Das Sintern von Wolframkarbid ist ein präziser, mehrstufiger Erhitzungsprozess, der ein verdichtetes Pulver in einen vollständig dichten Hochleistungswerkstoff umwandelt. Der Prozess umfasst das Erhitzen eines „grünen“ Teils – einer zerbrechlichen Verdichtung aus Wolframkarbid (WC)-Körnern und einem metallischen Binder wie Kobalt – in einem kontrollierten Ofen, bis der Binder schmilzt, die Hohlräume füllt und die Struktur beim Abkühlen zu einer festen Masse verschmilzt.
Das Sintern wird oft als einzelner Erhitzungsschritt betrachtet, aber sein Erfolg hängt vollständig von den vorangegangenen Stufen der Pulvermetallurgie ab. Die wahre Kontrolle über die Eigenschaften des Endprodukts – seine Härte, Zähigkeit und Verschleißfestigkeit – wird durch das Verständnis des gesamten Weges vom Rohpulver bis zum fertigen Teil erreicht.

Der breitere Kontext: Pulvermetallurgie
Bevor ein Teil überhaupt in einen Sinterofen gelangt, durchläuft es mehrere kritische Vorbereitungsstufen. Die endgültige Qualität wird hier bestimmt.
Schritt 1: Rohmaterialvorbereitung
Der Prozess beginnt mit extrem feinen Pulvern. Typischerweise handelt es sich um eine Kombination aus Wolframkarbid (WC), das für die Härte sorgt, und einem Kobalt (Co)-Binder, der für die Zähigkeit sorgt.
Die Partikelgröße und Reinheit dieser Ausgangspulver sind von größter Bedeutung, da sie die endgültige Mikrostruktur und Leistung des gesinterten Teils direkt beeinflussen.
Schritt 2: Mahlen und Mischen
Die WC- und Co-Pulver werden zusammen, oft mit einem Pressschmiermittel, in einem Prozess namens Mahlen vermischt.
Das Ziel ist es, eine perfekt homogene Mischung zu erzeugen. Jede Inkonsistenz in dieser Mischung führt zu Fehlern, inkonsistenter Dichte und schlechter Leistung im Endprodukt.
Schritt 3: Verdichten des „grünen“ Teils
Dieses homogene Pulver wird dann unter enormem Druck in die gewünschte Form gepresst.
Das resultierende Objekt wird als „grüne“ Verdichtung bezeichnet. Es ist spröde und porös, behält aber seine Form und ist bereit für die transformative Hitze des Sinterofens.
Im Ofen: Die vier Kern-Sinterstufen
Nachdem das „grüne“ Teil geformt ist, beginnt der eigentliche Sinterprozess. Dies geschieht in einem Vakuum- oder Schutzgasofen, um Oxidation zu verhindern.
Stufe 1: Entbindern und Vorsintern
Wenn die Temperatur langsam ansteigt (typischerweise auf etwa 600 °C), werden die Pressschmiermittel und alle anderen Formungsmittel abgebrannt.
Diese Stufe reinigt das Material und schafft Kanäle für das Entweichen von Gasen. Das Teil gewinnt etwas anfängliche Festigkeit, ist aber noch stark porös.
Stufe 2: Densifizierung in der Festphase
Wenn die Hitze weiter ansteigt, aber unter dem Schmelzpunkt des Binders bleibt, beginnen die Partikel an ihren Kontaktstellen zu verschmelzen.
Dieser Prozess, angetrieben durch atomare Diffusion, beginnt, das Teil zu verkleinern und die Porosität zu reduzieren. Die Struktur wird konsolidierter, aber es bleiben erhebliche Hohlräume.
Stufe 3: Schmelzflüssigphasensintern
Dies ist die kritischste Stufe. Die Temperatur wird über den Schmelzpunkt des Kobaltbinders (etwa 1350–1500 °C) erhöht.
Das nun flüssige Kobalt wirkt wie ein Lösungsmittel und fließt durch Kapillarwirkung in die verbleibenden Hohlräume. Es zieht die festen Wolframkarbidkörner zusammen, wodurch fast die gesamte Porosität beseitigt wird und eine erhebliche Schrumpfung des Teils erfolgt.
Stufe 4: Abkühlen
Das Teil wird auf hochkontrollierte Weise abgekühlt. Dies ist entscheidend, um die Kobaltmatrix um die WC-Körner zu verfestigen, ohne einen thermischen Schock oder Risse zu verursachen.
Die endgültige Mikrostruktur und damit die Materialeigenschaften werden in dieser letzten Stufe festgelegt.
Verständnis der kritischen Kompromisse
Die Parameter des Sinterzyklus sind ein ständiges Gleichgewicht konkurrierender Eigenschaften.
Härte vs. Zähigkeit
Das Verhältnis von Wolframkarbid zu Kobalt ist der Hauptbestimmungsfaktor für die endgültigen Eigenschaften des Materials.
Ein höherer Kobaltgehalt führt zu einem zäheren, stoßfesteren Material, allerdings auf Kosten der Härte und Verschleißfestigkeit. Umgekehrt bedeutet weniger Kobalt ein härteres, aber spröderes Material.
Korngrößenkontrolle
Zu langes oder zu heißes Sintern kann dazu führen, dass die Wolframkarbidkörner größer werden.
Größere Körner reduzieren im Allgemeinen die Härte und Verschleißfestigkeit. Es werden häufig Additive, sogenannte Wachstumshemmer, eingesetzt, um während des Schmelzflüssigphasensinterns eine feine Mikrostruktur zu erhalten.
Sinterfehler
Ein falsch gesteuerter Prozess kann zu kritischen Fehlern führen. Dazu gehören Porosität (unvollständige Verdichtung), Kobaltansammlungen (ungleichmäßige Verteilung des Binders) oder innere Risse.
Diese Defekte beeinträchtigen die strukturelle Integrität des Teils und werden oft durch schlechte Ausgangsmischung, falsche Heizraten oder eine verunreinigte Ofenatmosphäre verursacht.
Anwendung der Sinterprinzipien auf Ihr Ziel
Der ideale Sinterprozess wird durch die beabsichtigte Anwendung des Endteils definiert.
- Wenn Ihr Hauptaugenmerk auf maximaler Verschleißfestigkeit und Härte liegt: Sie streben einen geringeren Kobaltgehalt und eine feine Wolframkarbid-Korngröße an, was eine sorgfältige Kontrolle von Sinterzeit und -temperatur erfordert, um Kornwachstum zu verhindern.
- Wenn Ihr Hauptaugenmerk auf Stoßfestigkeit und Zähigkeit liegt: Sie formulieren mit einem höheren Kobaltgehalt, da die duktile Kobaltmatrix Energie absorbiert und Brüche verhindert.
- Wenn Ihr Hauptaugenmerk auf Gesamtqualität und Konsistenz liegt: Ihre Kontrolle über die Reinheit des Ausgangspulvers, die Homogenität der Mischung und eine saubere Ofenatmosphäre ist wichtiger als jeder einzelne Sinterparameter.
Letztendlich geht es bei der Beherrschung des Wolframkarbid-Sinterns darum, Hitze und eine kontrollierte Atmosphäre zu nutzen, um eine zerbrechliche Pulververdichtung in eine vollständig dichte, außergewöhnlich starke Komponente zu verwandeln.
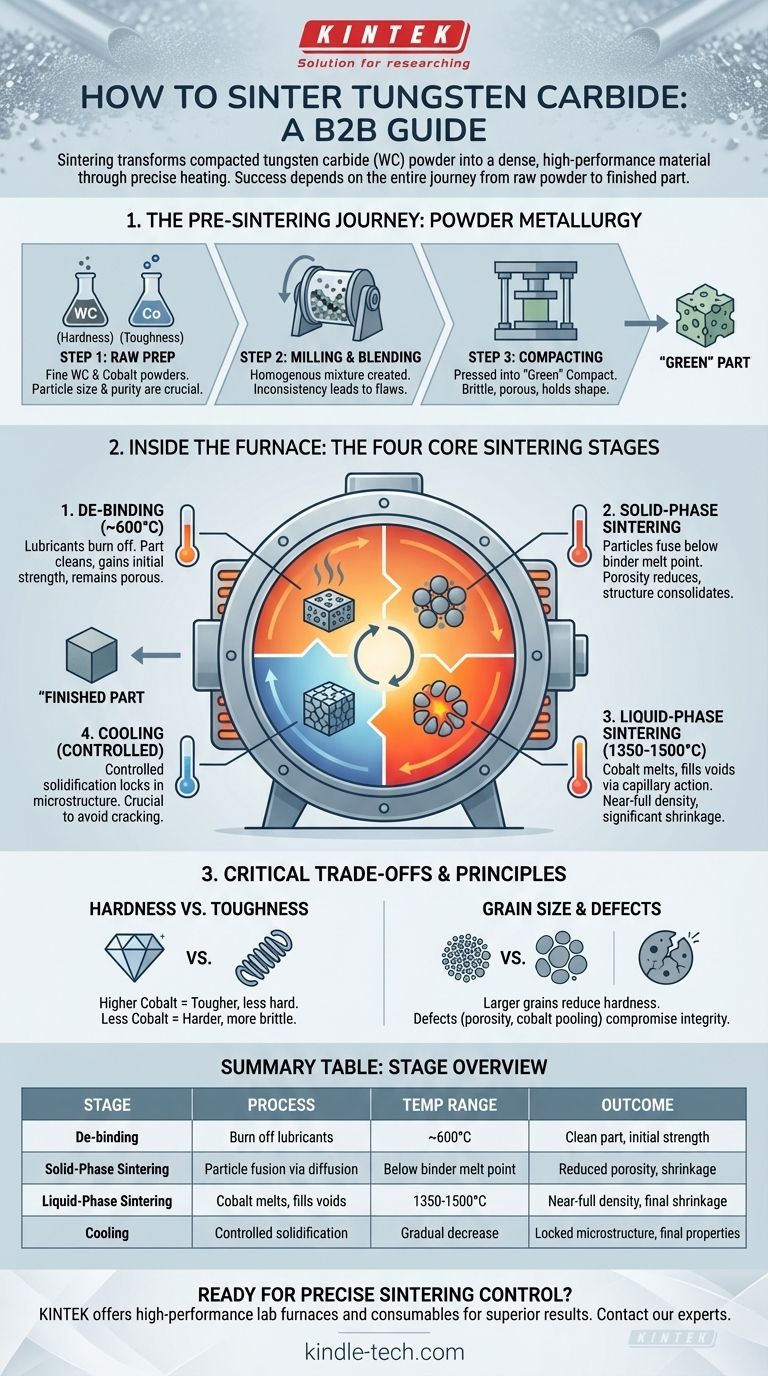
Zusammenfassungstabelle:
| Sinterstufe | Schlüsselprozess | Temperaturbereich | Ergebnis |
|---|---|---|---|
| Entbindern | Abbrennen von Schmiermitteln | ~600°C | Sauberes Teil, anfängliche Festigkeit |
| Festphasensintern | Partikelverschmelzung durch Diffusion | Unter dem Schmelzpunkt des Binders | Reduzierte Porosität, Schrumpfung |
| Schmelzflüssigphasensintern | Kobalt schmilzt, füllt Hohlräume | 1350-1500°C | Nahezu volle Dichte, endgültige Schrumpfung |
| Abkühlen | Kontrollierte Verfestigung | Allmähliche Abnahme | Festgelegte Mikrostruktur, endgültige Eigenschaften |
Bereit, präzise Kontrolle über Ihren Wolframkarbid-Sinterprozess zu erlangen? KINTEK ist spezialisiert auf Hochleistungs-Laboröfen und Verbrauchsmaterialien für anspruchsvolle pulvermetallurgische Anwendungen. Unsere Ausrüstung gewährleistet gleichmäßige Erwärmung, kontrollierte Atmosphären und zuverlässige Ergebnisse für überlegene Materialeigenschaften. Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie wir die Sinteranforderungen Ihres Labors unterstützen und Ihre Produktqualität verbessern können.
Visuelle Anleitung
Ähnliche Produkte
- 2200 ℃ Wolfram-Vakuumwärmebehandlungs- und Sinterofen
- Kleine Vakuum-Wärmebehandlungs- und Wolframdraht-Sinteranlage
- Hochtemperatur-Muffelofen für Laborentbinderung und Vorsintern
- Vakuum-Molybdän-Draht-Sinterofen zum Vakuumsintern
- Vakuumwärmebehandlungs- und Sinterofen mit 9 MPa Luftdruck
Andere fragen auch
- Wie erleichtert ein Hochvakuum-Sintern bei hohen Temperaturen die Nachbehandlung von Zirkonoxid-Beschichtungen?
- Warum ist die Verwendung von Sinterhilfsmitteln für PLS notwendig? Erreichen von voller Dichte in Ultrahochtemperaturkeramiken
- Warum wird Wolfram in Öfen verwendet? Unübertroffene Hitzebeständigkeit für extreme Temperaturen
- Was ist der Schmelzpunkt von Wolfram im Vakuum? Die eigentliche Grenze ist die Sublimation, nicht das Schmelzen
- Was ist die Funktion eines Hochvakuum-Sinterofens bei 3Y-TZP? Verbesserung der Qualität zahnärztlicher Restaurationen



















