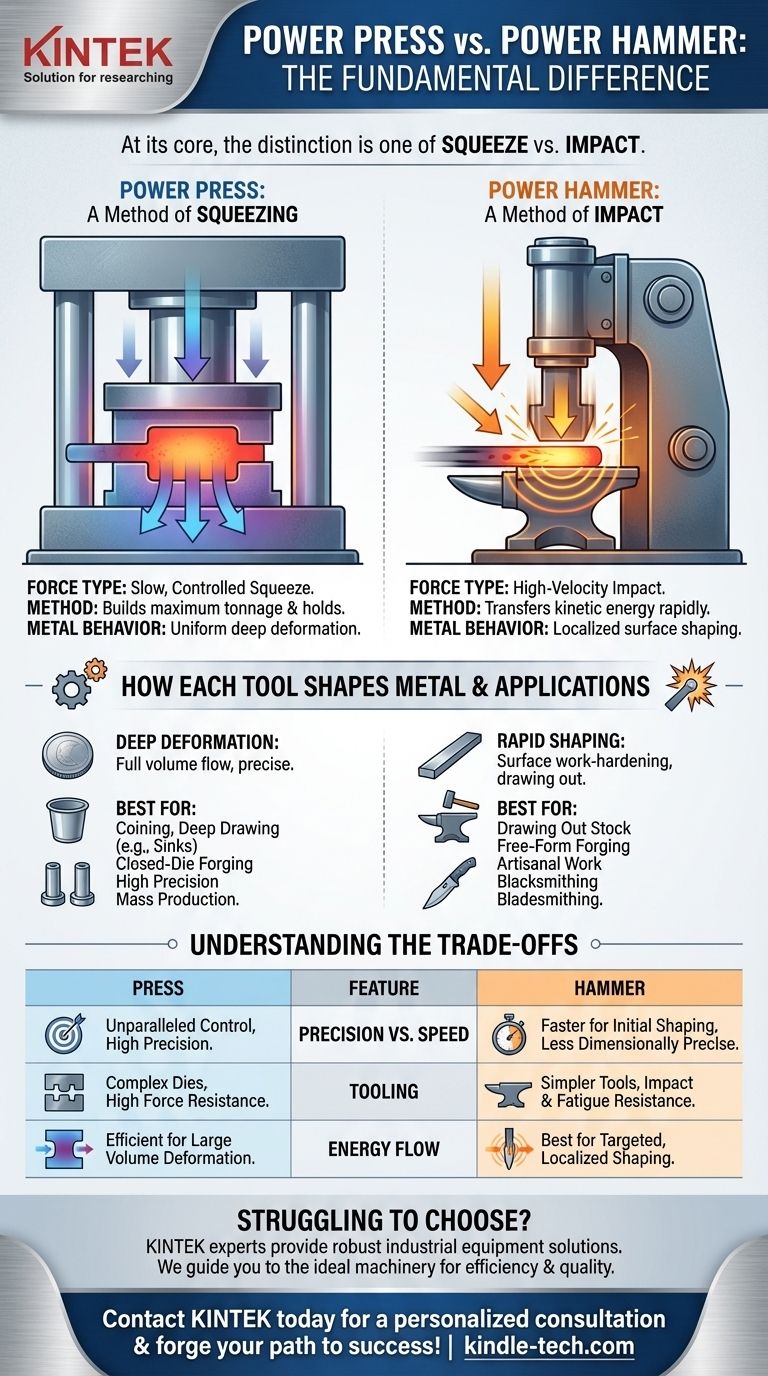
Im Kern liegt der Unterschied zwischen Quetschen und Schlagen. Eine Kraftpresse nutzt eine langsame, kontrollierte und immense Quetschkraft, um Metall zu verformen, während ein Schmiedehammer schnelle, wiederholte Schläge verwendet, um Material durch Aufprall zu formen. Die Methode der Kraftanwendung verändert grundlegend das Verhalten des Metalls und bestimmt den idealen Einsatzbereich jeder Maschine.
Die grundlegende Wahl zwischen einer Presse und einem Hammer ist eine Wahl des Prozesses. Eine Presse wird für eine kontrollierte, gleichmäßige Verformung des gesamten Werkstücks gewählt, während ein Hammer für eine schnelle, oft oberflächliche Formgebung und das Ausziehen von Material ausgewählt wird.

Die Mechanik der Kraftanwendung
Um zu verstehen, wann welche Maschine eingesetzt werden sollte, müssen Sie zunächst erfassen, wie sie Energie auf das Werkstück übertragen. Ihre Methoden sind grundlegend unterschiedlich und erzeugen unterschiedliche Ergebnisse in der Metallstruktur.
Die Kraftpresse: Eine Methode des Quetschens
Eine Kraftpresse übt während ihres gesamten Hubs allmählich und kontinuierlich Kraft aus. Ob mechanisch oder hydraulisch, ihr Zweck ist es, eine maximale Kraft (in Tonnage angegeben) aufzubauen und diese zu halten, um das Metall in einer Matrize in eine neue Form zu pressen.
Stellen Sie es sich wie einen riesigen, automatisierten Nussknacker vor. Die Kraft ist vorhersehbar und dringt tief in das Material ein, wodurch das gesamte Volumen des Metalls fließt und sich der Form der Matrize anpasst.
Der Schmiedehammer: Eine Methode des Aufpralls
Ein Schmiedehammer arbeitet nach dem Prinzip der kinetischen Energie. Er beschleunigt einen schweren Stößel oder Bär schnell und bringt ihn abrupt gegen das Werkstück zum Stillstand. Dies überträgt eine enorme Energiemenge in sehr kurzer Zeit.
Diese Aktion ist analog zum Arm eines Schmieds, jedoch mit weitaus größerer Kraft und Geschwindigkeit. Die Kraft ist dynamisch und am Aufprallpunkt konzentriert, was sie ideal für die schnelle Bewegung von Metall macht.
Wie jedes Werkzeug Metall formt
Der Unterschied zwischen einem langsamen Quetschen und einem schnellen Aufprall hat tiefgreifende Auswirkungen auf die innere Kornstruktur des Metalls. Dies bestimmt die Art der Arbeiten, für die jede Maschine am besten geeignet ist.
Tiefe Verformung in einer Presse
Der anhaltende Druck einer Presse gibt der kristallinen Struktur des Metalls Zeit, sich zu bewegen und neu auszurichten. Diese "plastische Verformung" erfolgt gleichmäßig über die gesamte Materialstärke.
Dies macht Pressen zur überlegenen Wahl für Operationen, die hohe Präzision und Detailgenauigkeit erfordern, wie z.B. das Prägen, Tiefziehen (wie das Formen eines Spülbeckens) und das Gesenkschmieden, bei dem die Endform komplex ist.
Schnelle Formgebung durch einen Hammer
Die scharfen Schläge eines Hammers erzeugen einen anderen Effekt. Der Aufprall verformt das Metall hauptsächlich nahe der Oberfläche, und die Energie zerstreut sich, wenn sie tiefer eindringt. Dies ist sehr effektiv zum Ausziehen von Material (es länger und dünner machen).
Dieser Prozess verfestigt auch die Oberfläche des Metalls. Schmiedehämmer eignen sich hervorragend für das Freiformschmieden oder das Schmieden mit offenen Gesenken, bei dem ein Bediener das Werkstück zwischen den Schlägen manuell manipuliert, was sie zu einem Grundnahrungsmittel für Schmiede und Messerschmiede macht.
Die Kompromisse verstehen
Die Wahl der falschen Maschine für eine Aufgabe führt zu Ineffizienz, schlechter Qualität oder völligem Versagen. Die Entscheidung erfordert ein Verständnis ihrer inhärenten Einschränkungen.
Präzision vs. Geschwindigkeit
Eine Presse bietet eine unübertroffene Kontrolle über die Endmaße. Ihr Hub ist fest und ihre Kraft messbar, was sie perfekt für die Massenproduktion identischer Teile macht.
Ein Hammer ist für die anfängliche Formgebung und Grobformung deutlich schneller. Seine wiederholten Schläge können Metall viel schneller bewegen als der einzelne Hub einer Presse, jedoch mit geringerer Maßgenauigkeit.
Werkzeug- und Gesenkkomplexität
Presswerkzeuge müssen so konstruiert sein, dass sie immensen, anhaltenden Kräften über ihre gesamte Oberfläche standhalten. Gesenke sind oft komplex und stellen eine erhebliche Investition dar.
Hammerwerkzeuge sind im Allgemeinen einfacher und bestehen oft aus flachen oder speziell geformten Gesenken (bekannt als Ambosse und Paletten). Diese Werkzeuge müssen unglaublich robust sein, um dem Schock und der Ermüdung wiederholter Stöße standzuhalten.
Energie- und Materialfluss
Eine Presse ist energieeffizienter für die Verformung des gesamten Volumens eines großen Werkstücks, da die Kraft einmal angewendet wird und durch das Material wirkt.
Die Energie eines Hammers ist am besten für gezielte, lokalisierte Formgebung geeignet. Sie ist weniger effektiv bei der gleichmäßigen Formgebung eines sehr dicken Werkstücks, da die Aufprallenergie möglicherweise nicht vollständig durchdringt.
Die richtige Wahl für Ihr Ziel treffen
Ihr spezifisches Ziel bestimmt, welche Maschine das richtige Werkzeug für die Aufgabe ist.
- Wenn Ihr Hauptaugenmerk auf hoher Stückzahl und wiederholbarer Präzision liegt: Wählen Sie eine Kraftpresse für ihre unübertroffene Kontrolle bei Operationen wie Prägen, Stanzen und Gesenkschmieden.
- Wenn Ihr Hauptaugenmerk auf künstlerischem oder kundenspezifischem Schmieden liegt: Wählen Sie einen Schmiedehammer für seine Geschwindigkeit und Vielseitigkeit beim Ausziehen von Material und der Freiformgestaltung einzigartiger Teile.
- Wenn Ihr Hauptaugenmerk auf dem Zerteilen großer Blöcke oder dem Vorformen von Knüppeln liegt: Eine große Schmiedepresse liefert die notwendige tiefe, gleichmäßige Verformung, während ein Hammer für die anfängliche Formgebung und das Recken verwendet werden kann.
Letztendlich resultiert die Auswahl der richtigen Maschine aus dem Verständnis, dass Sie nicht nur ein Werkzeug, sondern eine spezifische Methode zur Bearbeitung von Metall wählen.
Zusammenfassungstabelle:
| Merkmal | Kraftpresse | Schmiedehammer |
|---|---|---|
| Kraftart | Langsames, kontrolliertes Quetschen | Hochgeschwindigkeitsaufprall |
| Hauptanwendung | Präzision, tiefe Verformung (z.B. Prägen, Tiefziehen) | Schnelle, oberflächennahe Formgebung (z.B. Ausziehen, Freiformschmieden) |
| Am besten geeignet für | Hohe Stückzahl, wiederholbare Teile | Künstlerisches, kundenspezifisches Schmieden |
| Materialfluss | Gleichmäßig im gesamten Werkstück | Lokalisiert am Aufprallpunkt |
Haben Sie Schwierigkeiten, die richtige Ausrüstung für Ihre Metallschmiede- oder Formgebungsbedürfnisse auszuwählen? Die Experten von KINTEK sind hier, um Ihnen zu helfen. Wir sind spezialisiert auf die Bereitstellung robuster Labor- und Industrieausrüstung, einschließlich Lösungen für Materialprüfung und -vorbereitung. Ob Ihr Projekt die Präzision einer Presse oder die Vielseitigkeit eines Hammers erfordert, wir können Sie zur idealen Maschine für Ihre spezifische Anwendung führen und Effizienz und Qualität Ihrer Ergebnisse sicherstellen.
Kontaktieren Sie KINTEK noch heute für eine persönliche Beratung und lassen Sie uns Ihnen helfen, einen Weg zum Erfolg zu schmieden!
Visuelle Anleitung
Ähnliche Produkte
- Einzelstempel-Elektro-Tablettenpressmaschine Laborpulver-Tablettenstanzmaschine TDP-Tablettenpresse
- Einzelloch-Elektro-Tablettenpresse TDP-Tablettenstanzmaschine
- Beheizte hydraulische Pressemaschine mit Heizplatten für Vakuumbox-Labor-Heißpresse
- Automatische hydraulische Heizpresse mit hohen Temperaturen und beheizten Platten für Laboratorien
- Warme isostatische Presse für die Festkörperbatterieforschung
Andere fragen auch
- Was ist das Prinzip einer Ein-Stationen-Tablettenpresse? Ein Leitfaden für präzise Laborproduktion im Kleinmaßstab
- Was ist der Vorteil einer Einstempel-Tablettiermaschine? Ideal für abfallarme F&E und Formulierungsprüfung
- Was sind die Vorteile einer Einstech-Tablettenpresse? Maximieren Sie die F&E-Effizienz bei minimalem Materialeinsatz
- Was ist eine Ein-Stempel-Tablettenpresse? Präzisionsverpressung für F&E und Kleinchargen
- Was ist eine Einstempel-Tablettiermaschine? Das unverzichtbare Werkzeug für die Tabletten-F&E im Labormaßstab

















