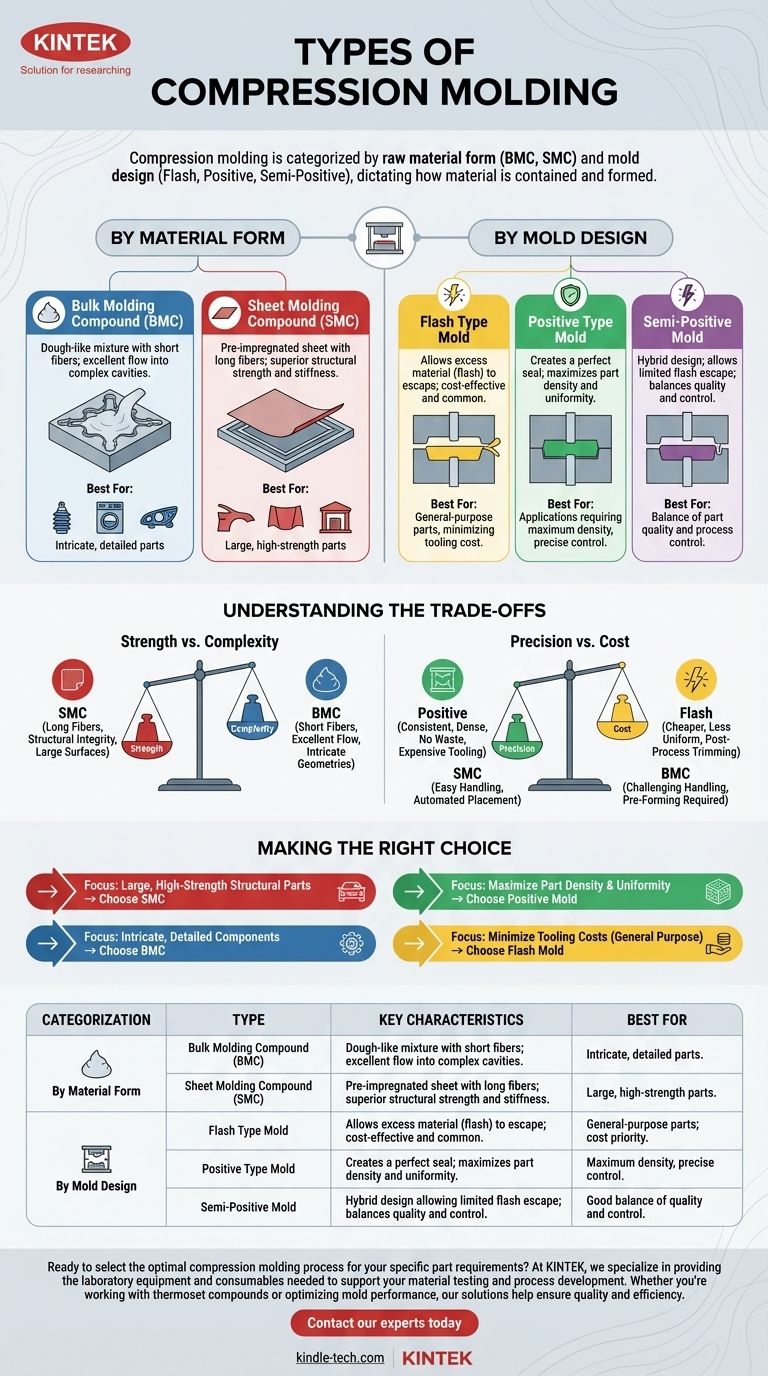
Im Grunde genommen wird das Formpressen auf zwei Hauptarten kategorisiert: nach der Form des verwendeten Rohmaterials und nach der Konstruktion des Werkzeugs selbst. Die gängigsten Prozessunterscheidungen sind Bulk Molding Compound (BMC) und Sheet Molding Compound (SMC), die das Material definieren. Die Werkzeugkonstruktion, wie Grat (Flash), positiv oder semi-positiv, bestimmt, wie dieses Material unter Druck eingeschlossen und geformt wird.
Bei der Wahl zwischen den Variationen des Formpressens geht es nicht darum, welche die „beste“ ist, sondern welche am besten geeignet ist. Ihre Entscheidung hängt von einem direkten Kompromiss zwischen der Komplexität Ihres Teils, der erforderlichen strukturellen Festigkeit und Ihrem Budget für Werkzeuge und Prozesskontrolle ab.

Verständnis der primären Prozessarten: Materialform
Der wichtigste Unterschied beim Formpressen ist der Zustand des duroplastischen Kunststoffs, bevor er in das Werkzeug gelangt. Dies bestimmt den Fluss des Materials, die Faserlänge und die ideale Anwendung.
Bulk Molding Compound (BMC)
Bulk Molding Compound ist eine teig- oder pastenartige Mischung. Es kombiniert duroplastisches Harz mit verschiedenen Füllstoffen, Katalysatoren und kurzen Verstärkungsfasern (wie gehacktes Glas).
Aufgrund seiner Konsistenz fließt BMC leicht in komplizierte und komplexe Kavitäten. Dies macht es ideal für die Herstellung kleinerer, detaillierter Teile wie elektrische Isolatoren, Komponenten für Haushaltsgeräte und Scheinwerfergehäuse für Kraftfahrzeuge.
Sheet Molding Compound (SMC)
Sheet Molding Compound ist ein vorimprägniertes, mattenartiges Material. Es besteht aus einer Schicht Harz und Füllstoffen, die mit längeren Fasern verstärkt sind, eingebettet zwischen zwei Schichten Trägerfolie.
Die längeren Fasern in SMC sorgen für eine überlegene strukturelle Festigkeit und Steifigkeit. Dies macht es zum bevorzugten Material für große, relativ flache, hochfeste Teile wie Karosserieteile für Kraftfahrzeuge, Lkw-Hauben und Fassadenverkleidungen für Gebäude.
Wie das Werkzeugdesign den Prozess beeinflusst
Die zweite Möglichkeit, das Formpressen zu kategorisieren, ist die Werkzeugkonstruktion. Das Werkzeug bestimmt, wie Druck ausgeübt wird und ob überschüssiges Material entweichen kann.
Werkzeuge mit Grat (Flash Type Molds)
Dies ist die gängigste und kostengünstigste Werkzeugkonstruktion. Sie wird mit einem kleinen Spalt oder einer „Sitzfläche“ um die Kavität herum gebaut, wodurch überschüssiges Material, bekannt als Grat (Flash), beim Schließen des Werkzeugs entweichen kann.
Obwohl diese Methode einfach und nachsichtig gegenüber leichten Schwankungen der Materialfüllung ist, bietet sie weniger Kontrolle über die endgültige Teiledichte und erfordert möglicherweise einen sekundären Trimmvorgang, um den Grat zu entfernen.
Positive Werkzeuge (Positive Type Molds)
Ein positives Werkzeug ist so konstruiert, dass es eine perfekte Abdichtung um die Materialfüllung herum erzeugt. Die männlichen und weiblichen Hälften des Werkzeugs greifen ineinander, sodass kein überschüssiges Material entweichen kann.
Diese Konstruktion zwingt das gesamte Material in das Teil, was zu maximaler Dichte und Gleichmäßigkeit führt. Es erfordert jedoch eine extrem präzise Materialmenge, um entweder ein unvollständiges Teil oder schädlich hohe Drücke im Werkzeug zu vermeiden.
Semi-Positive Werkzeuge (Semi-Positive Molds)
Semi-positive Werkzeuge bieten einen Kompromiss zwischen der Grat- und der positiven Konstruktion. Sie ermöglichen das vollständige Schließen des Werkzeugs wie bei einem positiven Werkzeug, verfügen jedoch über einen kleinen Entlastungskanal, durch den eine begrenzte Menge an Grat entweichen kann.
Dieser Hybridansatz bietet eine bessere Dichtekontrolle als ein Gratwerkzeug und ist gleichzeitig nachsichtiger als ein rein positives Werkzeug, was eine gute Balance zwischen Teilequalität und Prozesskontrolle bietet.
Verständnis der Kompromisse
Die Wahl der richtigen Kombination aus Material und Werkzeugdesign erfordert die Abwägung konkurrierender Prioritäten hinsichtlich Kosten, Qualität und Teilegeometrie.
Festigkeit vs. Komplexität
Die langen Fasern von SMC bieten eine ausgezeichnete strukturelle Integrität für große Oberflächen, fließen aber nicht gut in kleine, komplexe Merkmale. Die kurzen Fasern und die pastöse Beschaffenheit von BMC ermöglichen es ihm, komplizierte Geometrien problemlos auszufüllen, allerdings auf Kosten der ultimativen Festigkeit.
Präzision vs. Kosten
Positive Werkzeuge erzeugen hochkonsistente, dichte Teile ohne Materialverlust, erfordern jedoch teure Präzisionswerkzeuge und exakte Materialmessungen. Gratwerkzeuge sind billiger in der Herstellung und im Betrieb, führen aber zu weniger gleichmäßigen Teilen und erfordern einen Nachbearbeitungsschnitt.
Materialhandhabung und Automatisierung
SMC lässt sich leicht in großen Bahnen handhaben und eignet sich für das automatische Schneiden und Platzieren. BMC ist amorpher und kann schwieriger automatisch gehandhabt werden, oft muss es vor dem Einlegen in das Werkzeug vorformt werden.
Die richtige Wahl für Ihr Projekt treffen
Nutzen Sie diese Richtlinien, um den besten Ansatz basierend auf Ihrem primären Ziel auszuwählen.
- Wenn Ihr Hauptaugenmerk auf großen, hochfesten Strukturteilen liegt: Wählen Sie Sheet Molding Compound (SMC) wegen seiner überlegenen mechanischen Eigenschaften.
- Wenn Ihr Hauptaugenmerk auf komplizierten, detaillierten Komponenten liegt: Wählen Sie Bulk Molding Compound (BMC) wegen seiner ausgezeichneten Fließeigenschaften.
- Wenn Ihr Hauptaugenmerk auf der Maximierung der Teiledichte und der Minimierung von Abfall liegt: Ein positives Werkzeug ist die ideale Wahl, aber seien Sie auf höhere Werkzeugkosten und strengere Prozesskontrolle vorbereitet.
- Wenn Ihr Hauptaugenmerk auf der Minimierung der Werkzeugkosten für Allgemeinteile liegt: Ein Gratwerkzeug ist die gängigste und wirtschaftlichste Lösung.
Letztendlich ist die Abstimmung der Materialeigenschaften und der Werkzeugkonstruktion auf die spezifischen Anforderungen Ihres Teils der Schlüssel zum erfolgreichen Formpressen.
Zusammenfassungstabelle:
| Kategorisierung | Typ | Schlüsselmerkmale | Am besten geeignet für |
|---|---|---|---|
| Nach Materialform | Bulk Molding Compound (BMC) | Teigartige Mischung mit kurzen Fasern; ausgezeichneter Fluss in komplexe Kavitäten. | Komplizierte, detaillierte Teile (z. B. elektrische Isolatoren, Gerätekomponenten). |
| Sheet Molding Compound (SMC) | Vorimprägnierte Bahn mit langen Fasern; überlegene strukturelle Festigkeit und Steifigkeit. | Große, hochfeste Teile (z. B. Karosserieteile für Kraftfahrzeuge, Lkw-Hauben). | |
| Nach Werkzeugdesign | Gratwerkzeug (Flash Type Mold) | Lässt überschüssiges Material (Grat) entweichen; kostengünstig und üblich. | Allgemeine Teile, bei denen die Minimierung der Werkzeugkosten Priorität hat. |
| Positives Werkzeug (Positive Type Mold) | Erzeugt eine perfekte Abdichtung; maximiert die Teiledichte und Gleichmäßigkeit. | Anwendungen, die maximale Dichte und minimale Verschwendung erfordern, mit präziser Materialkontrolle. | |
| Semi-Positives Werkzeug (Semi-Positive Mold) | Eine Hybridkonstruktion, die ein begrenztes Entweichen von Grat zulässt; gleicht Qualität und Kontrolle aus. | Eine gute Balance zwischen Teilequalität und Prozesskontrolle, nachsichtiger als ein positives Werkzeug. |
Bereit, den optimalen Formpressprozess für Ihre spezifischen Teileanforderungen auszuwählen? Die Wahl zwischen BMC, SMC und verschiedenen Werkzeugkonstruktionen wirkt sich direkt auf die Festigkeit, Komplexität und Kosten Ihres Endprodukts aus.
Bei KINTEK sind wir darauf spezialisiert, die Laborausrüstung und Verbrauchsmaterialien bereitzustellen, die für Ihre Materialtests und Prozessentwicklung erforderlich sind. Egal, ob Sie mit duroplastischen Compounds arbeiten oder die Werkzeugleistung optimieren, unsere Lösungen tragen zur Gewährleistung von Qualität und Effizienz bei.
Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie wir die Formpressprojekte Ihres Labors unterstützen und Ihnen helfen können, hervorragende Ergebnisse zu erzielen.
Visuelle Anleitung
Ähnliche Produkte
- Kugelpressform für Labor
- Runde bidirektionale Pressform für das Labor
- XRF & KBR Kunststoffring Labor Pulverpressform für FTIR
- Anti-Cracking-Pressform für Laboranwendungen
- XRF & KBR Stahlring Labor Pulver Pellet Pressform für FTIR
Andere fragen auch
- Wie stellt eine Labor-Hydraulik-Heißpresse die Qualität von PHBV/Naturfaser-Verbundwerkstoffen sicher? Expertenratgeber
- Warum ist eine Labor-Hydraulik-Heißpresse für hochdichtes, additivfreies Siliziumkarbid unerlässlich? Entschlüsseln Sie reines SiC.
- Warum werden Druckformen mit nicht leitenden Harz-Innenwänden für Batterietests benötigt? Gewährleistung der Datengenauigkeit
- Was sind die Vorteile der Verwendung einer Labor-Hydraulikpresse für Heißpressen? Erreichen Sie die maximale Nanokompositdichte
- Was ist der Zweck von speziellen Druckvorrichtungen in Sulfid-Festkörperbatterien? Sicherstellung der chemo-mechanischen Stabilität

















