Es gibt nicht die eine „beste“ Beschichtung für alle Metallwerkzeuge. Die optimale Wahl ist eine strategische Entscheidung, die auf dem Material des Werkzeugs, seiner beabsichtigten Anwendung und dem spezifischen Versagensmodus beruht, den Sie verhindern möchten – sei es Verschleiß, Reibung oder Korrosion. Hochleistungsschneidwerkzeuge verwenden häufig PVD-Beschichtungen wie Titannitrid (TiN) oder diamantähnlichen Kohlenstoff (DLC), während Handwerkzeuge möglicherweise nur einen einfachen Korrosionsschutz wie eine Verchromung benötigen.
Die effektivste Werkzeugbeschichtung ist weder die härteste noch die teuerste, sondern diejenige, die Härte, Schmierfähigkeit und thermische Stabilität am besten ausbalanciert, um die spezifischen Herausforderungen Ihrer Aufgabe zu lösen. Das Verständnis dieses Kompromisses ist der Schlüssel zur Leistungssteigerung und Verlängerung der Werkzeugstandzeit.

Warum überhaupt ein Werkzeug beschichten?
Eine Beschichtung ist im Wesentlichen eine hauchdünne Schicht Panzerung, die entwickelt wurde, um die Oberflächeneigenschaften eines Werkzeugs weit über das hinaus zu verbessern, was sein Basismaterial bieten kann. Das Ziel ist es, spezifische Fehlerquellen zu beheben.
Verlängerung der Werkzeugstandzeit durch Härte
Der häufigste Grund für die Beschichtung eines Werkzeugs, insbesondere eines Schneidwerkzeugs, ist die Erhöhung seiner Oberflächenhärte. Eine härtere Oberfläche widersteht abrasivem Verschleiß weitaus besser als eine unbeschichtete.
Dies ist besonders wichtig beim Bearbeiten zäher oder abrasiver Materialien. Die Beschichtung wirkt als erste Verteidigungslinie und schont die darunter liegende scharfe Schneide.
Reduzierung der Reibung durch Schmierfähigkeit
Einige Beschichtungen sind unglaublich glatt und rutschig, eine Eigenschaft, die als Schmierfähigkeit bekannt ist. Geringe Reibung ist aus mehreren Gründen entscheidend.
Erstens reduziert sie die bei Schneidvorgängen erzeugte Wärme, die eine Hauptursache für Werkzeugversagen ist. Zweitens verhindert eine hohe Schmierfähigkeit bei Materialien wie Aluminium, dass das Werkstückmaterial an das Werkzeug anschweißt, ein Problem, das als „Aufbauschneide“ bezeichnet wird.
Verhinderung von Korrosion und chemischem Angriff
Bei Handwerkzeugen oder Komponenten, die den Elementen ausgesetzt sind, ist der Hauptfeind oft Rost und Korrosion. Eine Beschichtung bildet eine Barriere zwischen dem Grundmetall (typischerweise Stahl) und Umgebungsfeuchtigkeit oder Chemikalien.
Während Hochleistungs-PVD-Beschichtungen diesen Vorteil bieten, sind einfachere und kostengünstigere Methoden wie Verchromung, Vernickelung oder sogar Pulverbeschichtung für diesen Zweck oft ausreichend.
Leistungssteigerung bei hohen Temperaturen
Die Hochgeschwindigkeitsbearbeitung erzeugt extreme Hitze an der Schneidkante. Viele Standardwerkzeugstähle erweichen (glühen) bei diesen Temperaturen, wodurch die Schneide sofort abstumpft.
Spezialisierte Beschichtungen wie TiAlN sind dafür ausgelegt, bei dieser Hitze ihre Wirkung zu entfalten. Sie bilden bei hohen Temperaturen eine schützende, keramische Oxidschicht, die die Hitze effektiv nutzt, um einen noch widerstandsfähigeren Schild zu erzeugen.
Ein Leitfaden zu gängigen Hochleistungsbeschichtungen
Die meisten fortschrittlichen Werkzeugbeschichtungen werden mittels Physical Vapor Deposition (PVD) aufgetragen, einem Verfahren, bei dem eine hauchdünne Schicht aus keramischem Material in einem Vakuum auf die Oberfläche des Werkzeugs aufgebracht wird.
TiN (Titannitrid)
TiN ist die klassische Allzweck-PVD-Beschichtung, die leicht an ihrer leuchtend goldenen Farbe zu erkennen ist. Sie bietet eine gute Balance aus erhöhter Härte und Verschleißfestigkeit zu einem sehr vernünftigen Preis.
Sie ist ein ausgezeichneter, kostengünstiger Ausgangspunkt zur Verbesserung der Standzeit von Bohrern, Fräsern und Wendeplatten, die auf gängigen Stählen verwendet werden.
TiCN (Titancarbonitrid)
TiCN ist in Bezug auf Härte und Verschleißfestigkeit ein Schritt über TiN. Sein niedrigerer Reibungskoeffizient hilft auch beim Zerspanen von „klebrigen“ Materialien.
Diese Beschichtung ist ideal für Anwendungen, bei denen abrasiver Verschleiß die Hauptsorge ist, wie z. B. beim Fräsen von Gusseisen oder hochsiliziumhaltigen Aluminiumlegierungen. Sie erzielt die beste Leistung bei guter Schmierung.
TiAlN / AlTiN (Titansauerstoffnitrid)
Dies sind Hochleistungsbeschichtungen, die für Hochtemperaturanwendungen entwickelt wurden. Bei Erwärmung bildet das Aluminium in der Beschichtung eine Nano-Schicht aus Aluminiumoxid, die außergewöhnlich hart und thermisch stabil ist.
Dies macht TiAlN oder AlTiN zur ersten Wahl für die Hochgeschwindigkeits- oder Trockenbearbeitung von Stählen, Edelstählen und anderen Hochtemperaturlegierungen.
DLC (Diamantähnlicher Kohlenstoff)
DLC-Beschichtungen werden für ihre außergewöhnliche Schmierfähigkeit geschätzt. Sie weisen einen der niedrigsten Reibungskoeffizienten aller Beschichtungen auf und sind daher unglaublich „rutschig“.
Dies macht DLC zur perfekten Lösung für die Bearbeitung von Nichteisenmetallen wie Aluminium und Graphit, bei denen das Anhaften ein großes Problem darstellt. Ihre Härte bietet auch eine hervorragende Verschleißfestigkeit bei abrasiven Anwendungen.
Die Kompromisse verstehen
Bei der Auswahl einer Beschichtung geht es nie darum, die eine „beste“ Option zu finden. Es geht darum, eine Reihe von Kompromissen einzugehen, die zu Ihrem spezifischen Ziel passen.
Das Dilemma zwischen Härte und Zähigkeit
Extrem harte Beschichtungen können auch spröder sein. Obwohl sie abrasivem Verschleiß widerstehen, kann ein scharfer Schlag oder eine Vibration (Rattern) dazu führen, dass die dünne Beschichtung mikroabplatzt.
Bei Anwendungen mit instabilen Aufspannungen oder unterbrochenen Schnitten kann eine etwas weichere, aber zähere Beschichtung eine härtere, sprödere Beschichtung übertreffen.
Der Kostenfaktor
Fortschrittliche Beschichtungen erhöhen die Kosten eines Werkzeugs erheblich. Für einen Hobbyisten oder eine kleine Werkstatt lohnt sich die Beschichtung eines Standardbohrers möglicherweise nicht.
In einer Produktionsumgebung, in der eine 50-prozentige Verlängerung der Werkzeugstandzeit Tausende von Dollar an Ausfallzeiten und Werkzeugwechseln einspart, ist die Investition leicht zu rechtfertigen.
Anwendungsspezifität
Die perfekte Beschichtung für einen Bohrer ist oft eine schlechte Wahl für ein Handwerkzeug. Eine PVD-Beschichtung wie TiAlN auf einem Schraubenschlüssel ist überteuerter Luxus.
Für Handwerkzeuge sind Korrosionsbeständigkeit und Griffigkeit wichtiger. Einfache Verchromung bietet hervorragenden Rostschutz und eine leicht zu reinigende Oberfläche, während eine Brünierschicht (Black Oxide) einen milden Korrosionsschutz und eine nicht reflektierende Oberfläche bietet.
So wählen Sie die richtige Beschichtung aus
Konzentrieren Sie sich auf das Problem, das Sie lösen möchten, und die Wahl wird klar.
- Wenn Ihr Hauptaugenmerk auf der allgemeinen Bearbeitung von Stählen liegt: Beginnen Sie mit TiN für eine kostengünstige und spürbare Verbesserung der Werkzeugstandzeit.
- Wenn Ihr Hauptaugenmerk auf der Hochgeschwindigkeits- oder Trockenbearbeitung harter Materialien liegt: Wählen Sie TiAlN oder AlTiN wegen ihrer überlegenen thermischen Stabilität.
- Wenn Ihr Hauptaugenmerk auf der Bearbeitung von klebrigen Nichteisenmaterialien wie Aluminium liegt: Priorisieren Sie eine Beschichtung mit hoher Schmierfähigkeit wie DLC, um Materialansammlungen zu verhindern.
- Wenn Ihr Hauptaugenmerk auf dem Korrosionsschutz von Handwerkzeugen liegt: Verwenden Sie einfache, robuste Oberflächen wie Verchromung oder Brünierung anstelle teurer PVD-Beschichtungen.
Indem Sie die Stärken der Beschichtung auf die Anforderungen Ihrer Anwendung abstimmen, verwandeln Sie ein gutes Werkzeug in das perfekte Instrument für den jeweiligen Job.
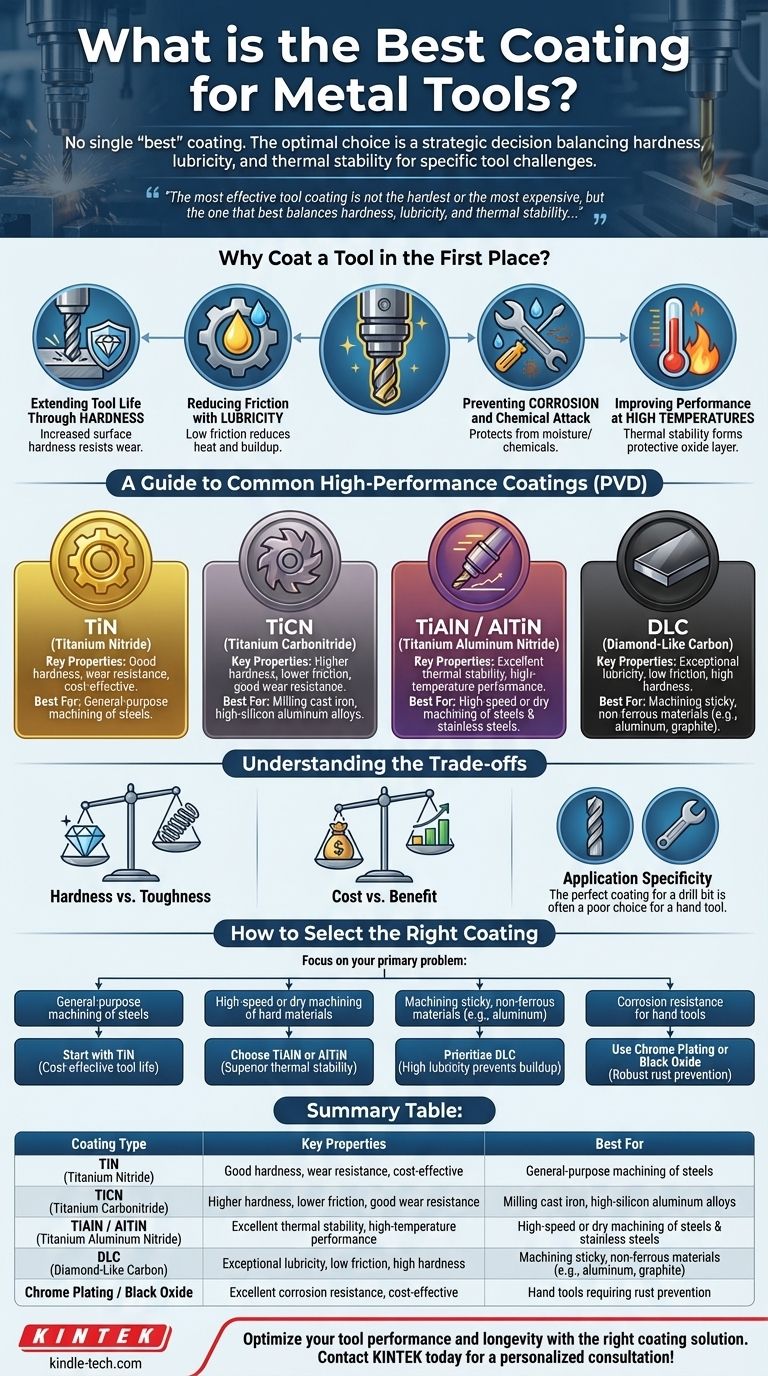
Zusammenfassungstabelle:
| Beschichtungstyp | Haupteigenschaften | Am besten geeignet für |
|---|---|---|
| TiN (Titannitrid) | Gute Härte, Verschleißfestigkeit, kostengünstig | Allgemeine Bearbeitung von Stählen |
| TiCN (Titancarbonitrid) | Höhere Härte, geringere Reibung, gute Verschleißfestigkeit | Fräsen von Gusseisen, hochsiliziumhaltigen Aluminiumlegierungen |
| TiAlN / AlTiN (Titan-Aluminium-Nitrid) | Ausgezeichnete thermische Stabilität, Hochleistungsfähigkeit bei hohen Temperaturen | Hochgeschwindigkeits- oder Trockenbearbeitung von Stählen & Edelstählen |
| DLC (Diamantähnlicher Kohlenstoff) | Außergewöhnliche Schmierfähigkeit, geringe Reibung, hohe Härte | Bearbeitung von klebrigen Nichteisenwerkstoffen (z. B. Aluminium, Graphit) |
| Verchromung / Brünierung | Ausgezeichneter Korrosionsschutz, kostengünstig | Handwerkzeuge, die Rostschutz benötigen |
Optimieren Sie die Leistung und Langlebigkeit Ihrer Werkzeuge mit der richtigen Beschichtungslösung.
Bei KINTEK sind wir spezialisiert auf die Bereitstellung von Hochleistungs-Laborgeräten und Verbrauchsmaterialien, einschließlich fortschrittlicher Beschichtungstechnologien. Ob Sie in einer Produktionsumgebung thermisch stabile TiAlN-Beschichtungen benötigen oder in einem Forschungslabor die überlegene Schmierfähigkeit von DLC benötigen, unsere Expertise stellt sicher, dass Sie die perfekte Lösung zur Reduzierung von Verschleiß, Verhinderung von Korrosion und Steigerung der Effizienz erhalten.
Lassen Sie sich von unseren Spezialisten bei der Auswahl der idealen Beschichtung zur Transformation Ihrer Werkzeuge helfen. Kontaktieren Sie KINTEK noch heute für eine persönliche Beratung!
Visuelle Anleitung