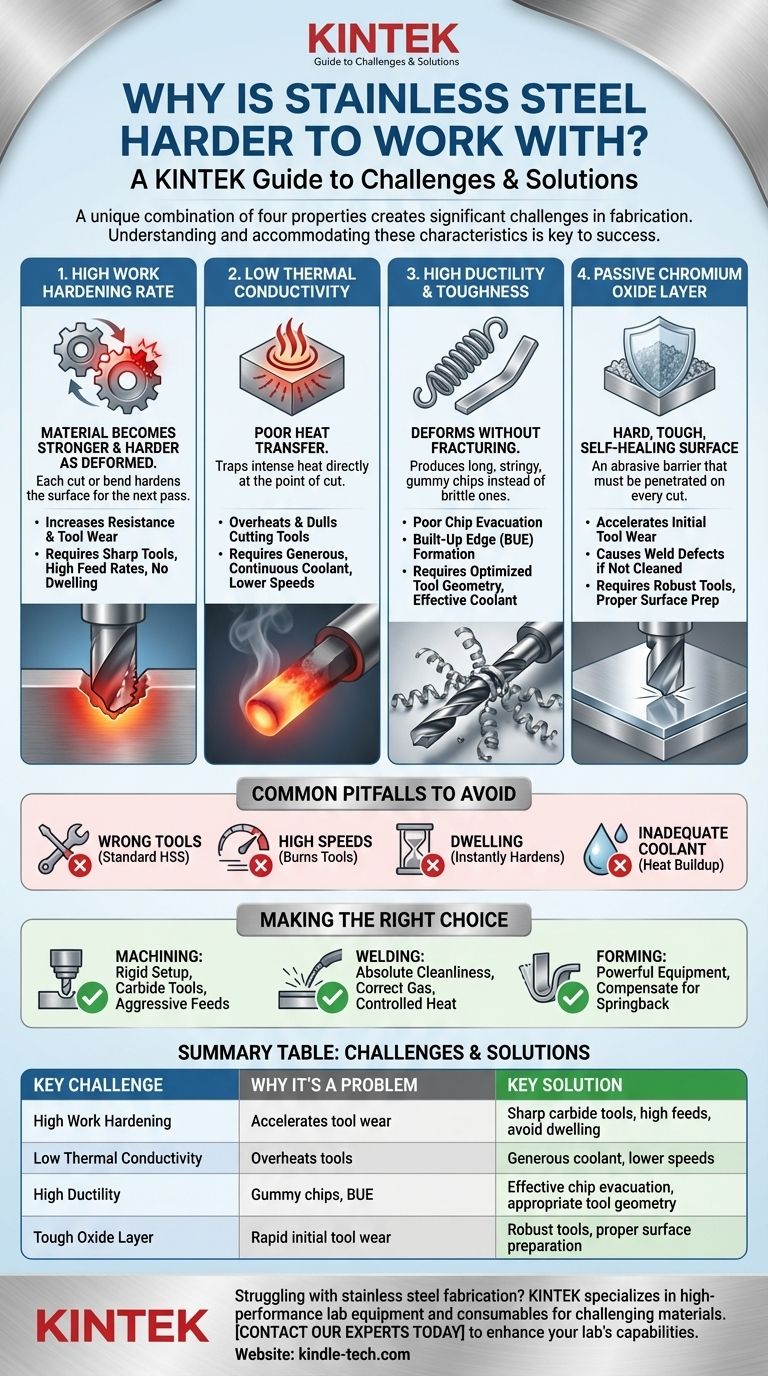
Der grundlegende Grund, warum Edelstahl schwieriger zu bearbeiten ist, ist eine einzigartige Kombination von vier Eigenschaften: eine hohe Kaltverfestigungsrate, eine geringe Wärmeleitfähigkeit, eine hohe Duktilität und eine zähe, passive Oberflächenschicht. Im Gegensatz zu Baustahl, der nachsichtiger ist, leistet Edelstahl aktiven Widerstand gegen Schneid-, Umform- und Schweißvorgänge und erfordert spezifische Werkzeuge, Techniken und ein tieferes Verständnis des Materials selbst.
Die Eigenschaften, die Edelstahl wünschenswert machen – seine Festigkeit, Zähigkeit und Korrosionsbeständigkeit – sind die direkte Ursache für die Herausforderungen, die er bei der Fertigung mit sich bringt. Um ihn effektiv zu bearbeiten, muss man diese inhärenten Eigenschaften verstehen und berücksichtigen, nicht gegen sie ankämpfen.
Die Kerneigenschaften, die Herausforderungen schaffen
Um zu verstehen, warum Edelstahl schwierig ist, muss man seine grundlegenden metallurgischen Eigenschaften betrachten. Jede einzelne davon schafft eine spezifische Reihe von Problemen für den Verarbeiter.
Hohe Kaltverfestigungsrate
Kaltverfestigung oder Verfestigung durch Umformung ist ein Phänomen, bei dem ein Metall stärker und härter wird, wenn es plastisch verformt wird.
Edelstahl, insbesondere austenitische Sorten wie 304 und 316, weist eine außergewöhnlich hohe Kaltverfestigungsrate auf.
Das bedeutet, dass der bloße Akt des Schneidens, Bohrens oder Biegens des Materials die Oberfläche, an der Sie arbeiten, sofort erheblich verhärtet. Der nächste Durchgang eines Werkzeugs muss Material schneiden, das nun härter ist als noch einen Moment zuvor, was zu einem Teufelskreis aus zunehmendem Widerstand und Werkzeugverschleiß führt.
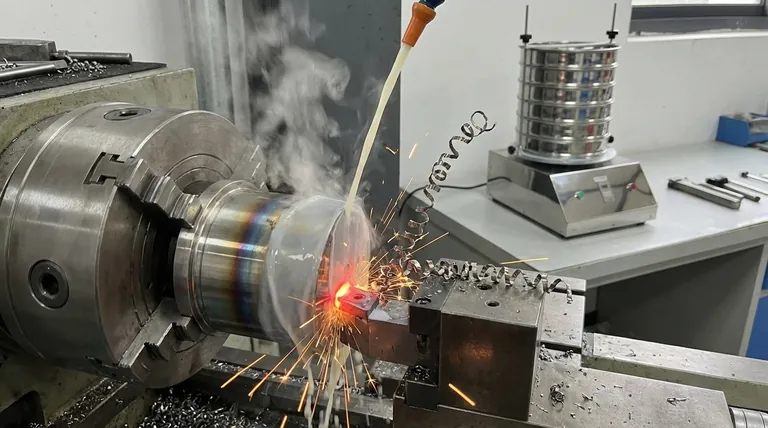
Geringe Wärmeleitfähigkeit
Die Wärmeleitfähigkeit ist ein Maß dafür, wie gut ein Material Wärme leitet.
Die meisten Stähle, wie Baustahl, sind relativ gute Leiter, wodurch die beim Schneiden erzeugte intensive Hitze in den Werkstückkörper und die Späne abgeleitet werden kann.
Edelstahl ist ein schlechter Wärmeleiter. Er speichert die Hitze direkt an der Schnittstelle. Diese extreme Hitzekonzentration macht das Werkstück nicht weicher; stattdessen überhitzt sie die Schneidkante des Werkzeugs, was zu schnellem Abstumpfen, Verformung oder sogar zum Schmelzen des Werkzeugs selbst führt.
Hohe Duktilität und Zähigkeit
Duktilität ist die Fähigkeit eines Materials, sich ohne Bruch zu verformen. Während dies Edelstahl zäh und stoßfest macht, verursacht es Probleme bei der Bearbeitung.
Anstatt spröde Späne zu bilden, die sauber abbrechen, erzeugt die hohe Duktilität von Edelstahl lange, faserige und klebrige Späne.
Diese Späne lassen sich nicht leicht abführen und wickeln sich oft um Werkzeug und Werkstück. Dies kann die Oberflächengüte beeinträchtigen und, was noch kritischer ist, zu einem „Aufbauschneide“ (Built-Up Edge, BUE) führen, bei dem sich kleine Teile des Werkstücks an der Werkzeugspitze anschweißen, wodurch deren Schneidengeometrie und Effektivität zerstört werden.
Die passive Chromoxidschicht
Die „Edel“-Eigenschaft des Stahls stammt von einer mikroskopisch dünnen, transparenten Schicht aus Chromoxid, die sich auf seiner Oberfläche bildet, wenn er Luft ausgesetzt wird.
Diese Passivschicht ist extrem hart, zäh und selbstheilend. Sie bietet ausgezeichneten Korrosionsschutz, wirkt aber als abrasive Barriere, die bei jedem ersten Schnitt durchdrungen werden muss.
Dies verursacht einen anfänglich beschleunigten Verschleiß an der Schneidkante des Werkzeugs. Beim Schweißen kann dieselbe Oxidschicht im geschmolzenen Schweißbad eingeschlossen werden, wenn sie nicht ordnungsgemäß gereinigt und abgeschirmt wird, was zu Defekten und Schwachstellen in der endgültigen Verbindung führt.
Häufige Fallstricke, die es zu vermeiden gilt
Die einzigartigen Eigenschaften von Edelstahl bedeuten, dass Techniken, die für Baustahl verwendet werden, oft zum Scheitern führen. Das Vermeiden häufiger Fehler ist entscheidend für den Erfolg.
Verwendung der falschen Werkzeuge, Geschwindigkeiten oder Vorschübe
Standard-HSS-Werkzeuge (High-Speed Steel) halten nicht lange. Sie müssen Werkzeuge aus härteren, hitzebeständigeren Materialien wie Kobalt-HSS oder Vollhartmetall verwenden.
Darüber hinaus führt der Betrieb der Maschine mit den hohen Geschwindigkeiten, die für Baustahl typisch sind, aufgrund der geringen Wärmeleitfähigkeit von Edelstahl sofort zu einem Ausbrennen des Werkzeugs. Der richtige Ansatz ist niedrige Oberflächengeschwindigkeiten kombiniert mit einer hohen, konstanten Vorschubrate.
„Verweilen“ während eines Schnitts
Verweilen bedeutet, dass sich ein Schneidwerkzeug an einer Stelle dreht, ohne aktiv Material abzutragen.
Bei Edelstahl führt das Verweilen für auch nur den Bruchteil einer Sekunde zu enormer Reibung und Hitze, wodurch sich die Oberfläche sofort kaltverfestigt, bis zu einem Punkt, an dem sie nahezu unbearbeitbar werden kann. Das Prinzip muss lauten: hineingehen, den Schnitt machen und ohne Zögern wieder herauskommen.
Unzureichende Kühlung
Angesichts der Unfähigkeit des Materials, Wärme abzuführen, ist eine großzügige und konstante Zufuhr von hochwertigem Kühlmittel keine Option – sie ist unerlässlich.
Kühlmittel erfüllt zwei Aufgaben: Es entzieht dem Werkzeug-Werkstück-Übergang Wärme und erhält so die Lebensdauer des Werkzeugs, und es hilft bei der Spanabfuhr, wodurch verhindert wird, dass die faserigen Späne Schäden verursachen.
Ignorieren der spezifischen Güte
Nicht alle Edelstähle sind gleich. Eine "freischneidende" Güte wie 303 oder 416 ist weitaus nachsichtiger als ein Standard 304 oder eine Hochtemperaturgüte 310.
Alle Edelstähle als ein einziges Material zu behandeln, ist ein Rezept für Frustration. Identifizieren Sie immer die spezifische Güte und konsultieren Sie deren Bearbeitungs- oder Schweißrichtlinien.
Die richtige Wahl für Ihr Ziel treffen
Erfolg mit Edelstahl stellt sich ein, wenn man eine Strategie wählt, die seinen schwierigen Eigenschaften direkt entgegenwirkt.
- Wenn Ihr Hauptaugenmerk auf der Zerspanung liegt: Verwenden Sie extrem starre Aufspannungen, scharfe Hartmetall- oder Kobaltwerkzeuge, niedrige Geschwindigkeiten, aggressive Vorschubraten und eine hohe Kühlmittelmenge, um Hitze zu managen und Kaltverfestigung zu verhindern.
- Wenn Ihr Hauptaugenmerk auf dem Schweißen liegt: Stellen Sie absolute Sauberkeit sicher, um die Oxidschicht zu entfernen, verwenden Sie das richtige Schutzgas (oft ein Tri-Mix) und kontrollieren Sie den Wärmeeintrag sorgfältig, um Verzug und Verzerrung zu minimieren.
- Wenn Ihr Hauptaugenmerk auf dem Umformen liegt: Verwenden Sie leistungsstarke Maschinen, um die hohe Anfangsfestigkeit zu überwinden, und biegen Sie das Material unbedingt vor, um die erhebliche Rückfederung auszugleichen.
Letztendlich geht es beim Meistern von Edelstahl nicht darum, seine Natur zu bekämpfen, sondern sie mit dem richtigen Wissen, den richtigen Werkzeugen und den richtigen Techniken zu respektieren.
Zusammenfassungstabelle:
| Herausforderung | Warum es ein Problem ist | Wesentliche Lösung |
|---|---|---|
| Hohe Kaltverfestigungsrate | Jeder Schnitt verhärtet das Material, was den Werkzeugverschleiß beschleunigt. | Verwenden Sie scharfe Hartmetallwerkzeuge, hohe Vorschubraten und vermeiden Sie Verweilen. |
| Geringe Wärmeleitfähigkeit | Die Hitze konzentriert sich am Schnitt und überhitzt die Werkzeuge schnell. | Großzügig Kühlmittel auftragen und niedrigere Schnittgeschwindigkeiten verwenden. |
| Hohe Duktilität | Erzeugt klebrige, faserige Späne, die das Werkstück beschädigen können. | Sicherstellen, dass die Späne effektiv abgeführt werden, und eine geeignete Werkzeuggeometrie verwenden. |
| Zähe Oxidschicht | Die harte Oberflächenschicht verursacht schnellen anfänglichen Werkzeugverschleiß. | Robuste Werkzeugmaterialien verwenden und eine ordnungsgemäße Oberflächenvorbereitung sicherstellen. |
Haben Sie Probleme bei der Bearbeitung von Edelstahl? KINTEK ist spezialisiert auf die Bereitstellung von Hochleistungs-Laborgeräten und Verbrauchsmaterialien, die auf anspruchsvolle Materialien wie Edelstahl zugeschnitten sind. Unsere Expertise stellt sicher, dass Sie über die richtigen Werkzeuge und die richtige Unterstützung verfügen, um präzise und effiziente Ergebnisse zu erzielen. Kontaktieren Sie noch heute unsere Experten, um herauszufinden, wie wir die Fähigkeiten Ihres Labors verbessern und Ihren Arbeitsablauf optimieren können.
Visuelle Anleitung