Im Kern ist der Hauptunterschied die Temperatur. Das Kalte Isostatische Pressen (CIP) verwendet extremen, gleichmäßigen Fluiddruck bei Raumtemperatur, um Pulver zu einer vorläufigen festen Form, einem sogenannten „Grünling“, zu verdichten. Im Gegensatz dazu verwendet das Heiße Isostatische Pressen (HIP) sowohl hohe Temperatur als auch hohen Gasdruck, um interne Porosität zu eliminieren und ein Teil vollständig zu verdichten, wodurch dessen Festigkeit und Haltbarkeit dramatisch verbessert werden.
Die entscheidende Unterscheidung liegt in ihrer Rolle in der Fertigung. CIP ist ein Formgebungsprozess, der verwendet wird, um eine anfängliche Form aus Pulver zu erzeugen, während HIP ein Verdichtungsprozess ist, der verwendet wird, um die endgültigen Materialeigenschaften einer Komponente zu perfektionieren.

Das Kernprinzip: Isostatischer Druck
Was „isostatisch“ bedeutet
Beide Prozesse basieren auf dem Prinzip des isostatischen Drucks. Dies bedeutet einfach, Druck gleichmäßig aus allen Richtungen gleichzeitig anzuwenden.
Stellen Sie sich ein Objekt vor, das tief im Ozean versenkt ist. Das Wasser übt auf jeden einzelnen Punkt seiner Oberfläche den gleichen Druck aus. Dies ist das gleiche Prinzip, das bei CIP und HIP verwendet wird, um eine gleichmäßige Verdichtung und Verdichtung zu gewährleisten, ohne die Form des Teils zu verzerren.
Aufschlüsselung des Kalten Isostatischen Pressens (CIP)
Das Ziel: Bildung eines „Grünlings“
Der Zweck von CIP ist es, ein loses Pulver zu nehmen und es zu einem festen, handhabbaren Objekt zu verdichten. Dieses resultierende Teil wird als Grünling bezeichnet – es hat Form und eine gewisse Festigkeit, ist aber immer noch porös und erfordert einen nachfolgenden Erhitzungsprozess (Sintern), um ein fertiges Produkt zu werden.
Der Schritt-für-Schritt-Prozess
- Formen: Ein pulverförmiges Material, oft Metall oder Keramik, wird in eine flexible, versiegelte Form aus Gummi oder Urethan gelegt.
- Druckbeaufschlagung: Diese Formbaugruppe wird in einer Hochdruckkammer in eine Flüssigkeit, typischerweise Wasser, getaucht.
- Verdichtung: Extremer hydraulischer Druck (von 400 bis 1.000 MPa) wird auf die Flüssigkeit ausgeübt, die wiederum die Form von allen Seiten gleichmäßig komprimiert und das Pulver im Inneren verdichtet.
- Auswerfen: Der Druck wird abgelassen, und der nun feste Grünling wird aus der Form entfernt, bereit für die nächste Fertigungsstufe wie das Sintern.
Aufschlüsselung des Heißen Isostatischen Pressens (HIP)
Das Ziel: Erreichen voller Dichte
Der Zweck von HIP ist es, ein bereits festes Teil zu nehmen und alle internen Hohlräume oder Porosität zu eliminieren. Dieser Prozess heilt interne Defekte in Gussteilen, verstärkt 3D-gedruckte Metallteile oder verdichtet Teile vollständig, die zuvor durch CIP und Sintern geformt wurden.
Der Schritt-für-Schritt-Prozess
- Beladen: Eine oder mehrere Komponenten werden in einen Ofen geladen, der dann in einem Hochdruckbehälter versiegelt wird.
- Vorbereitung: Spül- und Vakuumzyklen entfernen Luft, Feuchtigkeit und andere Verunreinigungen aus dem Behälter, um eine reine Umgebung zu gewährleisten.
- Erhitzen & Druckbeaufschlagung: Der Behälter wird mit einem hochreinen Inertgas, normalerweise Argon, gefüllt, und Temperatur und Druck werden gleichzeitig erhöht.
- Halten: Das Teil wird für einen längeren Zeitraum, oft 8 bis 12 Stunden, bei einer bestimmten hohen Temperatur und einem bestimmten Druck gehalten. Die Kombination aus Wärme (die das Material erweicht) und isostatischem Druck lässt alle internen Poren kollabieren.
- Abkühlen: Der Behälter wird abgekühlt, manchmal schnell in einem Prozess, der wie Abschrecken wirkt. Das Gas wird abgelassen, oft zur Reinigung und Wiederverwertung, und die vollständig verdichteten Teile werden entnommen.
Die wichtigsten Unterschiede verstehen
Zweck: Formen vs. Verdichten
Dies ist die wichtigste Unterscheidung. CIP erzeugt die Form. HIP perfektioniert das Material. Ein Teil könnte CIP durchlaufen, um geformt zu werden, und dann, nach dem Sintern, HIP durchlaufen, um seine maximale potenzielle Leistung zu erreichen.
Materialzustand: Pulver vs. Feststoff
CIP beginnt fast ausschließlich mit Pulver als Ausgangsmaterial. HIP hingegen wird bei festen Teilen angewendet, die gegossen, geschmiedet, 3D-gedruckt oder durch Pulvermetallurgie hergestellt wurden.
Prozessbedingungen: Kalte Flüssigkeit vs. Heißes Gas
CIP ist ein Kaltprozess, der ein flüssiges Medium (Wasser) zur Druckübertragung verwendet. HIP ist ein thermischer Hochtemperaturprozess, der ein Inertgas (Argon) zur Druckbeaufschlagung verwendet.
Endgültige Eigenschaften
CIP erzeugt einen Grünling, der porös ist und nur mäßige Festigkeit aufweist. Es ist ein Zwischenschritt. HIP erzeugt eine Endkomponente, die vollständig dicht, frei von internen Defekten ist und überlegene mechanische Eigenschaften wie Festigkeit und Haltbarkeit besitzt.
Die richtige Wahl für Ihr Ziel treffen
- Wenn Ihr Hauptaugenmerk darauf liegt, eine komplexe Ausgangsform aus Pulver zu erzeugen: CIP ist der richtige Formgebungsschritt, um einen Grünling vor dem Sintern herzustellen.
- Wenn Ihr Hauptaugenmerk darauf liegt, Porosität zu eliminieren und die Festigkeit einer kritischen Komponente zu maximieren: HIP ist der wesentliche letzte oder nahezu letzte Verdichtungsschritt.
- Wenn Ihr Hauptaugenmerk darauf liegt, die höchstmögliche Leistung aus einem pulverförmigen Material zu erzielen: Sie werden oft beide Prozesse nacheinander anwenden – CIP zur Formgebung, gefolgt von Sintern und dann HIP, um die volle Dichte zu erreichen.
Letztendlich hängt die Wahl des richtigen Prozesses vollständig davon ab, in welchem Stadium der Fertigungsreise sich Ihr Material befindet.
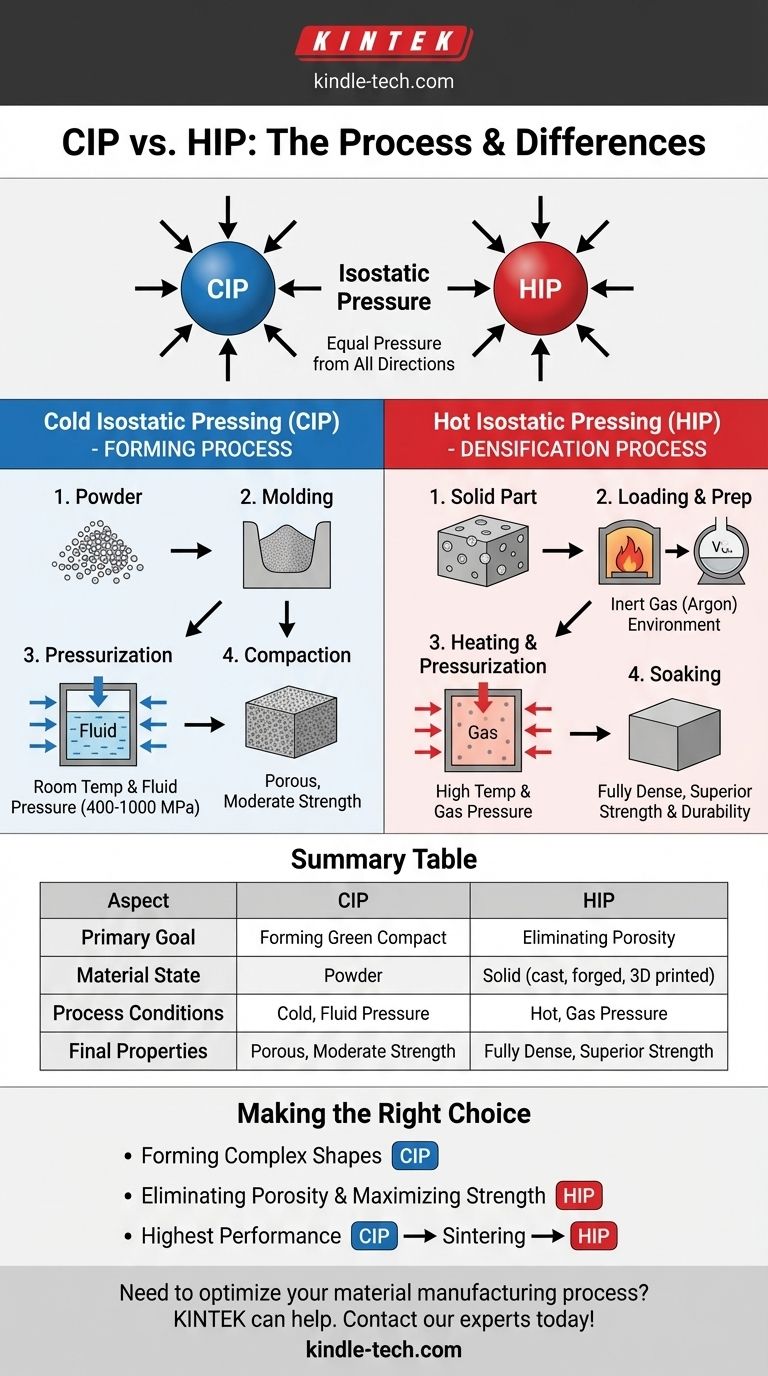
Zusammenfassungstabelle:
| Aspekt | Kaltes Isostatisches Pressen (CIP) | Heißes Isostatisches Pressen (HIP) |
|---|---|---|
| Primäres Ziel | Bildung eines „Grünlings“ aus Pulver | Eliminierung von Porosität in festen Teilen |
| Materialzustand | Pulver | Feststoff (gegossen, geschmiedet, 3D-gedruckt) |
| Prozessbedingungen | Raumtemperatur, Fluiddruck (400-1000 MPa) | Hohe Temperatur, Inertgasdruck (Argon) |
| Endgültige Eigenschaften | Porös, mäßige Festigkeit (erfordert Sintern) | Vollständig dicht, überlegene Festigkeit und Haltbarkeit |
Müssen Sie Ihren Materialherstellungsprozess optimieren? Egal, ob Sie komplexe Formen aus Pulver mit CIP herstellen oder maximale Dichte und Festigkeit mit HIP erreichen möchten, die Expertise von KINTEK in Laborgeräten und Verbrauchsmaterialien kann Ihnen helfen, die richtige Technologie für die spezifischen Anforderungen Ihres Labors auszuwählen. Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie unsere Lösungen Ihre Materialleistung und Produktionseffizienz verbessern können!
Visuelle Anleitung
Ähnliche Produkte
- Warme isostatische Presse für die Festkörperbatterieforschung
- Automatische Labor-Kalt-Isostatische Presse CIP-Maschine Kalt-Isostatisches Pressen
- Manuelle isostatische Pressmaschine CIP Pelletpresse
- Elektrische Labor-Kaltisostatische Presse CIP-Maschine für Kaltisostatisches Pressen
- Elektrische Labor-Kaltisostatische Presse CIP-Maschine für Kaltisostatisches Pressen
Andere fragen auch
- Was ist das Prinzip des Heißisostatischen Pressens? 100 % Dichte und überragende Leistung erzielen
- Wie hoch ist die Temperatur einer warmen isostatischen Presse? Erzielen Sie optimale Verdichtung für Ihre Materialien
- Wie verbessern Warm-Isostatische Pressen die Leistung von Trockenelektroden? Erhöhen Sie die Leitfähigkeit von ASSBs durch Wärme & Druck
- Was ist die Funktion einer Warm-Isostatischen Presse (WIP) bei All-Solid-State-Pouch-Zellen? Optimierung der Batteriedichte
- Wofür wird eine isostatische Presse verwendet? Erzielung gleichmäßiger Dichte & Eliminierung von Defekten

















