Auf den ersten Blick erscheinen Walzbiegen und Rollformen ähnlich, da beide Walzen zur Metallformung verwenden. Es handelt sich jedoch um grundlegend unterschiedliche Fertigungsprozesse, die für völlig verschiedene Anwendungen konzipiert sind. Beim Walzbiegen wird eine bestehende Strukturform – wie ein Rohr oder ein I-Träger – genommen und zu einem großen Bogen gekrümmt, während beim Rollformen ein flacher Blechstreifen schrittweise zu einem komplexen, linearen Querschnitt geformt wird.
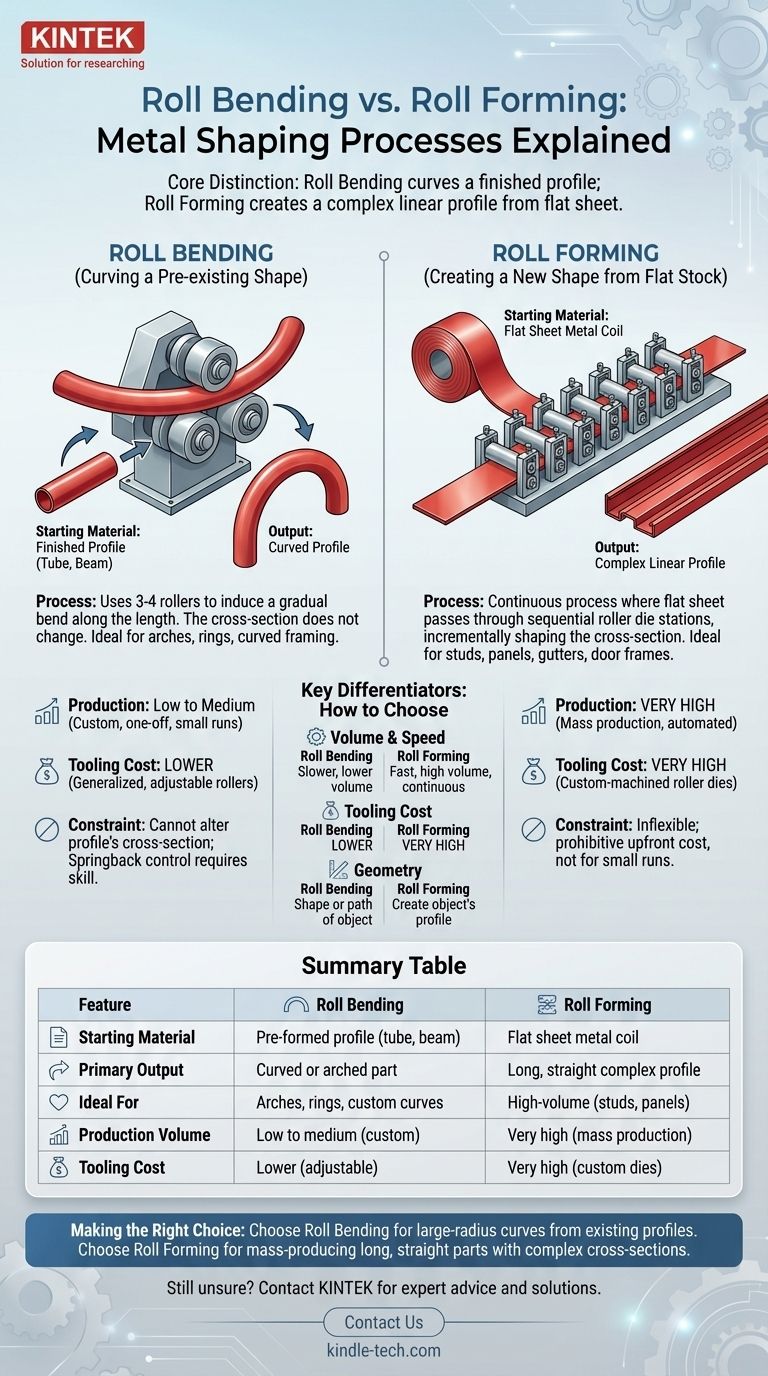
Der Kernunterschied liegt im Input und Output. Das Walzbiegen beginnt mit einem fertigen Profil und erzeugt eine Krümmung. Das Rollformen beginnt mit flachem Blech und erzeugt ein komplexes lineares Profil.

Der Kernprozess: Eine Geschichte zweier Geometrien
Das Verständnis der Mechanik jedes Prozesses offenbart ihre einzigartigen Zwecke. Die Maschinen, der Materialfluss und das Endprodukt könnten unterschiedlicher nicht sein.
Walzbiegen: Krümmen einer bereits vorhandenen Form
Beim Walzbiegen, auch als Profilbiegen bekannt, wird ein Satz von drei oder vier Walzen in einer Pyramiden- oder Klemmkonfiguration verwendet.
Eine vorgeformte Strukturform, wie ein Rohr, ein Winkelprofil oder ein Strangpressprofil, wird durch diese Walzen geführt. Der Druck und die Position der Walzen bewirken eine allmähliche Biegung entlang der Länge des Materials.
Das Schlüsselprinzip ist, dass sich der Querschnitt des Profils nicht ändert. Der Prozess krümmt lediglich das gesamte Teil in einen gewünschten Radius und erzeugt so Komponenten wie strukturelle Bögen, Ringe oder gekrümmte Rahmen.
Rollformen: Eine neue Form aus Flachmaterial schaffen
Rollformen ist ein kontinuierlicher Prozess, der mit einer langen Rolle flachen Blechs beginnt. Dieser Streifen wird durch eine Reihe von Walzwerkzeugen geführt, die in einer langen Linie angeordnet sind.
Jede Station verfügt über einen einzigartigen Satz von Walzen, der einen kleinen, inkrementellen Teil der Gesamtbiegung ausführt. Während der Metallstreifen die aufeinanderfolgenden Stationen durchläuft, wird sein Querschnitt allmählich zu einem endgültigen, komplexen Profil geformt.
Diese Methode wird verwendet, um lange, gerade Teile mit einem gleichmäßigen Querschnitt herzustellen, wie z. B. Metallständer, Dachplatten, Dachrinnen und Türrahmen.
Hauptunterscheidungsmerkmale: Wie man wählt
Die Entscheidung zwischen diesen beiden Prozessen ist selten zweideutig. Ihre Wahl wird von der Geometrie Ihres Teils, dem erforderlichen Produktionsvolumen und Ihrem Budget für Werkzeuge bestimmt.
Ausgangsmaterial und Endgeometrie
Walzbiegen beginnt mit maßlich vollständigen Profilen und ändert deren Längsform von gerade zu gekrümmt. Stellen Sie es sich so vor, als würde man den Weg eines Objekts formen.
Rollformen beginnt mit einem einfachen flachen Blech und erzeugt eine komplexe Querschnittsform entlang eines geraden Pfades. Es geht darum, das Profil des Objekts selbst zu erstellen.
Produktionsvolumen und Geschwindigkeit
Rollformen ist ein extrem schneller, automatisierter und kontinuierlicher Prozess. Es ist für die Hochvolumenproduktion konzipiert, bei der Tausende von Metern eines bestimmten Profils benötigt werden.
Walzbiegen ist ein viel langsamerer, bewussterer Prozess. Es wird oft für kundenspezifische Fertigungen mit geringerem Volumen, einmalige architektonische Teile oder kleine Produktionsläufe verwendet.
Werkzeug- und Einrichtungskosten
Der bedeutendste geschäftliche Unterschied ist die Werkzeuginvestition. Rollformen erfordert eine lange Reihe von kundenspezifisch gefertigten Walzwerkzeugen, eines für jede Biegungsstufe. Dies führt zu sehr hohen anfänglichen Werkzeugkosten, oft Zehntausende oder Hunderttausende von Dollar.
Walzbiegen verwendet allgemeinere, oft einstellbare Walzen, die eine Reihe von Standardprofilgrößen aufnehmen können. Dies führt zu deutlich niedrigeren Einrichtungs- und Werkzeugkosten, wodurch es für kleinere Aufträge zugänglich ist.
Die Kompromisse und Einschränkungen verstehen
Kein Prozess ist universell überlegen; jeder hat klare Einschränkungen, die seinen idealen Anwendungsfall definieren. Die objektive Bewertung dieser Kompromisse ist entscheidend für eine fundierte Fertigungsentscheidung.
Die Einschränkungen des Walzbiegens
Die Haupteinschränkung des Walzbiegens ist, dass es den Querschnitt eines Profils nicht erzeugen oder verändern kann. Sie müssen mit der gewünschten Form beginnen.
Darüber hinaus erfordert die Kontrolle des Material-Rückfederung – der Tendenz des Metalls, teilweise in seine ursprüngliche Form zurückzukehren – erhebliche Fähigkeiten und Erfahrung des Bedieners, um präzise Radien konsistent zu erzielen.
Die hohe Eintrittsbarriere für das Rollformen
Der Hauptnachteil des Rollformens sind die prohibitiv hohen Vorab-Werkzeugkosten. Diese Investition ist nur bei sehr hohen Produktionsvolumina gerechtfertigt, die es ermöglichen, die Kosten auf viele Einheiten zu amortisieren.
Dieser Prozess ist auch unflexibel. Sobald ein Satz Walzwerkzeuge erstellt ist, kann er nur ein bestimmtes Profil produzieren. Jede Designänderung erfordert eine teure Neuwerkzeugbestückung. Für Prototypen oder Kleinserien ist es völlig ungeeignet.
Die richtige Wahl für Ihre Anwendung treffen
Die Auswahl des richtigen Prozesses wird einfach, wenn Sie sich auf das Hauptziel Ihres Projekts konzentrieren: Erstellen Sie eine Kurve oder erstellen Sie ein Profil?
- Wenn Ihr Hauptaugenmerk darauf liegt, große Radien, Ringe oder Bögen aus bestehenden Rohren, Trägern oder Strangpressprofilen zu erzeugen: Walzbiegen ist die korrekte und kostengünstigste Methode.
- Wenn Ihr Hauptaugenmerk darauf liegt, lange, gerade Teile mit einem konsistenten, komplexen Querschnitt aus Blech in Massenproduktion herzustellen: Rollformen ist der einzig praktikable Prozess, um Geschwindigkeit und niedrige Stückkosten in großem Maßstab zu erreichen.
- Wenn Ihr Hauptaugenmerk darauf liegt, eine geringe Menge gerader, kundenspezifischer Profile zu erstellen: Keiner der beiden Prozesse ist ideal; Sie sollten das Abkanten in Betracht ziehen, das eine größere Flexibilität für kleine Chargen bietet.
Indem Sie den grundlegenden Unterschied zwischen dem Krümmen eines bestehenden Profils und dem Formen eines neuen verstehen, können Sie den Fertigungsprozess, der perfekt zu Ihrer Designabsicht und Ihren Produktionszielen passt, souverän auswählen.
Zusammenfassungstabelle:
| Merkmal | Walzbiegen | Rollformen |
|---|---|---|
| Ausgangsmaterial | Vorgeformtes Strukturprofil (Rohr, Träger) | Flaches Blechband |
| Primärer Output | Gekrümmtes oder gebogenes Teil | Langes, gerades Teil mit komplexem Querschnitt |
| Ideal für | Bögen, Ringe, kundenspezifische Krümmungen | Hochvolumenproduktion (z. B. Metallständer, Paneele) |
| Produktionsvolumen | Niedrig bis mittel (kundenspezifisch, Einzelanfertigung) | Sehr hoch (Massenproduktion) |
| Werkzeugkosten | Niedriger (generalisierte, einstellbare Walzen) | Sehr hoch (kundenspezifische Walzwerkzeuge) |
Sind Sie sich noch unsicher, welcher Metallumformprozess für Ihr Projekt der richtige ist?
Bei KINTEK sind wir darauf spezialisiert, die richtige Ausrüstung und fachkundige Beratung für Ihre Labor- und Fertigungsanforderungen bereitzustellen. Egal, ob Sie mit Strukturprofilen oder Blechen arbeiten, unser Team kann Ihnen helfen, die perfekte Lösung zu finden, um Präzision, Effizienz und Kosteneffizienz zu gewährleisten.
Kontaktieren Sie uns noch heute über unser Kontaktformular, um Ihre spezifische Anwendung zu besprechen und zu erfahren, wie KINTEK Ihren Erfolg unterstützen kann.
Visuelle Anleitung