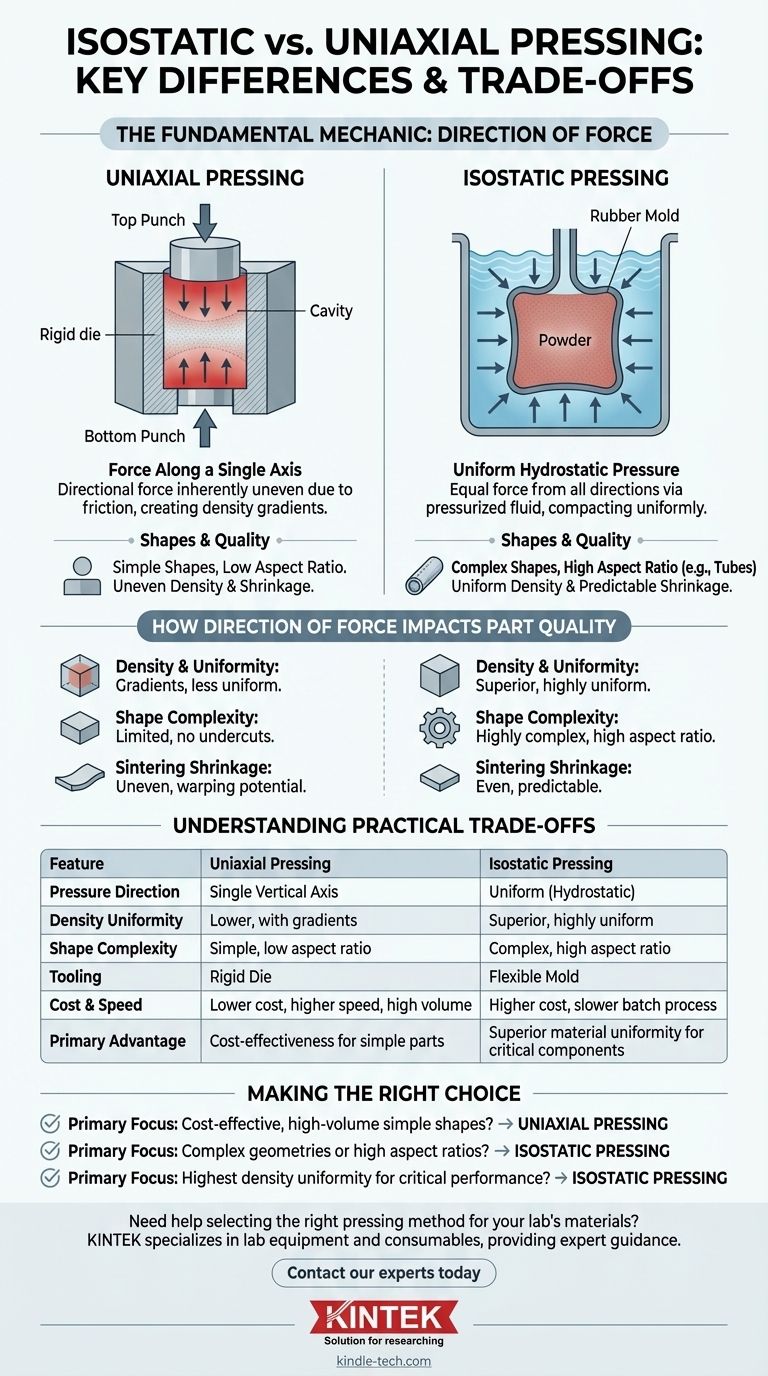
Der grundlegende Unterschied liegt in der Art und Weise, wie Druck ausgeübt wird. Uniaxiales Pressen verdichtet Pulver, indem es Kraft entlang einer einzigen vertikalen Achse ausübt, typischerweise unter Verwendung eines oberen und unteren Stempels innerhalb einer starren Matrize. Im Gegensatz dazu verwendet isostatisches Pressen eine Flüssigkeit, um gleichzeitig gleichen Druck aus allen Richtungen auf Pulver auszuüben, das in einer flexiblen Form enthalten ist.
Während uniaxiales Pressen eine kostengünstige, schnelle Methode für einfache Formen ist, bietet isostatisches Pressen eine überlegene Dichte und Formkomplexität durch die Anwendung von gleichmäßigem Druck. Dies macht es zur definitiven Wahl für fortschrittliche Komponenten, bei denen Materialgleichmäßigkeit entscheidend ist.

Die grundlegende Mechanik: Richtung der Kraft
Die Methode der Druckanwendung ist die zentrale Unterscheidung, die die Fähigkeiten und Grenzen jedes Prozesses bestimmt.
Uniaxiales Pressen: Kraft entlang einer einzelnen Achse
Bei diesem Verfahren wird Pulver in eine starre Matrizenkavität gegeben. Eine mechanische oder hydraulische Presse treibt dann Stempel von oben und/oder unten in die Matrize, wodurch das Pulver entlang einer Achse komprimiert wird.
Diese gerichtete Kraft ist von Natur aus ungleichmäßig. Die Reibung zwischen den Pulverpartikeln und der starren Matrizenwand verhindert, dass der Druck gleichmäßig im gesamten Bauteil übertragen wird, insbesondere bei höheren Teilen.
Isostatisches Pressen: Gleichmäßiger hydrostatischer Druck
Bei dieser Methode wird das Pulver in eine versiegelte, flexible Form aus Gummi oder Kunststoff eingeschlossen. Die Form wird dann in ein Druckgefäß getaucht, das mit einer Flüssigkeit wie Wasser oder Öl gefüllt ist.
Wenn die Flüssigkeit unter Druck gesetzt wird, übt sie eine gleiche, gleichzeitige Kraft auf jede Oberfläche der flexiblen Form aus. Dieser hydrostatische Druck verdichtet das Pulver gleichmäßig aus allen Richtungen.
Wie die Kraftrichtung die Teilequalität beeinflusst
Der Unterschied in der Kraftanwendung führt direkt zu signifikanten Unterschieden in den Eigenschaften und der Geometrie des Endbauteils.
Dichte und Gleichmäßigkeit
Uniaxiales Pressen erzeugt Dichtegradienten. Die Bereiche, die den Stempeln am nächsten liegen, werden dichter, während das Zentrum und die Bereiche, die weit vom Stempel entfernt sind, weniger dicht bleiben.
Isostatisches Pressen eliminiert diese Gradienten fast vollständig. Das resultierende "Grünteil" (vor dem Sintern) weist eine bemerkenswert gleichmäßige Dichte auf, was für eine vorhersagbare Leistung entscheidend ist.
Formkomplexität und Seitenverhältnis
Uniaxiales Pressen ist auf Formen beschränkt, die aus einer starren Matrize ausgeworfen werden können, was es auf relativ einfache Geometrien ohne Hinterschneidungen beschränkt.
Die flexible Form des isostatischen Pressens ermöglicht die Herstellung hoch komplexer Formen. Es eignet sich auch hervorragend für die Herstellung von Teilen mit einem hohen Höhen-Durchmesser-Verhältnis, wie z.B. lange Stäbe oder Rohre, die mit uniaxialem Pressen nicht gleichmäßig geformt werden können. Zündkerzenisolatoren sind ein klassisches industrielles Beispiel.
Schrumpfung während des Sinterns
Der letzte Schritt für die meisten verdichteten Pulver ist das Sintern, bei dem das Teil erhitzt wird, um die Partikel miteinander zu verschmelzen. Eine gleichmäßige Dichte durch isostatisches Pressen führt zu einer gleichmäßigen, vorhersagbaren Schrumpfung.
Die Dichteschwankungen durch uniaxiales Pressen können dazu führen, dass das Teil ungleichmäßig schrumpft, was nach dem Sintern zu Verformungen, Rissen oder Maßungenauigkeiten führen kann.
Die praktischen Kompromisse verstehen
Die Wahl einer Methode erfordert ein Abwägen der technischen Leistungsfähigkeit gegen wirtschaftliche und betriebliche Realitäten.
Werkzeuge, Kosten und Geschwindigkeit
Uniaxiales Pressen ist schneller, stärker automatisiert und hat deutlich geringere Werkzeug- und Ausrüstungskosten. Es ist der Standard für die Großserienproduktion einfacher Teile wie Tabletten oder einfache Keramikfliesen.
Isostatisches Pressen ist ein langsamerer, komplexerer Batch-Prozess mit höheren Anfangsinvestitionen in Ausrüstung und Werkzeuge.
Maßgenauigkeit
Direkt aus der Presse bietet uniaxiales Pressen eine ausgezeichnete, hoch wiederholbare Maßkontrolle, da das Teil in einer starren, präzise bearbeiteten Matrize geformt wird.
Isostatisches Pressen bietet weniger direkte Maßkontrolle. Das Erreichen eines präzisen Durchmessers oder einer Merkmalsgröße kann iterative Anpassungen des Formdesigns und der Pulverfüllmenge erfordern. Einmal optimiert, ist der Prozess jedoch wiederholbar.
Zusätzliche Prozessschritte
Teile, die durch uniaxiales Pressen hergestellt werden, erfordern oft ein Wachsbindemittel zur Unterstützung der Verdichtung, das dann in einem separaten, zeitaufwändigen Entwachsungsprozess ausgebrannt werden muss.
Isostatisches Pressen eliminiert oft die Notwendigkeit eines Bindemittels, was den gesamten Fertigungsablauf vereinfacht und eine potenzielle Fehlerquelle beseitigt.
Die richtige Wahl für Ihr Ziel treffen
Ihre Entscheidung muss von den spezifischen Anforderungen Ihrer Komponente und dem Produktionsumfang bestimmt werden.
- Wenn Ihr Hauptaugenmerk auf einer kostengünstigen Großserienproduktion einfacher Formen liegt: Uniaxiales Pressen ist aufgrund seiner Geschwindigkeit, Automatisierung und geringeren Kosten die optimale Wahl.
- Wenn Ihr Hauptaugenmerk auf der Herstellung von Teilen mit komplexen Geometrien oder hohen Seitenverhältnissen liegt: Isostatisches Pressen ist die notwendige Methode, um diese fortschrittlichen Formen zu erreichen.
- Wenn Ihr Hauptaugenmerk auf der Erzielung der höchstmöglichen Dichtegleichmäßigkeit für vorhersagbares Sintern und Leistung liegt: Isostatisches Pressen ist die überlegene technische Lösung.
Indem Sie diese grundlegenden Kompromisse verstehen, können Sie die Verdichtungsmethode, die Ihren technischen Anforderungen und wirtschaftlichen Zielen entspricht, sicher auswählen.
Zusammenfassungstabelle:
| Merkmal | Uniaxiales Pressen | Isostatisches Pressen |
|---|---|---|
| Druckrichtung | Einzelne vertikale Achse | Gleichmäßig, aus allen Richtungen (hydrostatisch) |
| Dichtegleichmäßigkeit | Geringer, mit Gradienten | Überlegen, sehr gleichmäßig |
| Formkomplexität | Einfache Formen, geringes Seitenverhältnis | Komplexe Formen, hohes Seitenverhältnis (z.B. Stäbe, Rohre) |
| Werkzeuge | Starre Matrize | Flexible Form |
| Kosten & Geschwindigkeit | Geringere Kosten, höhere Geschwindigkeit, ideal für hohe Stückzahlen | Höhere Kosten, langsamerer Batch-Prozess |
| Hauptvorteil | Kosteneffizienz für einfache Teile | Überlegene Materialgleichmäßigkeit für kritische Komponenten |
Benötigen Sie Hilfe bei der Auswahl der richtigen Pressmethode für die Materialien Ihres Labors?
Die Wahl zwischen isostatischem und uniaxialem Pressen ist entscheidend, um die gewünschte Dichte, Form und Leistung Ihrer Komponenten zu erreichen. KINTEK ist spezialisiert auf Laborausrüstung und Verbrauchsmaterialien und bietet fachkundige Beratung, um Ihnen bei der Optimierung Ihrer Pulververdichtungsprozesse zu helfen.
Kontaktieren Sie noch heute unsere Experten, um Ihre spezifischen Anwendungsanforderungen zu besprechen und herauszufinden, wie unsere Lösungen Ihre Forschungs- und Produktionsergebnisse verbessern können.
Visuelle Anleitung
Ähnliche Produkte
- Warme isostatische Presse für die Festkörperbatterieforschung
- Automatische Labor-Kalt-Isostatische Presse CIP-Maschine Kalt-Isostatisches Pressen
- Manuelle isostatische Pressmaschine CIP Pelletpresse
- Elektrische Labor-Kaltisostatische Presse CIP-Maschine für Kaltisostatisches Pressen
- Elektrische Labor-Kaltisostatische Presse CIP-Maschine für Kaltisostatisches Pressen
Andere fragen auch
- Was ist das Verfahren des isostatischen Pressens? Gleichmäßige Dichte für komplexe Teile erreichen
- Wie hoch ist die Temperatur einer warmen isostatischen Presse? Erzielen Sie optimale Verdichtung für Ihre Materialien
- Wie verbessern Warm-Isostatische Pressen die Leistung von Trockenelektroden? Erhöhen Sie die Leitfähigkeit von ASSBs durch Wärme & Druck
- Was ist die Funktion einer Warm-Isostatischen Presse (WIP) bei All-Solid-State-Pouch-Zellen? Optimierung der Batteriedichte
- Was ist der Prozess des isostatischen Pressens? Erzielung gleichmäßiger Dichte und komplexer Formen

















