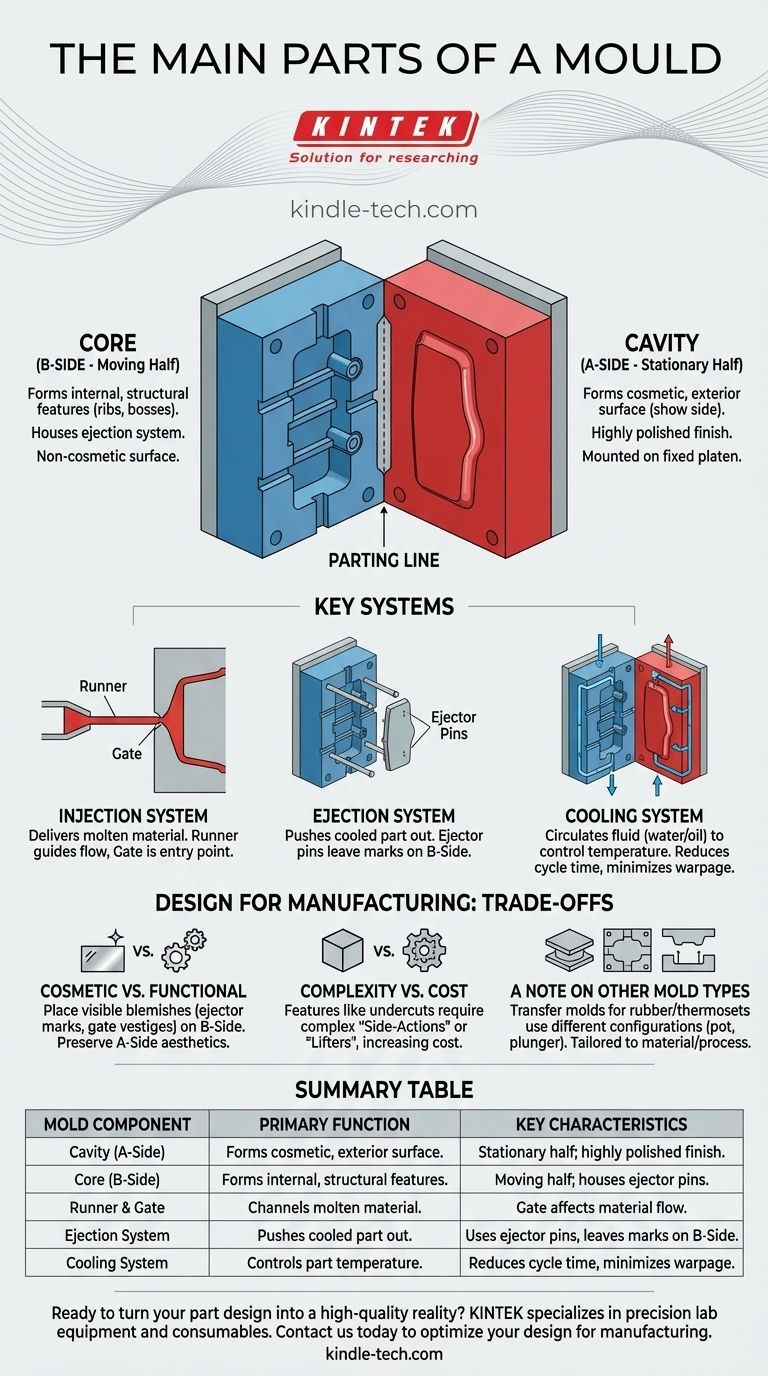
Auf seiner grundlegendsten Ebene besteht ein Werkzeug aus zwei Hauptteilen: dem Kern und der Kavität. Wenn sie zusammengebracht werden, bilden diese Hälften einen Negativraum, der das geschmolzene Material in ein fertiges Teil formt. Die Kavitätshälfte bildet typischerweise die kosmetische Außenfläche der Komponente (die „A-Seite“), während die Kernhälfte die inneren, strukturellen Merkmale bildet (die „B-Seite“).
Obwohl ein Werkzeug wie ein einfaches zweiteiliges Werkzeug erscheint, ist sein Design ein hochentwickeltes Gleichgewicht zwischen Form und Funktion. Das Verständnis der Wechselwirkung zwischen Kern, Kavität und ihren unterstützenden Systemen ist der Schlüssel zur Konstruktion von Teilen, die nicht nur ästhetisch ansprechend, sondern auch herstellbar und robust sind.
Kern und Kavität: Die beiden Hälften eines Werkzeugs
Kern und Kavität sind das Herzstück des Werkzeugs und definieren direkt die Geometrie des Endprodukts. Ihre Konstruktion bestimmt alles, vom Aussehen des Teils bis hin zu seinen strukturellen Merkmalen.
Die Kavität (Die „A“-Seite)
Die Kavität ist die stationäre Hälfte des Werkzeugs, die oft an der festen Werkzeugplatte der Spritzgießmaschine montiert ist. Sie bildet die sogenannte „A-Seite“ des Formteils.
Dies ist typischerweise die kosmetische oder „Schau“-Seite – die Oberfläche, die der Benutzer sehen und mit der er interagieren wird. Sie wird hochglanzpoliert, um sicherzustellen, dass das fertige Teil ein glattes, makelloses Aussehen hat.
Der Kern (Die „B“-Seite)
Der Kern ist die bewegliche Hälfte des Werkzeugs. Er bildet die „B-Seite“ des Teils, was normalerweise die nicht-kosmetische, innere oder rückseitige Oberfläche ist.
Im Kern befinden sich die meisten funktionalen Geometrien des Teils, wie Rippen zur Verstärkung, Buchsen für Schrauben und andere Befestigungsmerkmale. Das Teil schrumpft beim Abkühlen auf den Kern und wird von ihm gehalten, was für die Auswerfphase entscheidend ist.
Die Trennebene
Die Trennebene (Parting Line) ist die präzise Nahtstelle, an der Kern und Kavität aufeinandertreffen. Diese Linie ist auf dem Endprodukt sichtbar, und ihre Platzierung ist eine kritische Konstruktionsüberlegung, um ihre ästhetische Auswirkung zu minimieren.
Schlüsselsysteme, die das Werkzeug funktionsfähig machen
Ein modernes Werkzeug ist mehr als nur zwei Stahlblöcke. Es ist eine komplizierte Maschine mit mehreren kritischen Systemen, die zusammenarbeiten, um ein Teil effizient und wiederholt herzustellen.
Das Einspritzsystem
Dieses System führt das geschmolzene Material in das Werkzeug ein. Es besteht aus einem Angusskanal (Runner), einem Kanal, der das Material von der Düse der Maschine leitet, und einer Einspritzöffnung (Gate), dem spezifischen Eintrittspunkt, an dem das Material in die Kavität selbst fließt.
Das Auswerfersystem
Sobald das Teil abgekühlt und erstarrt ist, muss es aus dem Werkzeug entfernt werden. Das Auswerfersystem, typischerweise eine Reihe von Auswerferstiften, die in der Kernhälfte untergebracht sind, drückt das fertige Teil aus dem Werkzeug. Diese Stifte hinterlassen oft kleine, kreisförmige Markierungen auf der B-Seite des Teils.
Das Kühlsystem
Die Temperaturkontrolle ist entscheidend für Qualität und Geschwindigkeit. In Kern- und Kavitätshälften werden Kanäle eingefräst, um eine Flüssigkeit wie Wasser oder Öl zirkulieren zu lassen. Dieses System entzieht dem Teil Wärme und ermöglicht ihm, mit kontrollierter Geschwindigkeit zu erstarren, was Verzug minimiert und die Gesamtzykluszeit verkürzt.
Abwägungen verstehen: Konstruktion für die Fertigung
Die Konstruktion der Werkzeugteile beeinflusst direkt die Qualität, die Kosten und die Funktionalität der Endkomponente.
Kosmetische vs. funktionale Oberflächen
Die Unterscheidung zwischen A-Seite und B-Seite ist grundlegend. Alle sichtbaren Mängel, wie Auswerferstiftmarkierungen oder Angussreste, sollten, wann immer möglich, auf der nicht-kosmetischen B-Seite platziert werden. Dies bewahrt das saubere Erscheinungsbild der A-Seite.
Komplexität vs. Kosten
Teile mit Merkmalen wie tiefen Hinterschneidungen oder seitlichen Details können nicht allein mit einem einfachen Kern und einer Kavität hergestellt werden. Sie erfordern zusätzliche bewegliche Teile im Werkzeug, sogenannte Schieber (Side-Actions) oder Lifter, die die Komplexität und die Kosten des Werkzeugs drastisch erhöhen.
Ein Hinweis zu anderen Werkzeugtypen
Obwohl das Spritzgießen verbreitet ist, verwenden andere Verfahren unterschiedliche Werkzeugkonfigurationen. Ein Transferwerkzeug, das häufig für Gummi oder Duroplaste verwendet wird, nutzt einen Topf zur Aufnahme des Materials, einen Stößel zur Druckbeaufschlagung und eine Werkzeugkavität zur Formgebung des Endzustands. Dies verdeutlicht, dass die Werkzeugteile immer auf das spezifische Material und den Herstellungsprozess zugeschnitten sind.
Anwendung auf Ihr Design
Das Verständnis dieser Komponenten ermöglicht es Ihnen, bessere Entscheidungen bei der Konstruktion eines Teils für die Fertigung zu treffen.
- Wenn Ihr Hauptaugenmerk auf der Ästhetik liegt: Achten Sie genau auf die Position der Trennebene und stellen Sie sicher, dass alle nicht-kosmetischen Merkmale auf der B-Seite liegen, fern von der kosmetischen A-Seite.
- Wenn Ihr Hauptaugenmerk auf der strukturellen Integrität liegt: Gestalten Sie funktionale Merkmale wie Rippen und Buchsen in den Kern (B-Seite) ein und berücksichtigen Sie, wie der Materialfluss von der Einspritzöffnung die Teilefestigkeit beeinflusst.
- Wenn Ihr Hauptaugenmerk auf Kosteneffizienz liegt: Gestalten Sie das Teil so, dass es sich leicht aus einem einfachen Kern und einer Kavität lösen lässt, um den Bedarf an teuren Schiebern oder komplexen Auswerfersystemen zu vermeiden.
Indem Sie ein Teil unter Berücksichtigung der Werkzeugfunktion entwerfen, gehen Sie von der bloßen Erstellung einer Form zur Konstruktion eines erfolgreichen Produkts über.
Zusammenfassungstabelle:
| Werkzeugkomponente | Hauptfunktion | Schlüsselmerkmale |
|---|---|---|
| Kavität (A-Seite) | Formt die kosmetische Außenfläche des Teils. | Stationäre Hälfte; hochglanzpoliertes Finish. |
| Kern (B-Seite) | Formt die inneren, strukturellen Merkmale des Teils. | Bewegliche Hälfte; beherbergt Auswerferstifte und funktionale Details. |
| Angusskanal & Einspritzöffnung | Leitet geschmolzenes Material von der Maschinendüse in die Kavität. | Die Einspritzöffnung ist der spezifische Eintrittspunkt; beeinflusst den Materialfluss. |
| Auswerfersystem | Drückt das abgekühlte Teil aus dem Werkzeug. | Verwendet typischerweise Auswerferstifte, die Markierungen auf der B-Seite hinterlassen. |
| Kühlsystem | Zirkuliert Flüssigkeit zur Steuerung der Teil-Temperatur und Erstarrung. | Reduziert die Zykluszeit und minimiert Verzug. |
Bereit, Ihr Teiledesign in eine qualitativ hochwertige, herstellbare Realität umzusetzen? Das richtige Werkzeug ist entscheidend für die perfekte Balance zwischen Ästhetik, struktureller Integrität und Kosteneffizienz. Bei KINTEK sind wir auf Präzisionslaborgeräte und Verbrauchsmaterialien spezialisiert und bieten die Werkzeuge und das Fachwissen, um Ihren gesamten Herstellungsprozess zu unterstützen – vom Prototyping bis zur Produktion.
Lassen Sie sich von unserem Team bei der Optimierung Ihres Designs für die Fertigung unterstützen. Kontaktieren Sie uns noch heute, um Ihr Projekt zu besprechen und herauszufinden, wie KINTEK Ihr Partner für Innovation sein kann.
Visuelle Anleitung
Ähnliche Produkte
- Kleine Spritzgießmaschine für Laboranwendungen
- Labor-Infrarot-Pressform
- Infrarot-Pressform für Laboranwendungen ohne Entformung
- Ringpressform für Laboranwendungen
- Spezialform-Pressform für das Labor
Andere fragen auch
- Was ist die Schusskapazität einer Spritzgießmaschine? Optimieren Sie Ihre Schussgröße für makellose Teile
- Was sind die Vor- und Nachteile von Spritzgussmaschinen? Maximierung der Effizienz für die Massenproduktion
- Was ist die Anwendung von Spritzgießmaschinen? Ermöglichung der Massenproduktion komplexer Teile
- Was sind die 5 Schritte des Spritzgusses? Ein Leitfaden für eine effiziente, qualitativ hochwertige Produktion
- Welche Maschine stellt Formteile her? Spritzgießmaschinen für die Massenproduktion



















