Im Kern liegt der Unterschied zwischen einer Zwei-Platten- und einer Drei-Platten-Spritzgussform darin, wie das fertige Teil vom Kunststoffversorgungssystem, dem sogenannten Angusskanal, getrennt wird. Eine Zwei-Platten-Form ist einfacher und verfügt über eine einzige Trennebene, an der das Teil und der Angusskanal gemeinsam ausgeworfen werden. Eine Drei-Platten-Form ist komplexer und verwendet zwei Trennebenen, um den Angusskanal vor dem Auswerfen automatisch vom Teil innerhalb der Form zu trennen.
Die Wahl ist ein grundlegender Kompromiss. Zwei-Platten-Formen priorisieren Einfachheit und geringere Werkzeugkosten, während Drei-Platten-Formen Designflexibilität und automatisierte Produktion priorisieren, oft zu höheren Anfangskosten.

Der Aufbau einer Zwei-Platten-Form
Eine Zwei-Platten-Form ist die gebräuchlichste und einfachste Art von Spritzgussform. Sie besteht aus zwei Hauptteilen, oft als A-Seite (Kavität) und B-Seite (Kern) bezeichnet, die sich an einer einzigen Ebene treffen.
Funktionsweise: Eine Trennebene
Wenn sich die Form öffnet, trennt sie sich entlang einer einzigen Trennebene. Das geformte Teil und das daran befestigte Angusskanalsystem werden durch Auswerferstifte gemeinsam aus der Formkavität gedrückt.
Das befestigte Angusskanalsystem
Bei dieser Konstruktion befinden sich die Kanäle, die den geschmolzenen Kunststoff zum Teil führen – der Anguss und die Läufer – in derselben Ebene wie das Teil selbst. Folglich bleibt der erstarrte Angusskanal beim Auswerfen am Teil befestigt.
Übliche Anschnittstrategie: Kantenanschnitt
Da sich der Angusskanal auf der Trennebene befindet, befindet sich der Anschnitt (die kleine Öffnung, die den Angusskanal mit dem Teil verbindet) fast immer am Rand des Teils. Dies wird als Kantenanschnitt oder Seitenanschnitt bezeichnet. Dies erfordert oft einen sekundären, manuellen Arbeitsgang, um den Angusskanal und den Anschnitt vom fertigen Teil abzutrennen.
Das fortschrittliche Design einer Drei-Platten-Form
Eine Drei-Platten-Form führt eine zusätzliche Platte ein und schafft so ein komplexeres Werkzeug mit größerer Funktionsfähigkeit. Sie besteht aus einer stationären Seite, einer beweglichen Seite und einer „schwimmenden“ Läuferplatte dazwischen.
Funktionsweise: Zwei Trennebenen
Dieses Design weist zwei unterschiedliche Trennebenen auf. Wenn sich die Form zu öffnen beginnt, öffnet sich die erste Trennebene, um die Anschnittverbindung zwischen dem Teil und dem Angusskanal zu trennen. Wenn sie sich weiter öffnet, öffnet sich die zweite Trennebene, um das nun getrennte Angusskanalsystem auszuwerfen.
Das getrennte Angusskanalsystem
Die Schlüssel-Innovation besteht darin, dass das Angusskanalsystem in seiner eigenen Ebene auf der Läuferplatte untergebracht ist. Dies ermöglicht es der Form, den Anschnitt während der Öffnungssequenz der Form automatisch abzutrennen und den Angusskanal vom Teil zu trennen. Dies wird oft als automatisches Entgraten bezeichnet.
Die Kraft des Nadelanschnitts
Diese Trennung ermöglicht die Verwendung von Nadelanschnitten (Pinpoint Gates), die fast überall auf der Oberfläche des Teils platziert werden können, nicht nur am Rand. Dies ist ideal, um große Teile zentral zu füllen, an nicht-kosmetischen Oberflächen anzuschneiden oder mehrere Kavitäten symmetrisch für eine ausgewogene Füllung zu versorgen.
Die Kompromisse verstehen
Die Wahl zwischen diesen beiden Formtypen hat erhebliche Auswirkungen auf Kosten, Design und Produktionseffizienz.
Designflexibilität und Ästhetik
Eine Drei-Platten-Form bietet weitaus größere Flexibilität. Sie ermöglicht es Ihnen, einen Anschnitt in der Mitte eines runden Teils zu platzieren, um einen gleichmäßigen Fluss zu gewährleisten, oder ihn auf einer nicht sichtbaren Oberfläche zu verstecken, wodurch das kosmetische Erscheinungsbild des Teils erhalten bleibt.
Eine Zwei-Platten-Form ist restriktiver. Die Anschnittposition ist auf den Umfang des Teils beschränkt, was für die Füllung nicht ideal sein kann oder eine unerwünschte kosmetische Beeinträchtigung hinterlassen kann.
Werkzeugkosten und Komplexität
Zwei-Platten-Formen sind einfacher im Aufbau, haben weniger Komponenten und sind daher kostengünstiger und schneller herzustellen.
Drei-Platten-Formen sind aufgrund der zusätzlichen Platte und der Mechanismen, die zur Steuerung der beiden getrennten Öffnungsbewegungen erforderlich sind, von Natur aus komplexer. Dies führt zu deutlich höheren anfänglichen Werkzeugkosten und mehr Wartungsaufwand.
Zykluszeit und Automatisierung
Eine Drei-Platten-Form ermöglicht einen vollständig automatisierten Prozess. Durch das separate Auswerfen des Teils und des Angusskanals entfällt die Notwendigkeit, dass eine Person oder ein Roboter den Angusskanal manuell entfernt. Dies kann die Gesamtproduktionskosten pro Teil senken, insbesondere bei hohen Stückzahlen.
Eine Zwei-Platten-Form hat möglicherweise eine schnellere Formöffnungs- und Schließzeit, aber die gesamte Zykluszeit kann länger sein, sobald die notwendige manuelle Entfernung des Angusskanals berücksichtigt wird.
Materialverschwendung
Das Angusskanalsystem in einer Drei-Platten-Form ist oft größer und komplexer als in einer Zwei-Platten-Form, was zu mehr verschwendetem Kunststoffmaterial pro Zyklus führen kann. Dies ist ein wichtiger Gesichtspunkt, es sei denn, es wird ein fortschrittlicheres (und noch teureres) Heißkanalsystem verwendet.
Die richtige Wahl für Ihr Ziel treffen
Die spezifischen Anforderungen Ihres Teils bestimmen die richtige Formkonstruktion.
- Wenn Ihr Hauptaugenmerk auf Kosteneffizienz und einfacher Teilegeometrie liegt: Eine Zwei-Platten-Form ist die überlegene Wahl, insbesondere wenn eine Anschnittmarkierung am Rand des Teils akzeptabel ist und die Produktionsvolumina gering bis moderat sind.
- Wenn Ihr Hauptaugenmerk auf Designflexibilität und kosmetischer Erscheinung liegt: Eine Drei-Platten-Form ist erforderlich für Teile, die einen zentralen Anschnitt benötigen, kritische ästhetische Oberflächen aufweisen oder für die Hochvolumen-, automatisierte Produktion bestimmt sind.
- Wenn Sie mehrere, kleine identische Teile in einem Schuss formen: Eine Drei-Platten-Form ermöglicht ein ausgewogenes Angusskanal-Layout, das jede Kavität von ihrem idealen Mittelpunkt aus versorgt und so eine höhere Qualität und Konsistenz gewährleistet.
Das Verständnis dieser grundlegenden Wahl zwischen Einfachheit und Flexibilität ist der erste Schritt zur Entwicklung eines Teils, das wirklich für die Fertigung optimiert ist.
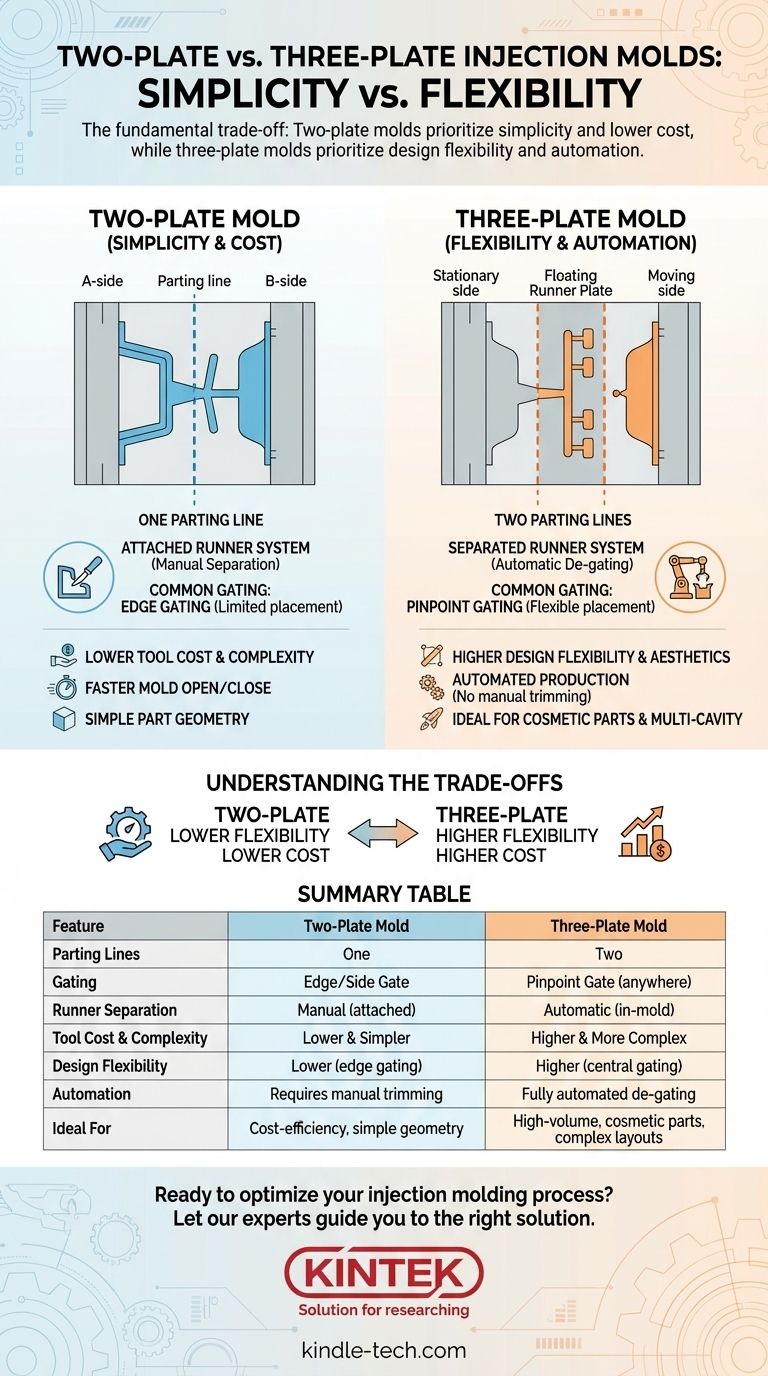
Zusammenfassungstabelle:
| Merkmal | Zwei-Platten-Form | Drei-Platten-Form |
|---|---|---|
| Trennebenen | Eins | Zwei |
| Anschnitt | Kanten-/Seitenanschnitt | Nadelanschnitt (überall) |
| Angusskanal-Trennung | Manuell (befestigt) | Automatisch (in der Form) |
| Werkzeugkosten & Komplexität | Niedriger & Einfacher | Höher & Komplexer |
| Designflexibilität | Geringer (Kantenanschnitt) | Höher (Zentralanschnitt) |
| Automatisierung | Erfordert manuelles Entgraten | Vollautomatische Entgratung |
| Ideal für | Kosteneffizienz, einfache Geometrie | Hohes Volumen, kosmetische Teile, komplexe Layouts |
Bereit, Ihren Spritzgussprozess zu optimieren? Die Wahl zwischen einer Zwei-Platten- und einer Drei-Platten-Form ist entscheidend für den Erfolg Ihres Projekts und beeinflusst Kosten, Qualität und Produktionsgeschwindigkeit. Bei KINTEK sind wir darauf spezialisiert, die präzisen Laborgeräte und Verbrauchsmaterialien zu liefern, die für Prototyping und Fertigung benötigt werden, und helfen Ihnen, fundierte Entscheidungen für Ihre Kunststoffteile zu treffen. Lassen Sie sich von unseren Experten zur richtigen Lösung führen. Kontaktieren Sie KINTEK noch heute, um Ihre spezifischen Labor- und Produktionsanforderungen zu besprechen!
Visuelle Anleitung
Ähnliche Produkte
- Kleine Spritzgießmaschine für Laboranwendungen
- Ringpressform für Laboranwendungen
- Labor-Infrarot-Pressform
- Infrarot-Pressform für Laboranwendungen ohne Entformung
- XRF Borsäure Labor Pulver Pellet Pressform für Laborgebrauch
Andere fragen auch
- Welche Branchen nutzen Spritzguss? Von der Medizin bis zur Automobilindustrie – überall präsent
- Was sind die 5 Schritte des Spritzgusses? Ein Leitfaden für eine effiziente, qualitativ hochwertige Produktion
- Was sind die zwei gängigsten Arten von Spritzgussverfahren? Thermoplaste vs. Duroplaste erklärt
- Was ist die Anwendung von Spritzgießmaschinen? Ermöglichung der Massenproduktion komplexer Teile
- Was kann man mit einer Spritzgussmaschine herstellen? Hochwertige Kunststoffteile effizient in Massenproduktion fertigen



















