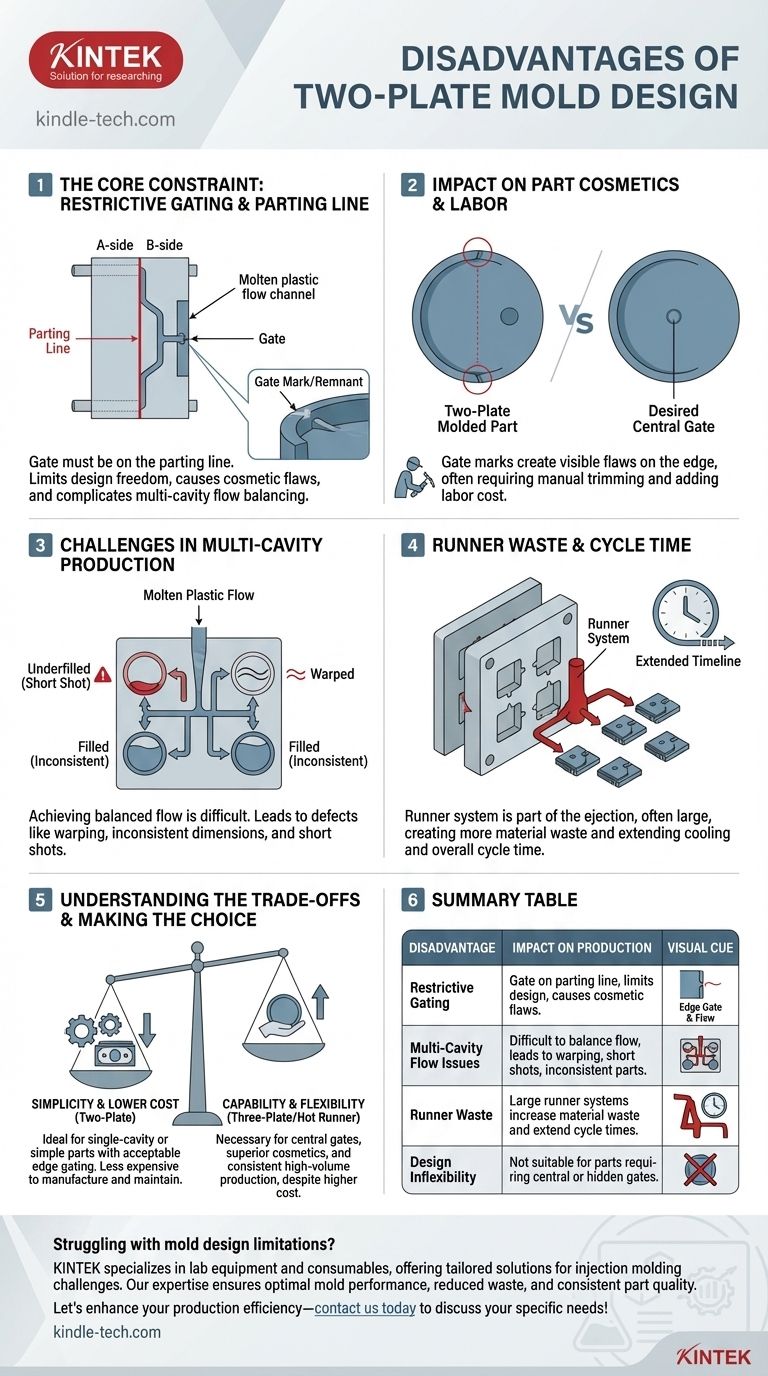
Die Hauptnachteile einer Zweiplattenform sind ihre restriktiven Angussmöglichkeiten und die erheblichen Herausforderungen, die sie für Mehrkavitäten-Layouts mit sich bringt. Da der Anguss auf der Trennebene der Form liegen muss, schränkt dies die Designfreiheit ein, kann zu kosmetischen Mängeln am Teil führen und erschwert das Erreichen einer ausgewogenen Kunststofffließeigenschaft über mehrere Kavitäten hinweg.
Obwohl die Zweiplattenform für ihre Einfachheit und die geringeren Anfangskosten geschätzt wird, ist ihr Design von Natur aus unflexibel. Diese Einfachheit geht zu Lasten der Kontrolle über die Angussposition und der Läufereffizienz, was die Teilequalität und die Produktionseinhaltung beeinträchtigen kann, insbesondere bei komplexen Anwendungen.

Die Kernbeschränkung: Anguss und Trennebene
Eine Zweiplattenform ist die einfachste Form der Spritzgussform und besteht aus zwei Hauptplatten, der A-Seite und der B-Seite, die sich an einer einzigen Trennebene treffen. Die Einfachheit dieses Designs ist ihre größte Stärke und die Quelle ihrer Haupteinschränkungen.
Die unflexible Angussposition
Bei einer Zweiplattenform muss der Kanal, durch den der geschmolzene Kunststoff in die Teilekavität eintritt, bekannt als Anguss, direkt auf dieser Trennebene liegen.
Das bedeutet, dass der Anguss nur am äußeren Umfang oder Rand des geformten Teils platziert werden kann. Es gibt keine Designfreiheit, den Anguss in der Mitte oder auf einer nicht sichtbaren Fläche entfernt vom Rand zu platzieren.
Auswirkungen auf die Teilekosmetik
Die Stelle, an der der Anguss mit dem Teil verbunden ist, hinterlässt nach dem Entfernen eine kleine Markierung oder einen Überstand.
Da eine Zweiplattenform diese Angussmarkierung auf den Rand des Teils zwingt, kann dies einen kosmetischen Fehler verursachen. Dies erfordert oft einen sekundären manuellen Entgratungsvorgang, was Arbeitskosten und Zeit zum Herstellungsprozess hinzufügt.
Herausforderungen bei der Mehrkavitätenproduktion
Diese Einschränkungen verstärken sich, wenn in einem einzigen Zyklus mehrere Teile hergestellt werden (eine Mehrkavitätenform). Das Läufersystem, das den Kunststoff an jede Kavität verteilt, ist ebenfalls auf die Trennebene beschränkt.
Schwierigkeiten bei der Fließbalance
Bei einem Mehrkavitäten-Layout ist das Erreichen einer ausgewogenen Fließfähigkeit – bei der alle Kavitäten gleichzeitig und mit gleichem Druck gefüllt werden – eine kritische Designherausforderung.
Da die Läufer auf die Trennebene beschränkt sind, ist der Weg zu einigen Kavitäten oft länger als zu anderen. Dieses Ungleichgewicht kann eine Reihe von Formfehlern verursachen, darunter Verzug, inkonsistente Abmessungen und unvollständige Füllungen (Short Shots).
Läuferabfall und Zykluszeit
Das Läufersystem wird nach jedem Zyklus zusammen mit den Teilen aus der Form ausgeworfen.
Bei einem Zweiplatten-Design, insbesondere mit mehreren Kavitäten, kann dieser Läufer groß und komplex sein. Dies führt nicht nur zu mehr Materialverschwendung, sondern kann auch die erforderliche Kühlzeit verlängern und dadurch die gesamte Produktionszykluszeit erhöhen.
Die Abwägungen verstehen
Die Entscheidung für eine Zweiplattenform ist ein klassischer technischer Kompromiss zwischen Einfachheit und Leistungsfähigkeit. Ihre Einschränkungen machen sie nicht zu einer schlechten Wahl, aber sie müssen gegen die spezifischen Anforderungen des Projekts abgewogen werden.
Wo Einfachheit gewinnt
Für Formen mit einer einzelnen Kavität oder für Teile, bei denen ein Randanguss kosmetisch und funktional akzeptabel ist, ist das Zweiplatten-Design ideal. Seine Konstruktion ist einfacher, wodurch es kostengünstiger in der Herstellung und einfacher zu warten ist als komplexere Alternativen.
Die Kosten der Unflexibilität
Wenn Ihr Teil aus Gründen der strukturellen Integrität oder der Kosmetik einen zentralen Anguss erfordert (z. B. einen Nadelanguss bei einem runden Teil), ist eine Zweiplattenform einfach keine praktikable Option. Das Design lässt dies nicht zu.
Die Alternative der Dreiplattenform
Die primäre Alternative ist die Dreiplattenform. Durch die Einführung einer dritten Platte und einer zweiten Trennebene ermöglicht dieses Design, den Anguss fast überall auf der Oberfläche des Teils zu platzieren. Dies löst die kosmetischen Probleme und die Fließprobleme, geht jedoch mit höherer Formkomplexität und höheren Kosten einher.
Die richtige Wahl für Ihr Ziel treffen
Die Auswahl des richtigen Formtyps erfordert die Abstimmung der Designfähigkeiten mit den Prioritäten Ihres Projekts.
- Wenn Ihr Hauptaugenmerk auf der Minimierung der anfänglichen Werkzeugkosten liegt: Eine Zweiplattenform ist oft die wirtschaftlichste Wahl, insbesondere für einfachere Teile, bei denen ein Randanguss akzeptabel ist.
- Wenn Ihr Hauptaugenmerk auf überlegener Teilekosmetik liegt: Eine Drei-Platten-Form oder eine Heißkanalform ist erforderlich, um den Anguss auf einer nicht sichtbaren Fläche, entfernt von der Trennebene, zu positionieren.
- Wenn Ihr Hauptaugenmerk auf konsistenter Hochvolumenproduktion liegt: Wägen Sie die Herausforderungen der Fließbalance bei einem Zweiplatten-Design sorgfältig ab; eine komplexere Form bietet oft eine bessere Teilekonsistenz und kann sich langfristig als wirtschaftlicher erweisen.
Das Verständnis dieser grundlegenden Kompromisse ermöglicht es Ihnen, ein Formdesign auszuwählen, das den spezifischen funktionalen, kosmetischen und Produktionsanforderungen Ihres Teils entspricht.
Zusammenfassungstabelle:
| Nachteil | Auswirkung auf die Produktion |
|---|---|
| Restriktiver Anguss | Der Anguss muss auf der Trennebene liegen, was die Designfreiheit einschränkt und kosmetische Mängel verursacht. |
| Fließprobleme bei Mehrkavitäten | Schwierig, den Kunststofffluss auszugleichen, was zu Verzug, unvollständigen Füllungen und inkonsistenten Teilen führt. |
| Läuferabfall | Große Läufersysteme erhöhen den Materialabfall und verlängern die Zykluszeiten. |
| Design-Unflexibilität | Nicht geeignet für Teile, die einen zentralen oder verdeckten Anguss erfordern. |
Haben Sie Probleme mit Einschränkungen im Formdesign? KINTEK ist spezialisiert auf Laborgeräte und Verbrauchsmaterialien und bietet maßgeschneiderte Lösungen für Herausforderungen im Spritzguss. Unsere Expertise gewährleistet optimale Formleistung, reduzierten Abfall und konsistente Teilequalität. Lassen Sie uns Ihre Produktionseffizienz steigern – kontaktieren Sie uns noch heute, um Ihre spezifischen Anforderungen zu besprechen!
Visuelle Anleitung
Ähnliche Produkte
- Doppelplatten-Heizpresse für Labor
- Spezielle Heißpressform für Laboranwendungen
- Rotations-Rundläufer-Tablettenpresse mit mehreren Stempeln, Formring für rotierende ovale und quadratische Formen
- XRF Borsäure Labor Pulver Pellet Pressform für Laborgebrauch
- Ringpressform für Laboranwendungen
Andere fragen auch
- Was ist der Formpressprozess? Ein Schritt-für-Schritt-Leitfaden zum Formpressen (Compression Molding)
- Was ist die Hauptfunktion des Pressens von LAGP-Pulvern? Hochleistungsfähige Festelektrolyte erzielen
- Wie benutzt man eine Gipsform (Pressform)? Meistern Sie die Kunst konsistenter Keramikformen
- Was ist die Funktion von Pressformen bei der Herstellung von SiCf/Ti-43Al-9V-Verbundwerkstoffen? Strukturelle Präzision erreichen
- Wofür wird eine Pressform verwendet? Erzielung wiederholbarer Präzision und Effizienz



















