Der größte Nachteil der Kerninduktionserwärmung, insbesondere bei ihrer Anwendung zur Oberflächenhärtung, ist ihre schlechte Anpassungsfähigkeit an komplexe Werkstückgeometrien. Diese Einschränkung bedeutet, dass der Prozess für Teile mit komplizierten Formen, scharfen Ecken oder ungleichmäßigen Oberflächen hochspezialisiert und oft unpraktisch ist. Er eignet sich hervorragend für die kontrollierte Massenproduktion einfacher Komponenten, hat aber Schwierigkeiten bei Einzelstücken oder geometrisch komplexen Aufträgen.
Die Kernbeschränkung der Induktionserwärmung liegt nicht in ihrer Wirksamkeit, sondern in ihrer Spezifität. Die Technologie erfordert für jede einzigartige Geometrie eine präzise Einrichtung, was sie zu einer ineffizienten und oft kostspieligen Wahl für alles macht, was keine einfachen, wiederholbaren Formen in der Massenproduktion sind.

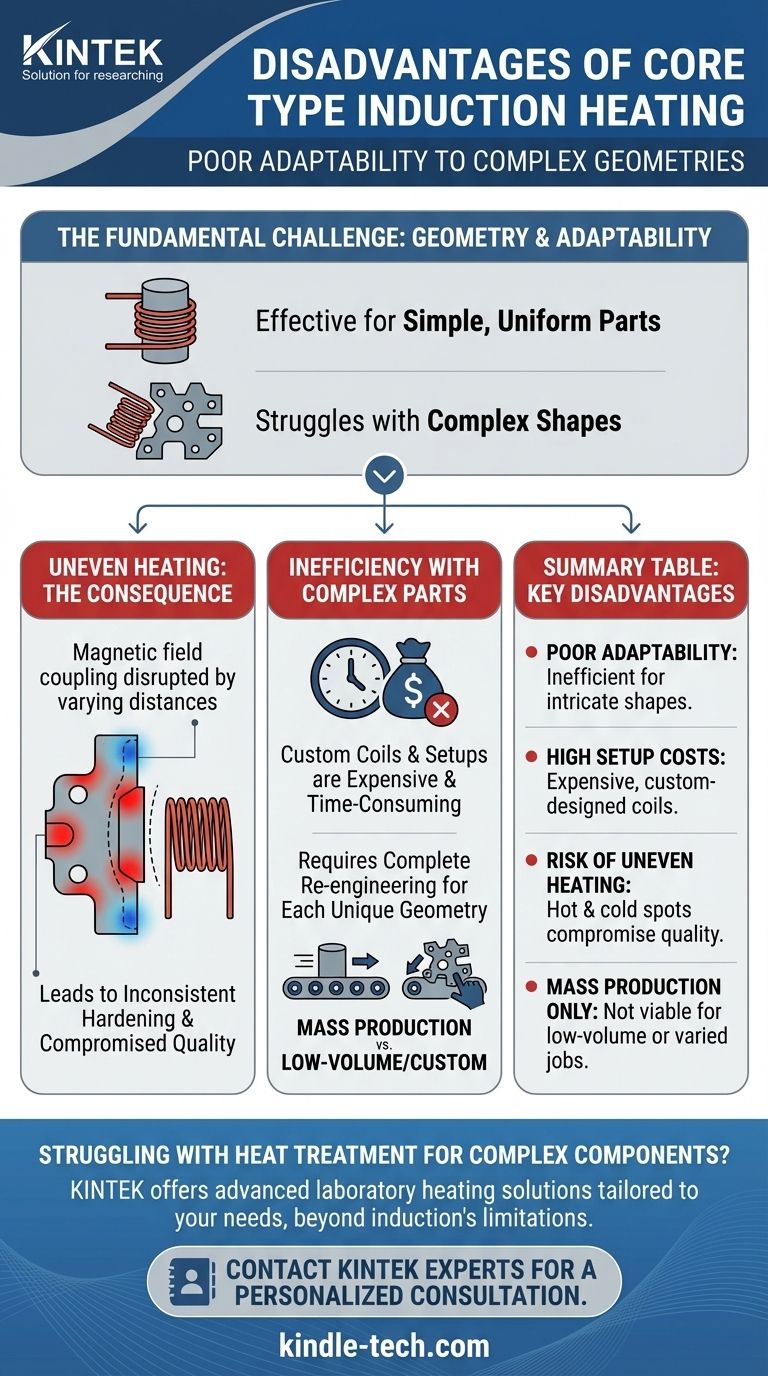
Die grundlegende Herausforderung: Geometrie und Anpassungsfähigkeit
Die Induktionserwärmung funktioniert, indem sie ein elektromagnetisches Feld erzeugt, das einen elektrischen Strom im Zielobjekt induziert und die Wärme von innen nach außen erzeugt. Die Effizienz und Gleichmäßigkeit dieses Prozesses hängen vollständig von der Beziehung zwischen der Heizspule und dem Werkstück ab.
Das Problem der ungleichmäßigen Erwärmung
Damit die Induktionserwärmung wirksam ist, muss das Magnetfeld konsistent mit der Oberfläche des Teils koppeln. Komplexe Formen mit unterschiedlichen Abständen zur Induktionsspule stören diese Kopplung.
Dies kann zu erheblichen Problemen mit der Wärmegleichmäßigkeit führen, wobei sich an Oberflächen, die näher an der Spule liegen, Hot Spots und in vertieften Bereichen Cold Spots bilden. Eine solch ungleichmäßige Erwärmung beeinträchtigt die Qualität des Endprodukts, insbesondere bei Präzisionsanwendungen wie der Oberflächenhärtung.
Die Spezialisierung für einfache Werkstücke
Die Technologie findet ihre ideale Anwendung in der Bandproduktion einfacher Aufträge, wie dem Härten von Wellen, Zahnrädern oder Rohren. In diesen Szenarien kann ein einziges, optimiertes Spulendesign Tausende oder Millionen identischer Teile mit außergewöhnlicher Geschwindigkeit und Konsistenz bearbeiten.
Der Prozess ist perfekt für die Integration in Montagelinien geeignet, bei denen sich die Geometrie nicht ändert.
Die Ineffizienz bei komplexen Teilen
Wenn man mit einem „komplizierten mechanischen Werkstück“ konfrontiert wird, wird der Mangel an Anpassungsfähigkeit des Systems zu seinem kritischen Fehlerpunkt. Ein Teil mit mehreren Winkeln, Bohrungen oder unterschiedlichen Dicken erfordert eine extrem komplexe Spule und einen schwierigen Einrichtungsprozess, um überhaupt eine gleichmäßige Erwärmung zu erreichen, falls dies überhaupt möglich ist.
Verständnis der Kompromisse: Spezialisierung vs. Vielseitigkeit
Die Wahl der Induktionserwärmung erfordert ein klares Verständnis ihrer inhärenten Kompromisse. Es ist ein hochspezialisiertes Werkzeug, keine vielseitige Allzweck-Heizmethode.
Der Vorteil der Spezialisierung: Geschwindigkeit und Kontrolle
Wenn die Werkstückgeometrie einfach und gleichmäßig ist, ist die Induktionserwärmung unübertroffen. Die Wärme wird intern erzeugt, was extrem schnelle Heizzyklen ermöglicht.
Darüber hinaus ist es, da kein direkter Kontakt mit dem Teil besteht, ein ideales Verfahren für Anwendungen, bei denen Oberflächenkontamination vermieden werden muss. Diese Geschwindigkeit und Sauberkeit sind seine Hauptvorteile in einer kontrollierten Produktionsumgebung.
Die Kosten der Spezialisierung: Mangelnde Anpassungsfähigkeit
Der Hauptnachteil ist, dass diese Spezialisierung auf Kosten der Flexibilität geht. Im Gegensatz zu einem Ofen, der jedes hineingelegte Objekt erhitzen kann, ist ein Induktionserhitzer grundsätzlich an die spezifische Form des Teils gebunden, für das er entwickelt wurde.
Die Anpassung des Prozesses an ein neues, komplexes Teil erfordert oft eine vollständige Neukonstruktion der Induktionsspule und der Einrichtung, was sowohl zeitaufwändig als auch teuer ist. Deshalb wird ihm eine „schlechte Anpassungsfähigkeit“ zugeschrieben.
Die richtige Wahl für Ihre Anwendung treffen
Um festzustellen, ob die Induktionserwärmung das richtige Verfahren ist, müssen Sie Ihr Hauptziel bewerten.
- Wenn Ihr Hauptaugenmerk auf der Massenproduktion einfacher, gleichmäßiger Teile liegt: Die Induktionserwärmung ist eine ausgezeichnete Wahl und bietet unübertroffene Geschwindigkeit, Wiederholbarkeit und Kontrolle.
- Wenn Ihr Hauptaugenmerk auf geringen Stückzahlen, kundenspezifischen oder geometrisch komplexen Teilen liegt: Die schlechte Anpassungsfähigkeit der Technologie und die hohen Kosten für kundenspezifische Werkzeuge machen sie zu einer unpraktischen und ineffizienten Lösung.
- Wenn Ihr Hauptaugenmerk auf der Verbesserung der Verschleiß- und Ermüdungsbeständigkeit einfacher Formen liegt: Die Induktionshärtung ist eine bewährte Technologie zur Erzeugung einer harten Oberfläche mit vorteilhafter Druckspannung, die die Lebensdauer der Komponenten erheblich verbessert.
Letztendlich ist die Wahl der Induktionserwärmung eine Entscheidung, die auf Geometrie und Umfang basiert; es ist ein Meister der Wiederholung, kein Werkzeug für Variationen.
Zusammenfassungstabelle:
| Nachteil | Wesentliche Auswirkung |
|---|---|
| Schlechte Anpassungsfähigkeit an komplexe Geometrien | Ineffizient für Teile mit scharfen Ecken, Bohrungen oder unterschiedlichen Dicken. |
| Hohe Kosten für kundenspezifische Einrichtungen | Erfordert teure, kundenspezifisch entwickelte Spulen für jede einzigartige Teileform. |
| Risiko ungleichmäßiger Erwärmung | Führt zu Hot- und Cold-Spots und beeinträchtigt die Härtequalität bei komplexen Formen. |
| Ideal nur für die Massenproduktion | Nur kosteneffizient für Großserien einfacher, gleichmäßiger Teile. |
Haben Sie Probleme mit der Wärmebehandlung komplexer Bauteile?
Während die Kerninduktionserwärmung Einschränkungen bei komplizierten Geometrien aufweist, bietet KINTEK eine vollständige Palette fortschrittlicher Laborheizlösungen, die auf Ihre spezifischen Bedürfnisse zugeschnitten sind. Ob Sie eine präzise Oberflächenhärtung für einfache Massenteile oder alternative Methoden für komplexe, kundenspezifische Werkstücke benötigen, unsere Expertise stellt sicher, dass Sie die richtige Ausrüstung für optimale Ergebnisse und Kosteneffizienz auswählen.
Lassen Sie KINTEK die richtige Heizlösung für die einzigartigen Herausforderungen Ihres Labors bereitstellen. Kontaktieren Sie noch heute unsere Experten für eine persönliche Beratung!
Visuelle Anleitung
Ähnliche Produkte
- Siliziumkarbid (SiC) Heizstäbe für Elektroöfen
- 600T Vakuum-Induktions-Heißpressofen zur Wärmebehandlung und Sinterung
- Platinblechelektrode für Labor- und Industrieanwendungen
- Hochreine Titanfolie und -blech für industrielle Anwendungen
- Graphitierungs-Vakuumofen für ultrahohe Temperaturen
Andere fragen auch
- Was ist der Schmelzpunkt von SiC? Entdecken Sie die extreme thermische Stabilität von Siliziumkarbid
- Was sind SiC-Elemente? Die ultimative Lösung für Hochtemperaturbeschickung
- Wofür werden Siliziumkarbid-Heizelemente verwendet? Zuverlässige Hochtemperaturheizung für industrielle Prozesse
- Was ist die maximale Temperatur für Siliziumkarbid-Heizelemente? Die wahre Grenze für Ihren Hochtemperaturofen
- Was ist ein Siliziumkarbid-Heizelement? Entfesseln Sie extreme Hitze für industrielle Prozesse



















