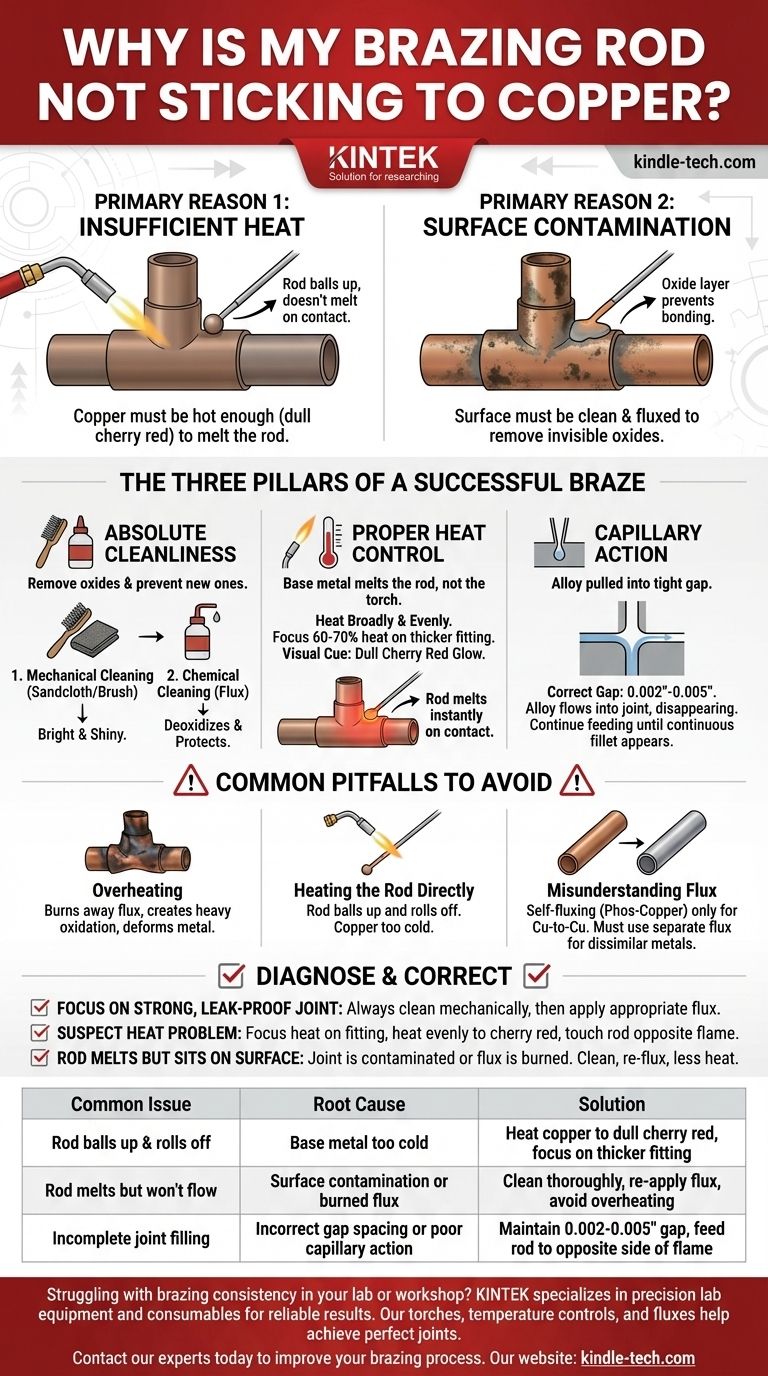
Letztendlich haftet ein Hartlotstab aus zwei Hauptgründen nicht am Kupfer: unzureichende Hitze im Grundmetall oder Kontamination auf der Oberfläche. Das Kupfer selbst muss heiß genug sein – typischerweise ein stumpfes Kirschrot –, um das Hartlot beim Kontakt zu schmelzen. Wenn die Oberfläche nicht perfekt sauber und durch Flussmittel geschützt ist, bildet sich eine unsichtbare Oxidschicht, die verhindert, dass die geschmolzene Fülllegierung eine Bindung mit dem Kupfer eingeht.
Hartlöten ist kein Prozess, bei dem Teile mit einem geschmolzenen Stab „verklebt“ werden. Es ist ein metallurgischer Prozess, bei dem Sie eine überhitzte, saubere Umgebung schaffen, die es dem Grundmetall (Kupfer) ermöglicht, den Lotstab zu schmelzen, wodurch die Legierung durch Kapillarwirkung in die Verbindung gezogen wird, um eine stärkere Verbindung als das Kupfer selbst zu bilden.

Die drei Säulen einer erfolgreichen Hartlötung
Um das Problem des „Nicht-Haftens“ zu lösen, müssen Sie drei grundlegende Prinzipien beherrschen. Ein Versagen in einem dieser Bereiche führt zu einer fehlerhaften Verbindung.
Säule 1: Absolute Sauberkeit
Kontamination ist der stille Feind einer guten Hartlötung. Wenn Kupfer erhitzt wird, reagiert es fast augenblicklich mit dem Sauerstoff in der Luft und bildet eine Kupferschichtoxid. Die geschmolzene Hartlotlegierung kann und wird nicht an dieser Oxidschicht haften.
Ihre erste Aufgabe ist es, alle vorhandenen Oxide zu entfernen und die Bildung neuer zu verhindern. Dies ist ein zweistufiger Prozess: mechanische Reinigung gefolgt von chemischer Reinigung (Flussmittel).
- Mechanische Reinigung: Verwenden Sie Schleifpapier oder eine Drahtbürste für Fittings, um die Außenseite des Rohrs und die Innenseite des Fittings abzuschleifen. Die Oberflächen müssen gereinigt werden, bis sie gleichmäßig hell und glänzend sind, ohne dunkle Stellen.
- Chemische Reinigung (Flussmittel): Nach der mechanischen Reinigung tragen Sie eine dünne, gleichmäßige Schicht eines geeigneten Hartlot-Flussmittels auf beide Oberflächen auf. Das Flussmittel wirkt als Desoxidationsmittel, Temperaturindikator und Schutzschild, das eine Neuoxidation verhindert, während Sie die Verbindung erhitzen.
Säule 2: Richtige Hitzekontrolle
Dies ist die häufigste Fehlerquelle für Anfänger. Sie schmelzen den Hartlotstab nicht mit der Flamme des Brenners. Sie erhitzen das Kupferrohr und das Fitting, bis sie heiß genug sind, um den Stab von selbst zu schmelzen.
Die richtige Technik beinhaltet das breite und gleichmäßige Erhitzen der Baugruppe. Da ein Fitting typischerweise dicker und schwerer ist als das Rohr, benötigt er mehr Hitze. Konzentrieren Sie etwa 60–70 % Ihrer Hitze auf das Fitting, um sicherzustellen, dass die gesamte Baugruppe gleichzeitig die Temperatur erreicht.
Das visuelle Zeichen ist die Farbe. Erhitzen Sie das Kupfer, bis es ein schwaches, stumpfes Kirschrot glüht. Bei dieser Temperatur sollte die Hitze des Kupfers allein den Lotstab schmelzen, wenn Sie ihn an die Verbindungsnaht halten.
Säule 3: Die Rolle der Kapillarwirkung
Wenn die Verbindung sauber ist und die Hitze stimmt, ist das letzte Prinzip die Kapillarwirkung. Dies ist die physikalische Kraft, die die flüssige Hartlotlegierung in den engen, gleichmäßigen Spalt zwischen Rohr und Fitting zieht.
Damit die Kapillarwirkung funktioniert, muss der Spalt korrekt sein – typischerweise zwischen 0,05 mm und 0,125 mm (0,002" und 0,005"). Ist der Spalt zu eng, ist kein Platz für die Legierung zum Fließen. Ist er zu locker, ist die Kapillarkraft zu schwach, um das Füllmaterial anzuziehen und vollständig zu verteilen.
Wenn Sie den Stab an die heiße Verbindung führen, sollte er schmelzen und sofort in die Naht gezogen werden, wobei er aus dem Blickfeld verschwindet. Sie sollten so lange Lotstab zuführen, bis Sie einen durchgehenden Wulst (einen dünnen Ring aus Legierung) rund um die gesamte Verbindung sehen.
Häufige Fallstricke, die es zu vermeiden gilt
Zu wissen, was man nicht tun sollte, ist genauso wichtig wie das korrekte Vorgehen.
Die Gefahr der Überhitzung
Zu viel Hitze anzuwenden ist genauso zerstörerisch wie zu wenig. Überhitzung verbrennt Ihr schützendes Flussmittel, erzeugt starke, dunkle Anlauffarben (Oxidation), die das Flussmittel nicht entfernen kann, und kann das Kupfer sogar schmelzen oder verformen. Das Ziel ist ein kontrolliertes Kirschrot, kein helles Orangerot.
Der Fehler, den Stab direkt zu erhitzen
Ein klassischer Anfängerfehler ist es, den Brenner direkt auf den Hartlotstab zu richten, um ihn zu schmelzen, und zu versuchen, ihn auf die Verbindung zu „tropfen“. Dies führt dazu, dass sich der Stab zu einer Kugel formt und abrollt, weil das Kupfer zu kalt ist, um der Legierung das „Benetzen“ der Oberfläche und das Fließen zu ermöglichen. Der Brenner erhitzt die Teile; die Teile schmelzen den Stab.
Missverständnis des Flussmittels
Verschiedene Hartlotlegierungen haben unterschiedliche Flussmittelanforderungen. Bei Kupfer-Kupfer-Verbindungen sind Legierungen, die Phosphor enthalten (wie ein 15%iger Phosphorkupferstab), selbstfl ußend, da der Phosphor als Desoxidationsmittel wirkt. Wenn Sie jedoch Kupfer mit einem unedlen Metall wie Messing oder Stahl hartlöten, müssen Sie ein separates Flussmittel verwenden. Die Annahme, dass eine Legierung in der falschen Situation selbstfl ußend ist, garantiert ein Scheitern.
Die richtige Wahl für Ihr Ziel treffen
Verwenden Sie diese Checkliste, um Ihre Technik zu diagnostizieren und zu korrigieren.
- Wenn Ihr Hauptaugenmerk auf einer starken, dichten Verbindung liegt: Beginnen Sie immer damit, Rohr und Fitting mechanisch mit Schleifpapier zu reinigen, bis sie gleichmäßig hell sind, und tragen Sie dann eine dünne Schicht des richtigen Flussmittels auf.
- Wenn Sie ein Hitzeproblem vermuten: Konzentrieren Sie den größten Teil Ihrer Hitze auf das dickere Fitting, erhitzen Sie die Baugruppe gleichmäßig auf Kirschrot und halten Sie den Stab auf die Verbindungsstelle gegenüber der Flamme. Das Kupfer selbst sollte den Stab sofort schmelzen und ihn einziehen.
- Wenn der Stab schmilzt, aber nur auf der Oberfläche liegt: Ihre Verbindung ist entweder kontaminiert oder Sie haben Ihr Flussmittel durch Überhitzung verbrannt. Lassen Sie es abkühlen, reinigen Sie es gründlich, tragen Sie das Flussmittel erneut auf und versuchen Sie es mit weniger Hitze erneut.
Beherrschen Sie die Beziehung zwischen Sauberkeit und Hitze, und Sie werden den Hartlötprozess beherrschen.
Zusammenfassungstabelle:
| Häufiges Problem | Grundursache | Lösung |
|---|---|---|
| Stab bildet eine Kugel & rollt ab | Grundmetall zu kalt | Kupfer auf stumpfes Kirschrot erhitzen, Fokus auf dickeres Fitting |
| Stab schmilzt, fließt aber nicht | Oberflächenkontamination oder verbranntes Flussmittel | Gründlich reinigen, Flussmittel erneut auftragen, Überhitzung vermeiden |
| Unvollständige Füllung der Verbindung | Falscher Spaltabstand oder schlechte Kapillarwirkung | Spalt von 0,05–0,125 mm beibehalten, Stab auf Seite gegenüber der Flamme zuführen |
Haben Sie Schwierigkeiten mit der Konsistenz beim Hartlöten in Ihrem Labor oder Ihrer Werkstatt? KINTEK ist spezialisiert auf präzise Laborgeräte und Verbrauchsmaterialien, die zuverlässige Ergebnisse gewährleisten. Unsere Hartlötbrenner, Temperatursteuerungen und hochreinen Flussmittel helfen Technikern und Ingenieuren, jedes Mal perfekte Verbindungen zu erzielen.
Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie KINTEK-Lösungen Ihren Hartlötprozess verbessern und stärkere, zuverlässigere Verbindungen für Ihre Labor- oder Fertigungsanforderungen liefern können.
Visuelle Anleitung
Ähnliche Produkte
- Bornitrid (BN) Keramikstab für Hochtemperaturanwendungen
- Präzisionsbearbeitete Yttrium-stabilisierte Zirkonoxid-Keramikstäbe für fortschrittliche Feinkeramik
- Technische Keramik Aluminiumoxid-Stab (Al2O3) Isoliert für industrielle Anwendungen
- Kundenspezifischer PTFE-Teflon-Teilehersteller für PTFE-Rührstäbchen-Rückgewinnungsstange
- Vakuum-Wärmebehandlungs-Sinter-Hartlöt-Ofen
Andere fragen auch
- Was ist der Zweck von Bornitrid (BN)-Isolierplatten in SPS? Entkopplung thermischer und elektrischer Sintereffekte
- Warum werden Tiegel aus Bornitrid (BN) oder Aluminiumoxid für das Na-Fluss-GaN-Wachstum bevorzugt? Optimieren Sie Ihre Kristallaausbeute
- Warum werden Bornitridschläuche als Reaktionsgefäße für Na3SbS4 ausgewählt? Gewährleistung der Reinheit bei Hochtemperatursynthese
- Warum wird Bornitridbeschichtung beim VHP-Sintern verwendet? Verhindert Kohlenstoffdiffusion & Gewährleistet saubere Formenfreigabe
- Warum verwendet man Bornitrid (BN)-Tiegel für die Metallinfiltration? Gewährleistung von Probenreinheit und Nichtbenetzbarkeit.




