare Vorteile und ebenso klare Einschränkungen, die jeder Produktdesigner und Ingenieur verstehen muss.
Hauptvorteil: Einfachheit und Kosten
Dies ist der Hauptgrund, warum Zweiplattenformen so weit verbreitet sind. Mit weniger Komponenten und ohne komplexe bewegliche Teile sind sie schneller und kostengünstiger zu entwerfen, herzustellen und zu warten.
Hauptvorteil: Schnellere Zykluszeiten
Der direkte Öffnungs- und Auswurfmechanismus ist unglaublich effizient. Diese Einfachheit führt oft zu kürzeren Zykluszeiten, was für die Großserienproduktion, bei der jede Sekunde zählt, entscheidend ist.
Primäre Einschränkung: Der angebrachte Anguss
Das Angusssystem löst sich nicht automatisch. Es bleibt nach dem Auswerfen mit dem Teil verbunden und muss in einem sekundären Arbeitsgang, entweder durch einen menschlichen Bediener oder einen automatisierten Prozess, entfernt werden.
Primäre Einschränkung: Unflexible Anschnittplatzierung
Da der Anschnitt an der Trennebene liegen muss, sind die Gestaltungsmöglichkeiten eingeschränkt. Sie können einen Anschnitt nur am äußeren Umfang des Teils platzieren. Eine Anschnittplatzierung in der Mitte eines Teils für optimalen Fluss oder kosmetisches Aussehen ist mit einem Standard-Zweiplatten-Design nicht möglich. Dies bedeutet auch, dass das Teil immer eine Anschnittmarkierung oder einen Rest an seiner Kante aufweisen wird.
Die richtige Wahl für Ihr Ziel treffen
Die Auswahl einer Formstruktur ist eine grundlegende Entscheidung in der Fertigung. Nutzen Sie diese Prinzipien, um Ihre Wahl zu treffen.
- Wenn Ihr Hauptaugenmerk auf Kosteneffizienz und Großserienproduktion liegt: Die Zweiplattenform ist aufgrund ihres einfachen Designs, ihrer geringeren Kosten und schnelleren Zykluszeiten fast immer die überlegene Wahl.
- Wenn Ihr Teiledesign eine Anschnittmarkierung an seiner Kante zulässt: Eine Zweiplattenform ist perfekt geeignet, da ihre Anschnittplatzierung auf die Trennebene beschränkt ist.
- Wenn Ihr Teil eine makellose kosmetische Oberfläche oder eine zentrale Anschnittplatzierung für die strukturelle Integrität erfordert: Sie müssen eine komplexere Struktur, wie eine Dreiplattenform, untersuchen, um Ihre Designabsicht zu erreichen.
Indem Sie die elegante Einfachheit der Zweiplattenform verstehen, können Sie bewusste, kostengünstige Entscheidungen für die überwiegende Mehrheit der Spritzgussprojekte treffen.
Zusammenfassungstabelle:
| Merkmal | Beschreibung |
|---|---|
| Struktur | Zwei Hauptplatten (A-Seite & B-Seite), die sich entlang einer einzelnen Trennebene trennen. |
| Angusssystem | In die Trennebene integriert; wird mit dem Teil ausgeworfen. |
| Hauptvorteil | Einfachheit, geringere Kosten, schnellere Zykluszeiten. |
| Primäre Einschränkung | Anguss bleibt befestigt, erfordert sekundäre Entfernung; Anschnitt auf die Teilkante beschränkt. |
Optimieren Sie Ihre Produktion mit dem richtigen Formendesign
Das Verständnis der richtigen Formstruktur ist entscheidend für die Effizienz und Qualität Ihres Herstellungsprozesses. Bei KINTEK sind wir darauf spezialisiert, robuste Laborgeräte und Verbrauchsmaterialien bereitzustellen, die die Forschung und Entwicklung sowie die Qualitätskontrolle hinter diesen präzisen technischen Entscheidungen unterstützen.
Lassen Sie sich von unserer Expertise in Laborlösungen helfen, Exzellenz in der Fertigung zu erreichen. Kontaktieren Sie unser Team noch heute, um zu besprechen, wie wir den Erfolg Ihres Projekts unterstützen können.
Visuelle Anleitung
Ähnliche Produkte
- Doppelplatten-Heizpresse für Labor
- Kleine Spritzgießmaschine für Laboranwendungen
- Infrarotheizung Quantitative Flachpressform
- Spezielle Heißpressform für Laboranwendungen
- XRF Borsäure Labor Pulver Pellet Pressform für Laborgebrauch
Andere fragen auch
- Was ist der Zweck von speziellen Druckvorrichtungen in Sulfid-Festkörperbatterien? Sicherstellung der chemo-mechanischen Stabilität
- Wofür wird eine Pressform verwendet? Erzielung wiederholbarer Präzision und Effizienz
- Warum werden Druckformen mit nicht leitenden Harz-Innenwänden für Batterietests benötigt? Gewährleistung der Datengenauigkeit
- Was ist der Formpressprozess? Ein Schritt-für-Schritt-Leitfaden zum Formpressen (Compression Molding)
- Was ist die Funktion von Pressformen bei der Herstellung von SiCf/Ti-43Al-9V-Verbundwerkstoffen? Strukturelle Präzision erreichen



















