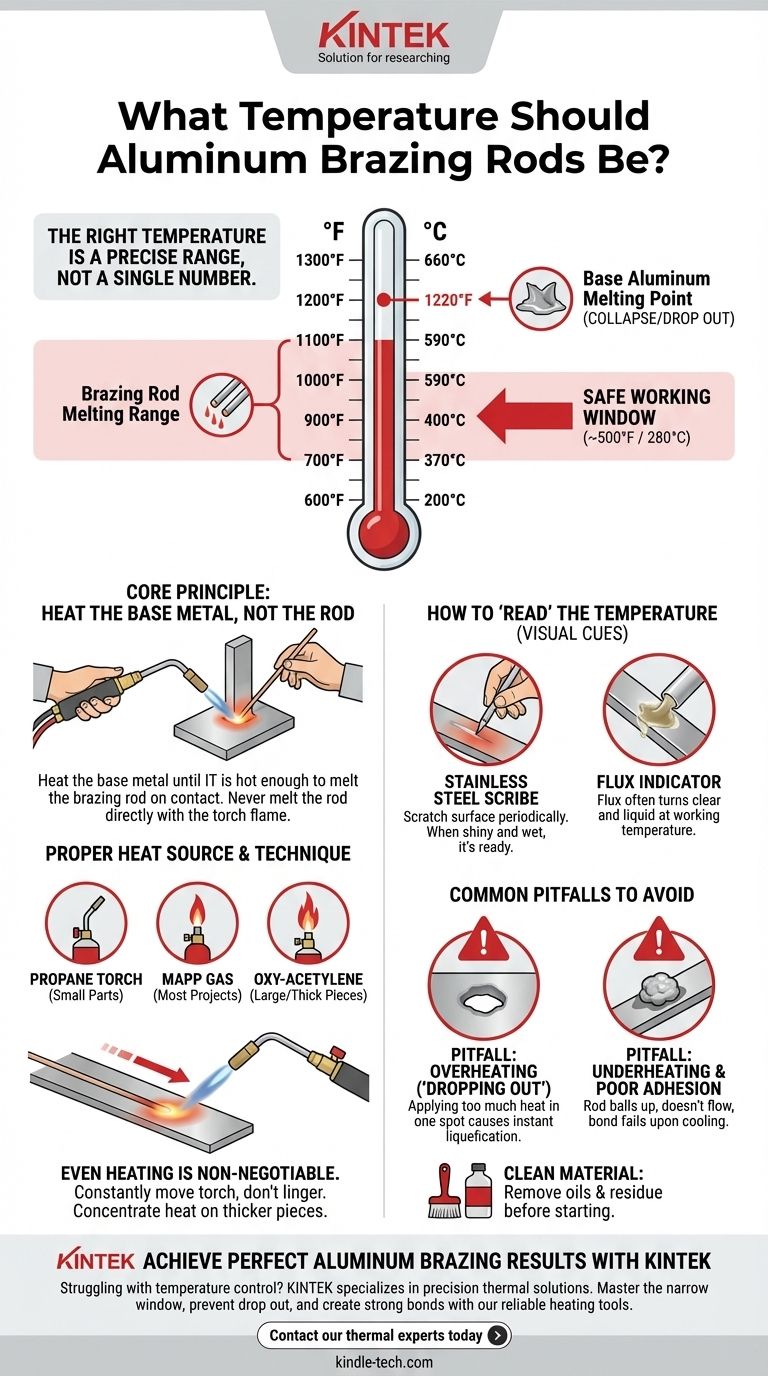
Die richtige Temperatur für das Aluminiumlöten ist ein präziser Bereich, keine einzelne Zahl. Die meisten Aluminium-Löt- oder Hartlötstäbe schmelzen zwischen 370°C und 590°C (700°F und 1100°F). Der wahre Schlüssel zum Erfolg liegt jedoch darin, die Aluminium-Grundteile auf diese Arbeitstemperatur zu erhitzen, da das Aluminium selbst bei etwa 660°C (1220°F) schmilzt und zusammenfällt, was ein extrem enges Fehlerfenster hinterlässt.
Das Grundprinzip des Aluminiumlötens ist folgendes: Sie müssen das Grundmetall so lange erhitzen, bis es heiß genug ist, um den Lötstab bei Kontakt zu schmelzen. Schmelzen Sie den Stab niemals direkt mit Ihrem Brenner. Diese grundlegende Unterscheidung trennt eine starke, dauerhafte Verbindung von einem schwachen, fehlgeschlagenen Versuch.

Warum Temperaturkontrolle alles ist
Erfolgreiches Aluminiumlöten hängt weniger vom verwendeten Werkzeug ab als von Ihrer Fähigkeit, die Wärme zu steuern. Die Eigenschaften des Metalls machen diesen Prozess im Vergleich zu Stahl einzigartig herausfordernd.
Das kritische Temperaturfenster
Der Spalt zwischen dem Schmelzpunkt des Lötstabs (z.B. 388°C) und dem Schmelzpunkt des Grundmetalls (660°C) ist Ihr gesamter Arbeitsbereich.
Im Gegensatz zu Stahl glüht Aluminium nicht rot, um Sie vor dem Erreichen seines Schmelzpunkts zu warnen. Es behält sein Aussehen bei, bis es plötzlich "herausfällt" oder mit wenig bis keiner Vorwarnung in einen flüssigen Zustand übergeht.
Das Grundmetall erhitzen, nicht den Stab
Das Ziel ist es, den Brenner zu verwenden, um die Aluminiumteile – das Werkstück – auf die Fließtemperatur des Stabs zu bringen.
Wenn das Grundmetall ausreichend heiß ist, berühren Sie einfach die Fuge mit dem Stab. Die Wärme des Metalls schmilzt den Stab sofort, wodurch er durch Kapillarwirkung tief in die Fuge fließt und eine starke Verbindung schafft. Das Schmelzen des Stabs mit der Brennerflamme führt dazu, dass er an der Oberfläche zu einer Kugel zusammenläuft und keine Haftung entsteht.
Wie man die Temperatur "liest"
Ohne industrielle Ausrüstung müssen Sie sich auf visuelle und physische Hinweise verlassen, um die Temperatur abzuschätzen.
Eine gängige und effektive Technik ist die Verwendung eines Edelstahl-Anreißers oder einer Bürste. Während Sie die Fuge erhitzen, kratzen Sie regelmäßig an der Oberfläche. Wenn das Metall heiß genug ist, um die Oberflächenoxidschicht aufzubrechen, erscheint der Kratzer glänzend und feucht. Dies ist das Signal, dass das Aluminium bereit ist, den Lötstab aufzunehmen.
Die Rolle von Wärmequelle und Technik
Eine ordnungsgemäße Temperatursteuerung erfordert das richtige Werkzeug und die richtige Anwendungsmethode.
Wahl des Brenners
Für sehr kleine oder dünne Teile kann ein einfacher Propanbrenner ausreichen.
Für die meisten Projekte benötigen Sie jedoch einen Brenner, der mehr Wärme liefert, wie z.B. MAPP-Gas. Für größere oder dickere Werkstücke ist oft ein Autogenbrenner mit einer neutralen oder leicht karburierenden Flamme erforderlich, um den gesamten Fugenbereich schnell und gleichmäßig zu erhitzen.
Gleichmäßiges Erhitzen ist unerlässlich
Sie müssen den Brenner ständig über den gesamten Fugenbereich bewegen. Wenn Sie an einer Stelle verweilen, führt dies dazu, dass dieser Bereich überhitzt und schmilzt, lange bevor das umgebende Metall die erforderliche Temperatur erreicht.
Wenn Sie Teile unterschiedlicher Dicke verbinden, konzentrieren Sie den Großteil Ihrer Wärme auf das dickere Stück, damit dessen Wärme in das dünnere Stück geleitet wird.
Die Funktion des Flussmittels
Aluminium bildet sofort eine zähe, transparente Oxidschicht, die das Haften der Lötlegierung verhindert. Flussmittel, entweder separat aufgetragen oder als Kern im Stab, ist ein chemisches Mittel, das dazu dient, diese Oxidschicht bei Löttemperaturen zu entfernen.
Die Beobachtung des Flussmittels kann auch als Temperaturindikator dienen. Es wird oft klar und flüssig, wenn das Grundmetall die richtige Arbeitstemperatur erreicht.
Häufige Fallstricke, die es zu vermeiden gilt
Zu verstehen, was schiefgehen kann, ist entscheidend, um es richtig zu machen. Der Prozess verzeiht keine Fehler bei der Vorbereitung oder Wärmekontrolle.
Falle: Überhitzung und "Herausfallen"
Dies ist der häufigste Fehler. Zu viel Wärme an einer Stelle führt dazu, dass das Aluminium sofort verflüssigt wird und ein Loch entsteht. Halten Sie die Flamme immer in Bewegung und erhitzen Sie einen breiten Bereich.
Falle: Unterkühlung und schlechte Haftung
Wenn das Grundmetall zu kalt ist, fließt der Stab nicht. Er schmilzt entweder nicht oder er schmilzt durch die direkte Flamme und verklumpt an der Oberfläche. Dies erzeugt keine Verbindung, und das Material fällt nach dem Abkühlen einfach ab.
Falle: Schmutziges oder unvorbereitetes Material
Das Löten auf schmutzigem Aluminium wird fehlschlagen. Bevor Sie beginnen, muss die Fuge mechanisch mit einer speziellen Edelstahlbürste (niemals eine, die für Stahl verwendet wurde) gereinigt und mit einem Lösungsmittel wie Aceton abgewischt werden, um alle Öle und Rückstände zu entfernen.
Eine praktische Checkliste für den Erfolg
Verwenden Sie diese Richtlinien, um Ihre Technik an Ihr spezifisches Ziel anzupassen.
- Wenn Sie dünnes Material (wie Rohre oder Bleche) reparieren: Verwenden Sie einen Niedertemperaturstab und eine weichere, breitere Flamme, um den Bereich sanft zu erhitzen und ein Durchbrennen des Metalls zu vermeiden.
- Wenn Sie dicke und dünne Teile verbinden: Konzentrieren Sie 80% Ihrer Wärme auf das dickere Stück und lassen Sie dessen Wärme auf das dünnere Stück übergehen, um die gesamte Fuge gleichmäßig auf Temperatur zu bringen.
- Wenn Ihr Stab nicht in die Fuge fließt: Ihr Grundmetall ist nicht heiß genug. Entfernen Sie den Stab, erhitzen Sie das Werkstück in einem breiten Muster stärker und versuchen Sie es erneut.
- Wenn Sie ein Loch im Aluminium erzeugen: Sie haben das Grundmetall überhitzt. Halten Sie sofort an, ziehen Sie den Brenner weg und lassen Sie das Werkstück vollständig abkühlen, bevor Sie den Schaden beurteilen.
Die Beherrschung der Temperaturkontrolle ist der Schlüssel, der das Aluminiumlöten von einem frustrierenden Glücksspiel in eine zuverlässige Fähigkeit verwandelt.
Zusammenfassungstabelle:
| Wichtiger Temperaturparameter | Wert |
|---|---|
| Schmelzpunkt des Lötstabs | 370°C - 590°C (700°F - 1100°F) |
| Schmelzpunkt des Aluminium-Grundmetalls | 660°C (1220°F) |
| Sicheres Arbeitsfenster | ~280°C (500°F) |
| Kritische Technik | Grundmetall erhitzen, nicht den Stab |
Erzielen Sie perfekte Aluminium-Lötergebnisse mit KINTEK
Haben Sie Schwierigkeiten mit der Temperaturkontrolle beim Aluminiumlöten? KINTEK ist spezialisiert auf Präzisionslaborgeräte und thermische Lösungen, die Technikern und Herstellern helfen, exakte Temperaturparameter für fehlerfreies Metallfügen einzuhalten. Unsere zuverlässigen Heizwerkzeuge und unser fachkundiger Support stellen sicher, dass Sie innerhalb des engen 280°C-Fensters zwischen Stabschmelzen und Grundmetallversagen arbeiten.
Wir helfen Ihnen:
- Vermeiden Sie das "Herausfallen" des Grundmetalls durch präzises Temperaturmanagement
- Schaffen Sie starke, dauerhafte Verbindungen durch die richtige Wärmeanwendung
- Beherrschen Sie visuelle Temperaturhinweise für konsistente Ergebnisse
Bereit, Ihr Aluminiumlöten von frustrierend zu zuverlässig zu transformieren? Kontaktieren Sie noch heute unsere Wärmexperten für Geräte-Lösungen und technische Beratung, die auf Ihre spezifischen Projektanforderungen zugeschnitten sind.
Visuelle Anleitung
Ähnliche Produkte
- Technische Keramik Aluminiumoxid-Stab (Al2O3) Isoliert für industrielle Anwendungen
- Präzisionsbearbeitete Yttrium-stabilisierte Zirkonoxid-Keramikstäbe für fortschrittliche Feinkeramik
- Kundenspezifischer PTFE-Teflon-Teilehersteller für PTFE-Rührstäbchen-Rückgewinnungsstange
Andere fragen auch
- Welche Funktion erfüllen Aluminiumoxid-Keramikplatten als Träger bei der Herstellung von Molekularsiebmembranen?
- Wie hoch ist die spezifische Wärmekapazität von Aluminiumoxid? Sie liegt in einem Bereich von 451 bis 955 J/kg·K
- Wie wird Aluminiumoxidkeramik hergestellt? Ein Leitfaden zu Herstellungsmethoden und Materialeigenschaften
- Warum werden Aluminiumoxid-Isolierscheiben als Probenträger in CCPN verwendet? Sorgen Sie für einen funkfreien, gleichmäßigen Plasma-Nitrierprozess
- Warum werden Aluminiumoxid-Keramikscheiben als Probenträger verwendet? Optimierung der Effizienz der kathodischen Käfigabscheidung


