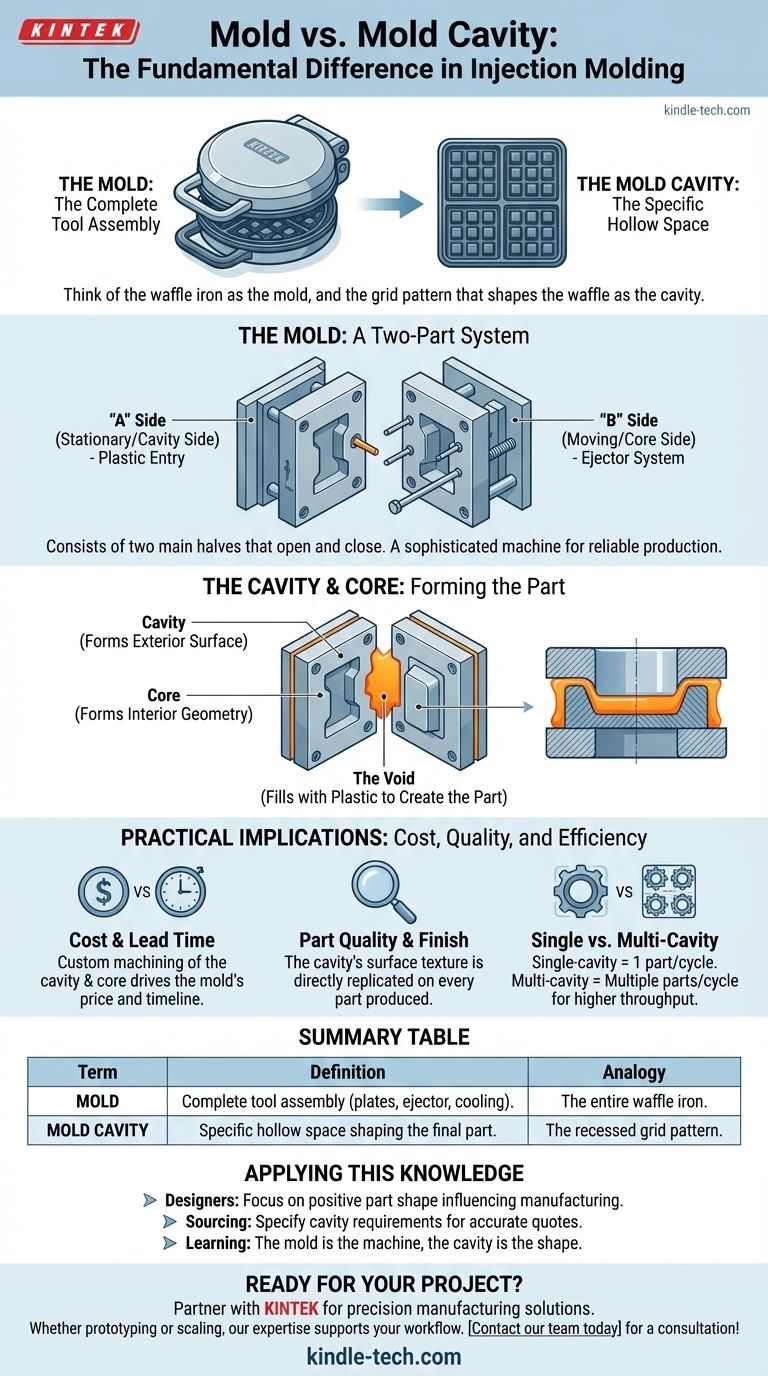
Im Spritzguss bezieht sich die Form auf die gesamte, komplexe Werkzeugbaugruppe, die im Herstellungsprozess verwendet wird. Die Formkavität ist der spezifische, ausgehöhlte Raum innerhalb dieser Form, der genau wie das endgültige Teil geformt ist, das Sie herstellen möchten.
Der einfachste Weg, den Unterschied zu verstehen, ist eine Analogie: Die Form ist das gesamte Waffeleisen, einschließlich der Griffe, Scharniere und Platten. Die Formkavität ist nur das vertiefte Gittermuster im Inneren, das der Waffel ihre Form gibt.

Die Form: Ein komplettes Werkzeugsystem
Um den Unterschied zu erfassen, müssen Sie zunächst verstehen, dass eine Form kein einfacher Metallblock ist. Es ist ein hochentwickeltes Maschinenteil, das aus vielen miteinander verbundenen Teilen besteht, die für einen einzigen Zweck konzipiert sind: ein Teil wiederholbar und zuverlässig zu produzieren.
Die Form als zweiteilige Baugruppe
Eine typische Spritzgussform besteht aus zwei primären Hälften. Diese werden oft als "A"-Seite und "B"-Seite bezeichnet.
Die "A"-Seite, auch als stationäre Hälfte oder Kavitätseite bekannt, ist an der stationären Aufspannplatte der Spritzgießmaschine montiert und enthält den Weg für den geschmolzenen Kunststoff zum Eintritt.
Die "B"-Seite, auch als bewegliche Hälfte oder Kernseite bekannt, ist an der beweglichen Aufspannplatte montiert. Diese Seite enthält normalerweise das Auswerfersystem, das das fertige Teil nach dem Abkühlen aus der Form drückt.
Die Kavität und der Kern: Bildung des Negativraums
Der Begriff Formkavität bezieht sich technisch auf den vertieften Bereich, normalerweise in der "A"-Seite der Form, der die äußere, kosmetische Oberfläche des Kunststoffteils bildet.
Im Zusammenspiel mit der Kavität steht der Kern, der der erhabene Teil der "B"-Seite ist, der die innere Geometrie des Teils bildet.
Wenn die Form geschlossen ist, bildet der Raum zwischen der Kavität und dem Kern die exakte Negativform des Endbauteils. Dieser Hohlraum wird mit geschmolzenem Kunststoff gefüllt.
Die praktischen Auswirkungen verstehen
Die Unterscheidung zwischen Form und Kavität ist nicht nur eine Frage der Semantik. Sie hat direkte Auswirkungen auf Kosten, Qualität und Produktionseffizienz.
Auswirkungen auf Kosten und Lieferzeit
Der Formgrundkörper und andere Standardkomponenten sind oft vorgefertigt. Der wahre Kosten- und Zeitfaktor einer neuen Form ist die kundenspezifische Bearbeitung der Kavität und des Kerns.
Die Komplexität dieser Merkmale – wie Hinterschneidungen, feine Details und erforderliche Oberflächengüten – bestimmt direkt den Preis und die Lieferzeit des gesamten Formwerkzeugs.
Auswirkungen auf die Teilequalität
Die Wände der Kavität und des Kerns sind das, womit der geschmolzene Kunststoff in Berührung kommt. Daher überträgt sich die Oberflächengüte der Kavität direkt auf die Oberflächengüte Ihres Teils.
Eine hochglanzpolierte Kavität führt zu einem glänzenden Teil, während eine texturierte Kavität ein texturiertes Teil erzeugt. Jede Unvollkommenheit in der Kavität wird auf jedem einzelnen produzierten Stück repliziert.
Einfach- vs. Mehrfachkavitätenformen
Eine einzelne Form kann so konzipiert werden, dass sie mehr als eine Kavität hat.
Eine Einfachkavitätenform produziert ein Teil pro Zyklus. Eine Mehrfachkavitätenform produziert mehrere Teile pro Zyklus, was den Produktionsdurchsatz drastisch erhöht. Diese Entscheidung ist ein wichtiger Kompromiss zwischen höheren anfänglichen Werkzeugkosten und niedrigeren Stückkosten bei großen Mengen.
Dies auf Ihr Projekt anwenden
Das Verständnis dieser Begriffe ermöglicht es Ihnen, effektiv mit Designern, Ingenieuren und Herstellern zu kommunizieren. Nutzen Sie dieses Wissen, um Ihre Entscheidungen zu treffen.
- Wenn Ihr Hauptaugenmerk auf dem Entwurf eines neuen Teils liegt: Denken Sie daran, dass Sie die positive Form entwerfen, die durch eine negative Kavität und einen Kern erzeugt werden muss, was die Regeln für die fertigungsgerechte Konstruktion beeinflusst.
- Wenn Ihr Hauptaugenmerk auf der Beschaffung der Fertigung liegt: Spezifizieren Sie Ihre Anforderungen an die Kavität (Oberflächengüte, Anzahl der Kavitäten), um ein genaues Angebot für die komplette Form zu erhalten.
- Wenn Ihr Hauptaugenmerk einfach auf dem Lernen liegt: Festigen Sie diese Idee: Die Form ist die Maschine, und die Kavität ist der formgebende Hohlraum darin.
Die Beherrschung dieser grundlegenden Unterscheidung ist der erste Schritt, um die Sprache der modernen Fertigung zu sprechen.
Zusammenfassungstabelle:
| Begriff | Definition | Analogie |
|---|---|---|
| Form | Die komplette Werkzeugbaugruppe, einschließlich Platten, Auswerfersystem und Kühlkanälen. | Das gesamte Waffeleisen. |
| Formkavität | Der spezifische Hohlraum innerhalb der Form, der das endgültige Teil formt. | Das vertiefte Gittermuster im Waffeleisen. |
Bereit, Ihr Spritzgussprojekt zum Leben zu erwecken?
Das Verständnis der Nuancen des Formendesigns ist entscheidend für den Erfolg. Bei KINTEK sind wir darauf spezialisiert, hochwertige Laborgeräte und Verbrauchsmaterialien für Präzisionsfertigung und F&E bereitzustellen. Egal, ob Sie einen neuen Teil prototypisieren oder die Produktion hochfahren, unser Fachwissen unterstützt Ihren gesamten Arbeitsablauf.
Lassen Sie uns Ihre Projektanforderungen besprechen und wie unsere Lösungen Ihnen helfen können, hervorragende Ergebnisse zu erzielen. Kontaktieren Sie unser Team noch heute für eine Beratung!
Visuelle Anleitung
Ähnliche Produkte
- Zylindrische Pressform für Laboranwendungen
- Zylindrische Pressform mit Skala für Labor
- Rotations-Rundläufer-Tablettenpresse mit mehreren Stempeln, Formring für rotierende ovale und quadratische Formen
- Ringpressform für Laboranwendungen
- XRF & KBR Kunststoffring Labor Pulverpressform für FTIR
Andere fragen auch
- Was ist die Pressform-Methode? Ein Leitfaden für konsistente, detaillierte Keramikformen
- Was ist die Hauptfunktion des Pressens von LAGP-Pulvern? Hochleistungsfähige Festelektrolyte erzielen
- Was ist die Notwendigkeit der Verwendung einer laborhydraulischen Presse und zylindrischer Formen? Gewährleistung genauer BN-Probenprüfungen
- Wie verwendet man eine Pressform? Meistern Sie die Kunst, konsistente Keramikformen zu schaffen
- Warum werden Druckformen mit nicht leitenden Harz-Innenwänden für Batterietests benötigt? Gewährleistung der Datengenauigkeit



















