Um zu sintern, verdichten Sie ein Materialpulver zu einer gewünschten Form (einem „Grünling“) und erhitzen es dann auf eine hohe Temperatur, jedoch unterhalb seines Schmelzpunktes. Diese kontrollierte Erwärmung verleiht den Atomen in den Pulverpartikeln genügend Energie, um über ihre Grenzen zu diffundieren, sie miteinander zu verschmelzen und das lose Pulver in ein dichtes, festes Objekt umzuwandeln. Bei vielen Prozessen, insbesondere bei Keramiken, beinhaltet dies das Mischen des Pulvers zu einer Aufschlämmung, das Sprühtrocknen, das Pressen in eine Form und das Durchführen eines Niedertemperatur-Ausbrennens, um Bindemittel vor dem eigentlichen Hochtemperatursintern zu entfernen.
Beim Sintern geht es nicht ums Schmelzen; es ist ein Festkörperprozess zur Herstellung dichter Objekte aus Pulvern. Sein Hauptzweck besteht darin, Partikel mithilfe von Wärme und manchmal Druck zu verschmelzen, was es zur wesentlichen Herstellungsmethode für Hochleistungskeramiken und Metalle mit extrem hohen Schmelzpunkten macht.

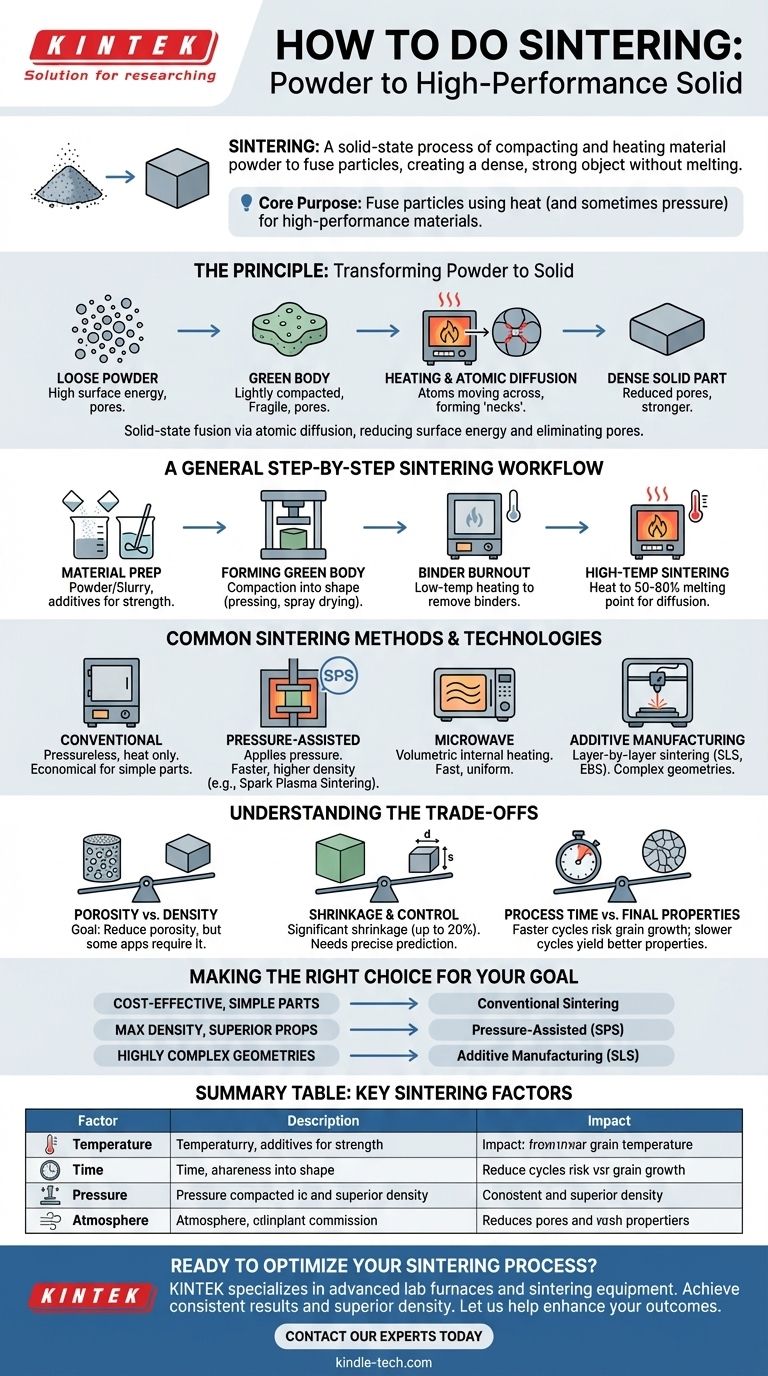
Das Prinzip: Wie Sintern Pulver in Feststoff umwandelt
Das Sintern funktioniert, indem die Oberflächenenergie einer Partikelsammlung reduziert wird. Durch das Erhitzen wird das System dazu angeregt, die Hohlräume (Poren) zwischen den Partikeln zu beseitigen, was zu einem festeren, dichteren Endteil führt.
Der „Grünling“: Eine ungebrannte Grundlage
Der Prozess beginnt mit der Verdichtung des Ausgangsmaterialpulvers zu einer Form. Dieses vor dem Sintern hergestellte Objekt wird als Grünling bezeichnet.
Der Grünling hat die gewünschte Geometrie, ist aber mechanisch zerbrechlich und wird nur durch Partikelreibung oder ein temporäres Bindemittel zusammengehalten.
Die Rolle von Wärme und Atomdiffusion
Wenn der Grünling in einem Ofen erhitzt wird, gewinnen die Atome thermische Energie. Sie werden mobil und beginnen zu wandern oder zu diffundieren.
Diese Diffusion findet am schnellsten an den Kontaktstellen zwischen den Partikeln statt. Atome bewegen sich, um die Lücken zu füllen und „Hälse“ zu bilden, die benachbarte Partikel miteinander verbinden und sie auf mikroskopischer Ebene effektiv zusammenschweißen.
Dichte ohne Schmelzen erreichen
Der entscheidende Aspekt des Sinterns ist, dass diese Verschmelzung vollständig im Festkörperzustand erfolgt. Das Material erreicht seinen Schmelzpunkt nie, um flüssig zu werden.
Während der Prozess fortschreitet, wachsen die Hälse zwischen den Partikeln und die Poren schrumpfen. Das gesamte Teil wird dichter und fester und schrumpft oft im Gesamtvolumen, da die inneren Hohlräume beseitigt werden.
Ein allgemeiner schrittweiser Sinter-Workflow
Obwohl die spezifischen Parameter je nach Material variieren, folgen die meisten konventionellen Sinterprozesse einem ähnlichen Weg vom Pulver zum fertigen Teil.
Schritt 1: Materialvorbereitung
Das Ausgangsmaterial ist ein feines Pulver. Es kann mit einem Bindemittel gemischt werden, um die Festigkeit des Grünlings zu verbessern, oder mit anderen Zusatzstoffen, um den Sinterprozess zu unterstützen. Diese Mischung kann zu einer wässrigen Aufschlämmung verarbeitet werden.
Schritt 2: Formen des Grünlings
Das Pulver wird in die gewünschte Form gepresst. Dies geschieht üblicherweise durch Pressen in eine Matrize oder Form, ein Prozess, der als Verdichtung bezeichnet wird. Bei Aufschlämmungen kann Sprühtrocknung verwendet werden, um vor dem Pressen gleichmäßige Granulate zu erzeugen.
Schritt 3: Binder-Ausbrennen (Entbindern)
Wenn ein Bindemittel verwendet wurde, durchläuft der Grünling einen Niedertemperatur-Heizzyklus. Dieser Schritt dient dazu, das Bindemittel langsam auszubrennen, ohne das zerbrechliche Teil zu beschädigen, bevor das eigentliche Sintern beginnt.
Schritt 4: Hochtemperatursintern
Das Teil wird in einem kontrollierten Ofen auf die Sintertemperatur erhitzt, die typischerweise 50–80 % des absoluten Schmelzpunktes des Materials beträgt. Es wird für eine festgelegte Zeit bei dieser Temperatur gehalten, um eine ausreichende Atomdiffusion und Verdichtung zu ermöglichen.
Gängige Sintermethoden und -technologien
Über die konventionelle Ofenmethode hinaus bieten mehrere fortschrittliche Techniken eine bessere Geschwindigkeit, Kontrolle und Endteilqualität.
Konventionelles (druckloses) Sintern
Dies ist die gebräuchlichste und einfachste Methode, die sich ausschließlich auf die Wärme in einem Ofen mit kontrollierter Atmosphäre zur Förderung der Verdichtung stützt. Sie wird häufig für Keramiken, Töpferwaren und einige Metallteile verwendet.
Druckunterstütztes Sintern
Das Anlegen von externem Druck während des Erhitzens beschleunigt den Verdichtungsprozess erheblich. Dies hilft, Poren effektiver zu schließen und kann bei niedrigeren Temperaturen durchgeführt werden. Funkenplasmagesintertes Sintern (SPS) ist eine fortschrittliche Form, die einen gepulsten elektrischen Strom verwendet, um Wärme und Druck gleichzeitig zu erzeugen.
Mikrowellensintern
Diese Technik verwendet Mikrowellenstrahlung, um das Material volumetrisch und von innen heraus zu erhitzen, anstatt von außen nach innen. Dies kann zu viel schnelleren Aufheizraten und homogeneren Mikrostrukturen führen.
Sintern bei additiver Fertigung
Techniken wie Selektives Lasersintern (SLS) und Elektronenstrahlsintern (EBS) sind 3D-Druckverfahren. Sie verwenden einen fokussierten Energiestrahl, um das pulverförmige Material Schicht für Schicht zu sintern, was die Herstellung hochkomplexer Geometrien ermöglicht, die mit traditionellem Formen unmöglich sind.
Die Abwägungen verstehen
Das Sintern ist ein leistungsstarker Prozess, erfordert jedoch eine sorgfältige Steuerung, um das gewünschte Ergebnis zu erzielen. Sein Erfolg ist ein Gleichgewicht zwischen konkurrierenden Faktoren.
Porosität vs. Dichte
Das Hauptziel des Sinterns ist die Reduzierung der Porosität (des leeren Raums innerhalb eines Teils). Während eine hohe Dichte oft für die Festigkeit erwünscht ist, erfordern einige Anwendungen, wie Filter, die absichtliche Beibehaltung eines bestimmten Porositätsgrades.
Schrumpfung und Maßkontrolle
Wenn ein Teil dichter wird, schrumpft es. Diese Schrumpfung kann erheblich sein (bis zu 20 % des Volumens) und muss bei der anfänglichen Form- und Grünlingskonstruktion genau vorhergesagt und berücksichtigt werden, um die korrekten Endabmessungen zu erzielen.
Prozesszeit vs. Endeigenschaften
Schnellere Sinterzyklen bei höheren Temperaturen können die Herstellungszeit verkürzen, bergen jedoch das Risiko eines abnormalen Kornwachstums, das das Endteil schwächen kann. Langsamere, kontrolliertere Zyklen führen typischerweise zu überlegenen und konsistenteren Materialeigenschaften.
Die richtige Wahl für Ihr Ziel treffen
Der beste Sinteransatz hängt vollständig von Ihrem Material, der gewünschten Teilkomplexität und den Leistungsanforderungen ab.
- Wenn Ihr Hauptaugenmerk auf der kostengünstigen Herstellung einfacher Keramik- oder Metallteile liegt: Das konventionelle, drucklose Sintern in einem Ofen ist die etablierteste und wirtschaftlichste Wahl.
- Wenn Ihr Hauptaugenmerk auf der Erzielung maximaler Dichte und überlegener mechanischer Eigenschaften liegt: Druckunterstützte Methoden wie SPS bieten die beste Verdichtung und Mikrostrukturkontrolle, insbesondere für fortschrittliche Materialien.
- Wenn Ihr Hauptaugenmerk auf der Herstellung hochkomplexer Einzelgeometrien liegt: Additive Fertigungsverfahren wie das Selektive Lasersintern (SLS) sind die ideale Lösung.
Letztendlich geht es bei der Beherrschung des Sinterns darum, Wärme und Druck zu kontrollieren, um einfaches Pulver in eine hochleistungsfähige feste Komponente umzuwandeln.
Zusammenfassungstabelle:
| Wichtiger Sinterfaktor | Beschreibung | Auswirkung auf das Endteil |
|---|---|---|
| Temperatur | Typischerweise 50–80 % des Schmelzpunktes des Materials. | Treibt die Atomdiffusion zur Partikelverschmelzung an. |
| Zeit | Dauer bei Sintertemperatur. | Kontrolliert die Verdichtung und das Kornwachstum. |
| Druck | Während des Erhitzens ausgeübte Kraft (bei einigen Methoden). | Erhöht die Dichte, reduziert Porosität & Temperatur. |
| Atmosphäre | Kontrollierte Gasumgebung im Ofen. | Verhindert Oxidation, gewährleistet korrekte chemische Reaktionen. |
Bereit, Ihren Sinterprozess zu optimieren?
Ob Sie neue Materialien entwickeln oder die Produktion skalieren, die präzise Kontrolle von Temperatur, Atmosphäre und Druck ist entscheidend für den Erfolg.
KINTEK ist spezialisiert auf fortschrittliche Laboröfen und Sinteranlagen für Forscher und Hersteller, die mit Keramiken, Metallen und fortschrittlichen Pulvern arbeiten. Unsere Lösungen helfen Ihnen, konsistente Ergebnisse, überlegene Dichte und kontrollierte Mikrostrukturen zu erzielen.
Lassen Sie uns Ihnen helfen, Ihre Sinterergebnisse zu verbessern.
Kontaktieren Sie noch heute unsere Experten, um Ihre spezifische Anwendung zu besprechen und den perfekten Ofen oder die passende Presse für Ihre Anforderungen zu finden.
Visuelle Anleitung
Ähnliche Produkte
- Vakuumwärmebehandlungs- und Sinterofen mit 9 MPa Luftdruck
- Funkenplasmagesinterter Ofen SPS-Ofen
- Vakuum-Molybdän-Draht-Sinterofen zum Vakuumsintern
- Kleine Vakuum-Wärmebehandlungs- und Wolframdraht-Sinteranlage
- Dental Porcelain Zirkon Sinterkeramik Vakuum-Pressofen
Andere fragen auch
- Welchen Einfluss hat die Sintertemperatur auf die Korngröße? Ein Leitfaden zur Mikrostrukturkontrolle
- Welche Arten von Sinteröfen gibt es? Ein Leitfaden zu Heizung, Handhabung & Atmosphäre
- Was ist der Sinn des Sinterns? Starke, komplexe Teile ohne Schmelzen herstellen
- Was ist der Prozess des Drucksinterns? Erreichen Sie überlegene Dichte und Festigkeit für Hochleistungsteile
- Ist Sintern dasselbe wie Heißpressen? Entdecken Sie die entscheidenden Unterschiede für eine bessere Materialleistung



















