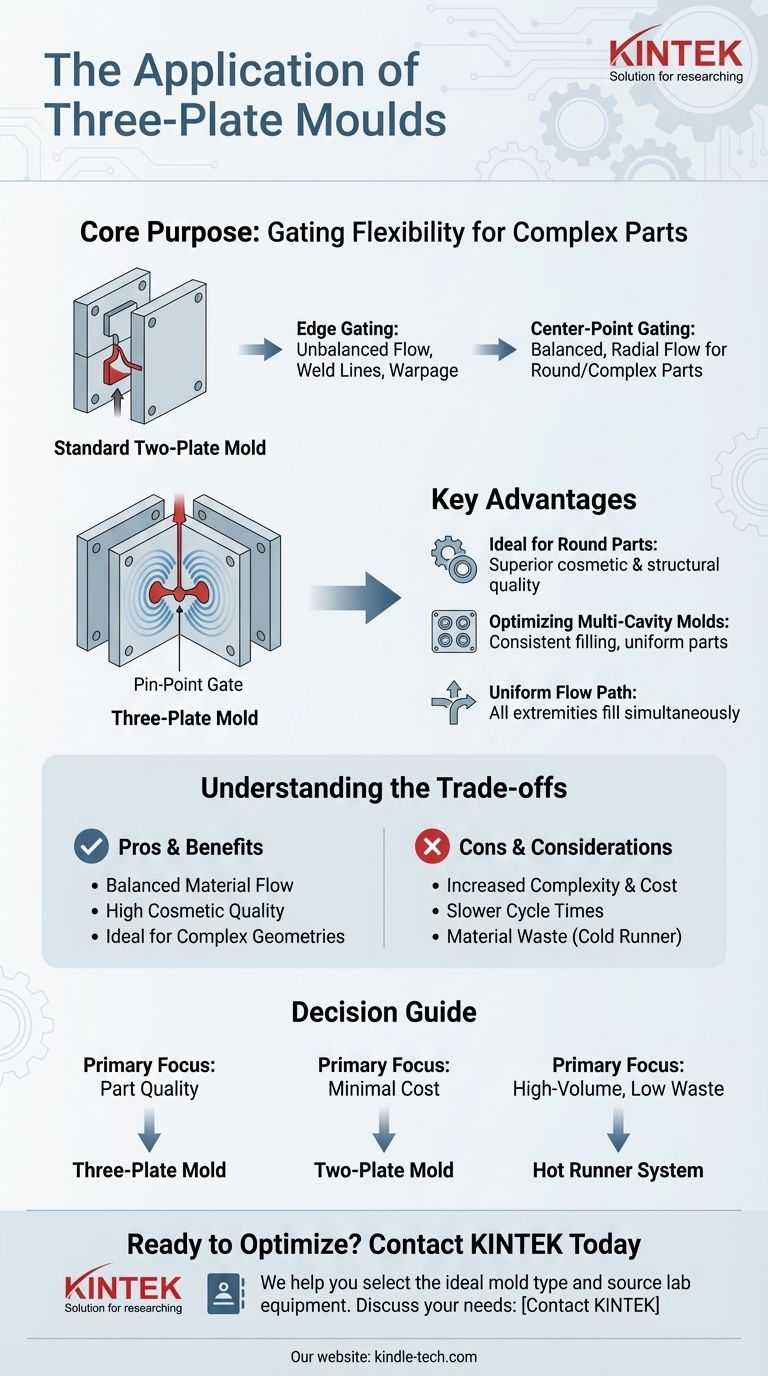
Eine Dreiplattenform wird hauptsächlich verwendet, wenn ein Kunststoffteil nicht effektiv von seinen Außenkanten gefüllt werden kann. Sie ist die ideale Lösung für runde Teile oder komplexe Geometrien, die einen zentral angeordneten Anguss für einen ausgewogenen Materialfluss und hervorragende kosmetische Ergebnisse erfordern.
Der zentrale Zweck einer Dreiplattenform besteht darin, eine Angussflexibilität zu bieten, die eine Standard-Zweiplattenform nicht bieten kann. Sie ermöglicht es, einen Anguss direkt auf die Oberseite eines Teils zu platzieren, abseits der Trennebene, was entscheidend ist, um bei bestimmten Designs eine optimale Teilequalität zu erzielen.

Warum eine Standard-Zweiplattenform nicht immer ausreicht
Die Einschränkung der Randanspritzung
Die überwiegende Mehrheit der Spritzgussformen sind Zweiplattenkonstruktionen. Sie sind einfach, kostengünstig und zuverlässig.
Eine Zweiplattenform kann jedoch einen Anguss nur an der Trennebene des Teils platzieren – der Linie, an der sich die beiden Hälften der Form trennen. Dies zwingt das Material, vom Rand des Teils nach innen zu fließen.
Bei vielen Teilen, insbesondere bei komplexen oder runden, kann dieser Randfluss Probleme wie unausgewogene Füllung, Bindenähte und Verzug verursachen.
Der Kernvorteil: Mittelpunktanspritzung
Eine Dreiplattenform führt eine dritte Platte ein, wodurch zwei Trennebenen entstehen. Diese zusätzliche Komplexität dient einer primären Funktion: das Angusssystem auf einer anderen Ebene vom Teil zu trennen.
Ermöglichung eines ausgewogenen, radialen Flusses
Der Hauptvorteil ist die Möglichkeit, einen Punktanguss direkt auf der Hauptfläche des Teils zu verwenden, typischerweise in der Mitte.
Dies ermöglicht es dem geschmolzenen Kunststoff, radial von der Mitte nach außen zu fließen, wie Wellen in einem Teich. Dieser gleichmäßige Fließweg stellt sicher, dass alle Extremitäten des Teils gleichzeitig und unter gleichem Druck gefüllt werden.
Ideal für runde oder symmetrische Teile
Dieser ausgewogene Fluss ist der Grund, warum Dreiplattenformen perfekt für runde Teile wie Zahnräder, Kappen oder Deckel sind. Das Füllen von der Mitte eliminiert die kosmetischen und strukturellen Mängel, die entstehen würden, wenn man versuchen würde, sie von einer Seite zu füllen.
Optimierung von Mehrfachkavitätenformen
Dreiplattenkonstruktionen eignen sich auch hervorragend für Mehrfachkavitäten-Layouts. Sie können mehrere Teile von ihren jeweiligen Zentren aus speisen, wodurch sichergestellt wird, dass jede Kavität identisch gefüllt wird und konsistente Teile produziert werden.
Die Kompromisse verstehen
Die Wahl einer Dreiplattenform ist eine technische Entscheidung, die klare Kompromisse gegenüber einem einfacheren Zweiplatten-Design beinhaltet.
Erhöhte Formkomplexität und Kosten
Die zusätzliche dritte Platte und die damit verbundenen Mechanismen für das sequentielle Öffnen machen die Form komplexer in Design, Bau und Wartung. Diese Komplexität führt direkt zu höheren anfänglichen Werkzeugkosten.
Potenziell langsamere Zykluszeiten
Eine Dreiplattenform hat einen längeren Öffnungshub, um sowohl das Teil als auch das separate Angusssystem auszustoßen. Diese zusätzliche Bewegung kann zu leicht längeren Zykluszeiten im Vergleich zu einer Zweiplattenform führen, die Teil und Anguss zusammen ausstößt.
Das Kaltkanalsystem
Der Anguss, der Kunststoff zum Teil leitet, ist bei einer Dreiplattenform ein „Kaltkanal“. Das bedeutet, er verfestigt sich mit dem Teil und wird bei jedem Zyklus als Materialabfall ausgeworfen, was die Kosten pro Teil erhöht.
Die Alternative: Heißkanalsysteme
Für die Großserienproduktion kann ein Heißkanalsystem die gleichen Vorteile der Mittelanspritzung ohne Abfall erzielen.
Eliminierung des Angusses
Eine Heißkanalform verwendet ein beheiztes Verteilersystem, um den Kunststoff bis zum Anguss in einem geschmolzenen Zustand zu halten. Da der Anguss niemals erstarrt, gibt es keinen Materialabfall und die Zykluszeiten sind oft schneller.
Die Kosten-Nutzen-Analyse
Heißkanalsysteme sind deutlich teurer und komplexer als Dreiplattenformen. Daher stellt eine Dreiplattenform oft einen strategischen Mittelweg zwischen einer einfachen Zweiplattenform und einem Hochleistungs-Heißkanalsystem dar.
Die richtige Wahl für Ihr Teil treffen
- Wenn Ihr Hauptaugenmerk auf der Teilequalität für eine runde oder komplexe Geometrie liegt: Eine Dreiplattenform ist oft die effektivste Wahl, um eine ausgewogene Füllung zu gewährleisten und kosmetische Mängel zu vermeiden.
- Wenn Ihr Hauptaugenmerk auf der Minimierung der anfänglichen Werkzeugkosten liegt: Eine Standard-Zweiplattenform ist die Standardwahl, vorausgesetzt, Ihr Teiledesign kann erfolgreich vom Rand aus angespritzt werden.
- Wenn Ihr Hauptaugenmerk auf der Großserienproduktion mit minimalem Materialabfall liegt: Ein Heißkanalsystem ist die überlegene Langzeitlösung, trotz seiner hohen Anfangsinvestition.
Letztendlich ist die Auswahl des richtigen Formtyps eine kritische Entscheidung, die die Anforderungen an Teilequalität, Produktionsvolumen und Budget in Einklang bringt.
Zusammenfassungstabelle:
| Merkmal | Zweiplattenform | Dreiplattenform | Heißkanalsystem |
|---|---|---|---|
| Primäre Verwendung | Einfache Teile, Randanspritzung | Komplexe/runde Teile, Mittelanspritzung | Großserienproduktion, abfallfrei |
| Angussort | Nur Trennebene | Jede Oberfläche, einschließlich Mitte | Jede Oberfläche, einschließlich Mitte |
| Materialabfall | Anguss wird mit Teil ausgeworfen | Anguss ist separater Abfall | Kein Angussabfall |
| Relative Kosten | Niedrig | Mittel | Hoch |
| Ideal für | Kostengünstige, einfache Designs | Qualitätskritische, komplexe Geometrien | Großvolumige, niedrige Stückkosten |
Bereit, Ihren Spritzgussprozess zu optimieren?
Die Wahl der richtigen Form ist entscheidend für die Qualität und Kosteneffizienz Ihrer Kunststoffteile. Bei KINTEK sind wir darauf spezialisiert, die Laborgeräte und Verbrauchsmaterialien bereitzustellen, die für die Entwicklung und Prüfung dieser präzisen Fertigungslösungen erforderlich sind.
Wir können Ihnen helfen:
- Den idealen Formtyp für Ihr spezifisches Teiledesign und Ihre Produktionsziele auszuwählen.
- Ausrüstung zu beschaffen für Materialprüfung und Prototypenentwicklung.
Lassen Sie sich von unserer Expertise zu einem überragenden Ergebnis führen. Kontaktieren Sie KINTEL noch heute, um Ihre Labor- und Produktionsanforderungen zu besprechen!
Visuelle Anleitung
Ähnliche Produkte
- Doppelplatten-Heizpresse für Labor
- Spezielle Heißpressform für Laboranwendungen
- Rotations-Rundläufer-Tablettenpresse mit mehreren Stempeln, Formring für rotierende ovale und quadratische Formen
- XRF & KBR Stahlring Labor Pulver Pellet Pressform für FTIR
- XRF & KBR Kunststoffring Labor Pulverpressform für FTIR
Andere fragen auch
- Was ist der Unterschied zwischen einer Hitzepresse und Sublimation? Ein Werkzeug vs. ein Prozess erklärt
- Was ist der Zweck von speziellen Druckvorrichtungen in Sulfid-Festkörperbatterien? Sicherstellung der chemo-mechanischen Stabilität
- Was ist der Formpressprozess? Ein Schritt-für-Schritt-Leitfaden zum Formpressen (Compression Molding)
- Wofür wird eine Pressform verwendet? Erzielung wiederholbarer Präzision und Effizienz
- Was ist die Pressform-Methode? Ein Leitfaden für konsistente, detaillierte Keramikformen



















