Zum Hartlöten von Aluminium wird standardmäßig eine leicht reduzierende (karburierende) Flamme eines Autogenbrenners empfohlen. Diese Art von Flamme hat einen leichten Überschuss an Brennstoff, was dazu beiträgt, das Aluminium während des Erhitzungsprozesses vor übermäßiger Oxidation zu schützen. Eine neutrale Flamme kann manchmal verwendet werden, aber eine reduzierende Flamme bietet einen zusätzlichen Sicherheitsspielraum gegen die Bildung der hartnäckigen Aluminiumoxidschicht, die ein erfolgreiches Hartlöten verhindert.
Der Schlüssel zum Hartlöten von Aluminium liegt nicht nur in der Auswahl einer Flamme, sondern im Verständnis, dass Ihre primäre Herausforderung darin besteht, die Aluminiumoxidschicht zu überwinden. Ihre Wahl der Flamme, des Flussmittels und der Wärmekontrolle sind alles Werkzeuge, die darauf abzielen, diese unsichtbare Barriere zu kontrollieren.

Die Kernherausforderung: Aluminiumoxid verstehen
Das Hartlöten von Aluminium unterscheidet sich grundlegend vom Hartlöten von Stahl oder Kupfer aufgrund einer chemischen Realität, die Sie nicht sehen können. Der Erfolg hängt vollständig davon ab, wie Sie diese Realität handhaben.
Das Aluminiumoxid-Problem
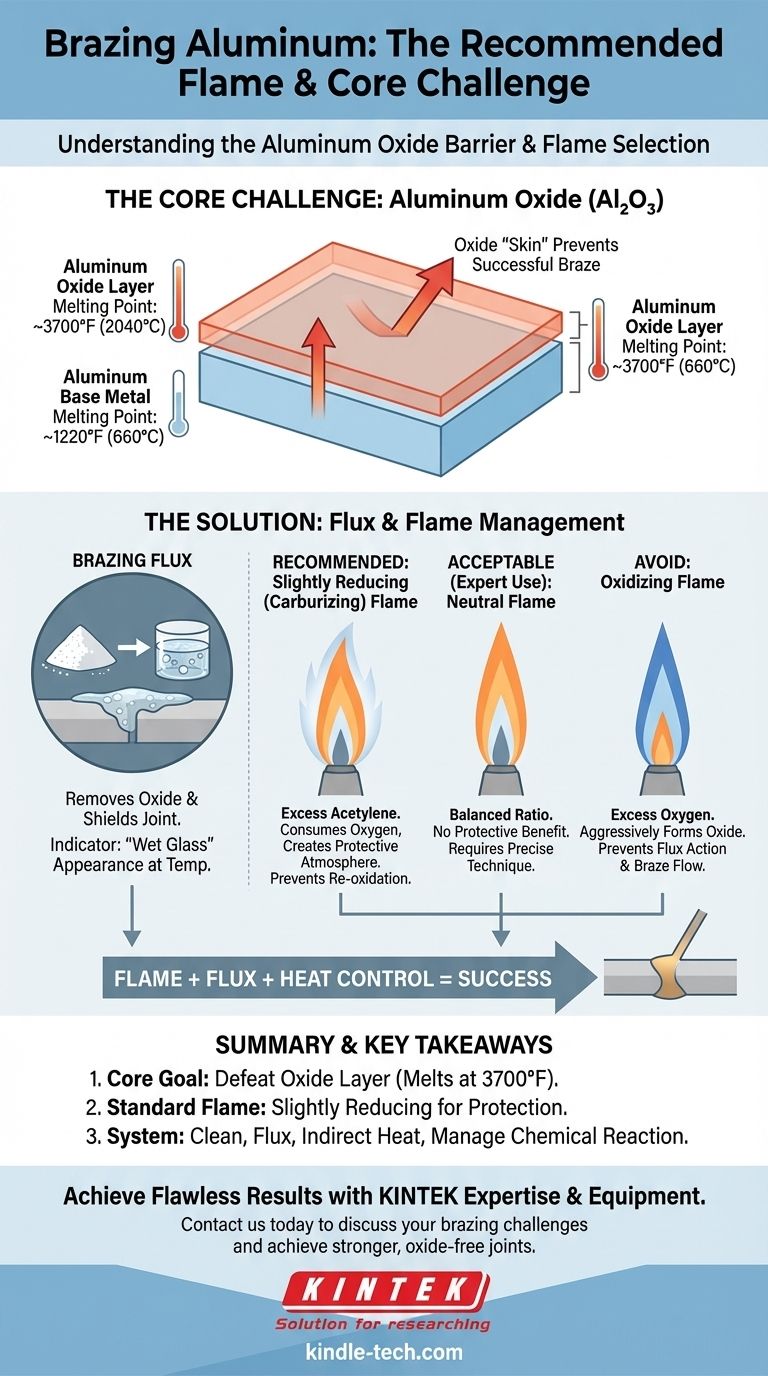
Alles Aluminium ist von einer dünnen, transparenten und unglaublich zähen Schicht aus Aluminiumoxid (Al₂O₃) bedeckt. Diese Schicht schmilzt bei etwa 2040 °C (3700 °F), während das darunter liegende Aluminium bei einer viel niedrigeren Temperatur von etwa 660 °C (1220 °F) schmilzt.
Wenn Sie versuchen, Aluminium auf Löttemperatur zu erhitzen, ohne diese Oxidschicht zu berücksichtigen, schmelzen Sie das Grundmaterial zu einer Pfütze, lange bevor Sie die Oxidhaut, die es zusammenhält, durchbrechen.
Die Rolle des Flussmittels
Hartlötflussmittel ist die chemische Lösung für das Oxidproblem. Beim Erhitzen wird das Flussmittel aktiv und erfüllt zwei entscheidende Aufgaben: Es entfernt die vorhandene Oxidschicht und schützt die Verbindung vor Sauerstoff in der Luft, wodurch die Bildung neuer Oxide verhindert wird.
Das Aussehen des Flussmittels ist Ihr wichtigster Temperaturindikator. Es wird klar und flüssig, wie „nasses Glas“, wenn das Werkstück die richtige Löttemperatur erreicht hat.
Auswahl der richtigen Flamme für Aluminium
Ihre Flamme ist das Werkzeug, mit dem Sie Wärme zuführen, und ihre chemischen Eigenschaften haben einen direkten Einfluss auf das Aluminiumoxid, das Sie zu überwinden versuchen.
Warum eine leicht reduzierende (karburierende) Flamme Standard ist
Eine reduzierende Flamme wird mit einem leichten Überschuss an Acetylen-Brennstoff erzeugt. Sie erkennen sie an dem primären inneren Kegel und einer sekundären, weißlich-blauen „Feder“ an der Spitze.
Der überschüssige, unverbrannte Brennstoff in dieser Flamme verbraucht Sauerstoff in der unmittelbaren Umgebung der Verbindung. Dies erzeugt eine schützende Atmosphäre, die die schnelle Neubildung von Aluminiumoxid verhindert und Ihrem Flussmittel die Arbeit erleichtert.
Was ist eine neutrale Flamme?
Eine neutrale Flamme hat ein perfekt ausgewogenes Verhältnis von Sauerstoff und Acetylen. Sie hat einen klaren, gut definierten inneren Kegel und keine sekundäre Feder.
Obwohl sie von einem erfahrenen Bediener zum Aluminiumlöten verwendet werden kann, bietet sie keinen Schutzvorteil gegen Oxidation. Sie ist weniger fehlerverzeihend als eine reduzierende Flamme, wenn Ihre Technik nicht perfekt ist.
Warum eine oxidierende Flamme vermieden werden sollte
Eine oxidierende Flamme, die einen Überschuss an Sauerstoff aufweist, ist beim Hartlöten von Aluminium aktiv schädlich. Diese Flamme zeichnet sich durch einen kurzen, spitzen inneren Kegel und ein lautes Zischen aus.
Der überschüssige Sauerstoff bildet aggressiv und schnell mehr Aluminiumoxid auf dem Werkstück, wirkt direkt gegen Ihr Flussmittel und macht ein erfolgreiches Hartlöten nahezu unmöglich.
Verständnis der Kompromisse und Fallstricke
Die Flamme ist nur ein Teil eines dreiteiligen Systems: reinigen, Flussmittel, Hitze. Ein Fehler in einem Bereich führt zum Scheitern.
Überhitzung und Schmelzen des Grundmetalls
Aluminium gibt sehr wenig Warnung, bevor es schmilzt. Im Gegensatz zu Stahl glüht es nicht rot. Der Schmelzpunkt des Lötfüllers liegt oft sehr nahe am Schmelzpunkt des Aluminiums selbst, was ein sehr enges Zeitfenster für den Erfolg lässt.
Falsche Wärmeanwendung
Konzentrieren Sie sich darauf, das Werkstück gleichmäßig und großflächig zu erhitzen. Richten Sie die Flamme nicht direkt auf den Lötstab. Lassen Sie die Wärme des Grundmetalls den Füller schmelzen, der dann durch Kapillarwirkung in die Verbindung gezogen wird.
Schlechte Reinigung oder Flussmittelanwendung
Die Flamme kann eine schmutzige oder schlecht gefluxte Verbindung nicht überwinden. Das Grundmetall muss unmittelbar vor dem Auftragen des Flussmittels mechanisch mit einer Edelstahlbürste gereinigt werden. Das Flussmittel muss alle Oberflächen der Verbindung vollständig bedecken.
Wie Sie dies auf Ihr Projekt anwenden
Ihr Ansatz sollte sich an der erforderlichen Präzision und Ihrem Erfahrungsstand orientieren.
- Wenn Ihr Hauptaugenmerk auf Präzision bei kleinen Teilen liegt: Verwenden Sie eine leicht reduzierende Flamme und eine kleinere Brennerdüse. Achten Sie genau auf das Flussmittel; sobald es klar und flüssig wird, führen Sie den Füllstab in die Verbindung ein.
- Wenn Ihr Hauptaugenmerk auf dem Erlernen des Prozesses liegt: Üben Sie an Schrottstücken derselben Aluminiumlegierung. Erzeugen Sie bewusst reduzierende, neutrale und oxidierende Flammen, um deren Auswirkungen zu sehen. Ihr Ziel ist es, das „nasse Glas“-Aussehen des aktiven Flussmittels zu erkennen.
- Wenn Ihr Hauptaugenmerk auf dem Erreichen einer starken, oxidfreien Verbindung liegt: Denken Sie daran, dass die Flamme nur ein Teil des Systems ist. Sorgfältige Reinigung, vollständige Flussmittelbedeckung und indirekte Erwärmung sind ebenso entscheidend wie die Wahl einer reduzierenden Flamme.
Die Beherrschung dieses Prozesses entsteht aus dem Verständnis, dass Sie nicht nur Metall schmelzen, sondern eine chemische Reaktion an der Oberfläche der Verbindung steuern.
Zusammenfassungstabelle:
| Flammentyp | Acetylen/Sauerstoff-Verhältnis | Hauptmerkmal | Auswirkung auf das Aluminiumlöten |
|---|---|---|---|
| Leicht reduzierend (Empfohlen) | Leichter Acetylenüberschuss | Weißlich-blaue „Feder“ an der Spitze | Schützt vor Oxidation, sicherer für Flussmittel |
| Neutral | Ausgewogenes Verhältnis | Klarer, definierter innerer Kegel | Kann von Experten verwendet werden, weniger fehlerverzeihend |
| Oxidierend (Vermeiden) | Sauerstoffüberschuss | Kurzer, spitzer Kegel, zischendes Geräusch | Bildet schnell Oxid, verhindert erfolgreiches Löten |
Erzielen Sie makellose Aluminiumlöt-Ergebnisse mit der richtigen Ausrüstung und Expertise. Das Hartlöten von Aluminium erfordert eine präzise Wärmekontrolle, um die hartnäckige Oxidschicht zu bewältigen. KINTEK ist spezialisiert auf Laborgeräte und Verbrauchsmaterialien und bedient Laboranforderungen mit zuverlässigen Heizwerkzeugen und fachkundiger Unterstützung. Lassen Sie sich von unserem Team bei der Auswahl des perfekten Brenners beraten und erhalten Sie Anleitungen für Ihre spezifische Anwendung. Kontaktieren Sie uns noch heute, um Ihre Löt-Herausforderungen zu besprechen und wie wir Ihnen helfen können, stärkere, oxidfreie Verbindungen zu erzielen.
Visuelle Anleitung