
Der Reiz der Leistungsfähigkeit
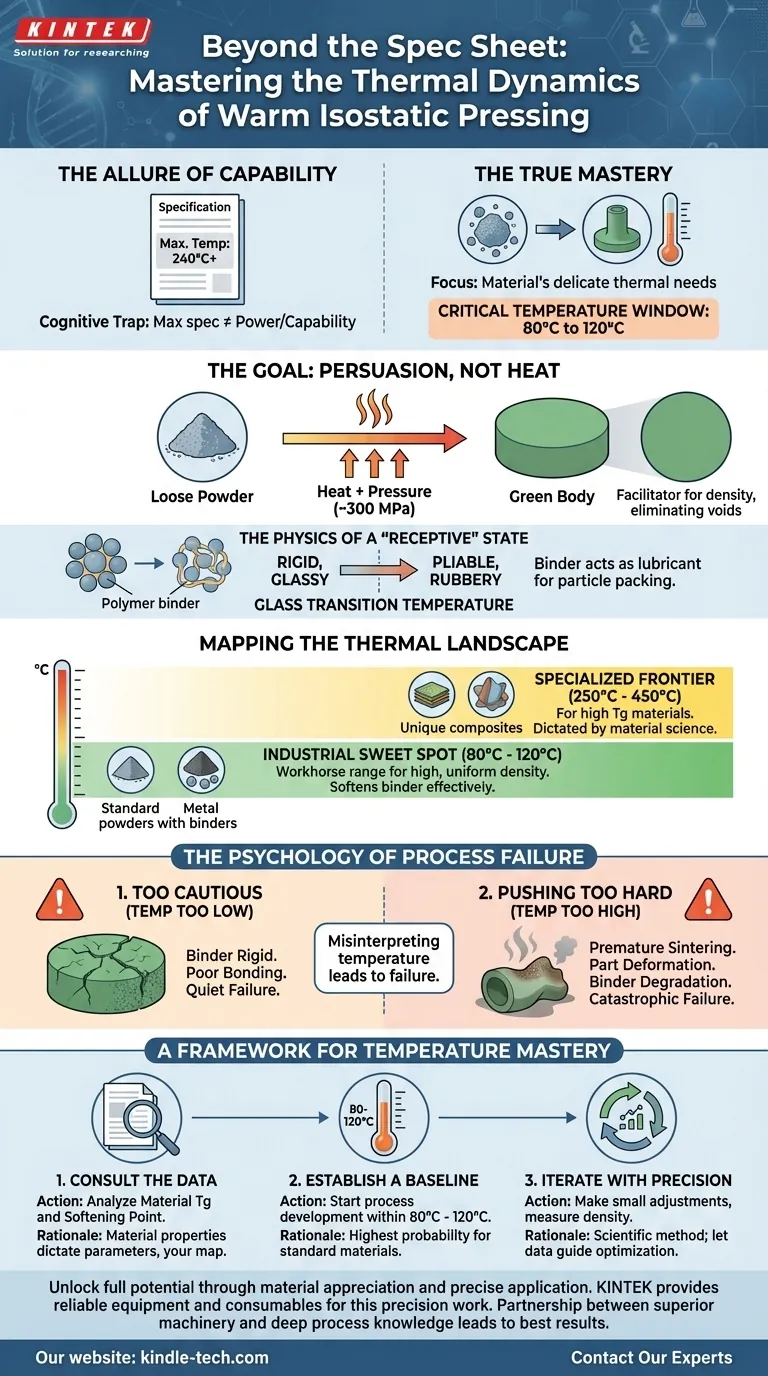
Wenn Ingenieure ein neues Ausrüstungsstück bewerten, tendieren sie oft zum Datenblatt. Eine Warmisostatische Presse (WIP) kann eine Maximaltemperatur von 240 °C oder höher aufweisen, und der unmittelbare psychologische Impuls ist, dies als Maß für Leistung oder Fähigkeit zu betrachten.
Dies ist eine subtile kognitive Falle.
Die wahre Beherrschung des warmisostatischen Pressens liegt nicht in der Nutzung des vollen Bereichs der Maschine, sondern im Verständnis der empfindlichen thermischen Bedürfnisse des Pulvers, das Sie formen. Das kritischste Temperaturfenster ist oft ein schmales, unscheinbares Band: 80 °C bis 120 °C.
Das Ziel ist nicht Hitze, sondern Überzeugung
Der Zweck der Temperatur in einer WIP ist nicht, etwas zu kochen oder zu schmelzen. Es ist, zu überzeugen.
Das Hauptziel ist es, einen "Grünkörper" – ein dichtes, gleichmäßiges, ungebranntes Teil – aus einem losen Pulver herzustellen. Druck allein kann nur begrenzt helfen. Wärme ist der entscheidende Ermöglicher, der die Pulverpartikel plastischer und empfänglicher für den immensen, gleichmäßigen Druck (oft um die 300 MPa) macht.
Stellen Sie es sich so vor, als würden Sie die Partikel davon überzeugen, ihre effizienteste Anordnung zu finden und die Lücken zwischen ihnen zu beseitigen.
Die Physik eines "empfänglichen" Zustands
Für die meisten Materialien, insbesondere Keramik- oder Metallpulver, die mit einem Polymerbinder gemischt sind, wird dieser Zustand der Empfänglichkeit knapp über ihrer Glasübergangstemperatur erreicht.
Dies ist der Punkt, an dem das Material, insbesondere der Binder, von einem starren, glasartigen Zustand in einen weicheren, gummiartigen übergeht. Es schmilzt nicht; es wird einfach biegsam genug, um zu fließen und sich zu verformen, und wirkt als Schmiermittel, das es den primären Pulverpartikeln ermöglicht, aneinander vorbeizugleiten und sich zu einer unglaublich dichten Konfiguration zu verdichten.
Dieser Prozess ist die Grundlage für ein stärkeres, konsistenteres Teil nach der endgültigen Sinterstufe.
Die thermische Landschaft kartieren
Die richtige Temperatur ist keine Einstellung; sie ist ein Ziel, das vollständig durch Ihr Material bestimmt wird. Das Verständnis der thermischen Karte ist der Schlüssel zum erfolgreichen Navigieren des Prozesses.
Der industrielle Sweet Spot: 80 °C - 120 °C
Dieser Bereich ist das Arbeitspferd der Industrie. Er ist das ideale Klima für die überwiegende Mehrheit der Keramik- und Metallpulver, die Polymerbinder verwenden. Er liefert genügend thermische Energie, um den Binder effektiv zu erweichen, ohne Materialdegradation zu riskieren. Der Betrieb innerhalb dieses Fensters ist der kürzeste Weg, um für die meisten Standardanwendungen eine hohe, gleichmäßige Dichte zu erreichen.
Die spezialisierte Grenze: 250 °C - 450 °C
Höhere Temperaturen sind kein "Upgrade"; sie sind ein anderes Territorium für bestimmte Materialien. Bestimmte spezialisierte Polymere oder einzigartige Verbundwerkstoffe haben eine viel höhere Glasübergangstemperatur und benötigen mehr thermische Energie, um biegsam zu werden. Das Vordringen in diesen Bereich ist eine bewusste Entscheidung, die durch Materialwissenschaft diktiert wird, nicht durch den Wunsch, "die Leistung zu erhöhen".
Die Psychologie des Prozessversagens
Die beiden häufigsten Fehlerarten beim Warmisostatischen Pressen sind direkte Folgen einer Fehlinterpretation der Rolle der Temperatur.
1. Die Kosten der übermäßigen Vorsicht (Temperatur zu niedrig)
Wenn die Temperatur unzureichend ist, bleibt der Binder zu steif. Die Partikel widerstehen der Verdichtung. Das Ergebnis ist ein Grünkörper mit geringer oder ungleichmäßiger Dichte, schlechter Partikelbindung und inhärenten Schwächen. Es ist ein leises Versagen – das Teil mag gut aussehen, aber es wird nicht funktionieren. Dies resultiert oft aus der Angst vor "Überhitzung", was zu einem ineffektiven und verschwenderischen Prozess führt.
2. Die Gefahr des zu starken Drückens (Temperatur zu hoch)
Umgekehrt ist übermäßige Hitze ein katastrophales Versagen. Wenn die Temperatur zu hoch wird, überschreiten Sie die Grenze von der Überzeugung zur Nötigung.
- Vorzeitiges Sintern: Die Pulverpartikel beginnen zu verschmelzen, was ein Prozess ist, der nur in einem speziellen Sinterofen stattfinden sollte.
- Teilverformung: Das Material wird zu weich und kann sich unter Druck verformen.
- Binderabbau: Organische Binder können verbrennen oder abgebaut werden, was die strukturelle Integrität des gesamten Teils beeinträchtigt.
Dies ist ein klassischer Fall von "mehr ist nicht besser". Es ist der Versuch, ein Präzisionsproblem mit roher Gewalt zu lösen, und es endet fast immer in einem Fehlschlag.
Ein Rahmen für die Beherrschung der Temperatur
Das Erzielen konsistenter, qualitativ hochwertiger Ergebnisse aus Ihrer WIP ist eine Frage systematischer Disziplin, nicht des Rätselratens. Es erfordert, die Temperatur als die kritische Kontrollvariable zu behandeln, die sie ist.
| Schritt | Aktion | Begründung |
|---|---|---|
| 1. Daten konsultieren | Analysieren Sie das Materialdatenblatt auf seine Glasübergangstemperatur (Tg) und Erweichungspunkt. | Dies ist Ihre Karte. Ohne sie navigieren Sie im Blindflug. Die Eigenschaften des Materials diktieren die Prozessparameter, nicht umgekehrt. |
| 2. Eine Basislinie festlegen | Beginnen Sie für Standardkeramik oder Metalle mit Bindern die Prozessentwicklung im Bereich von 80 °C bis 120 °C. | Dies ist der Ausgangspunkt mit der höchsten Erfolgswahrscheinlichkeit, basierend auf jahrzehntelanger industrieller Praxis. |
| 3. Präzise iterieren | Nehmen Sie kleine, schrittweise Temperaturänderungen vor und messen Sie sorgfältig die Dichte und Integrität jedes resultierenden Teils. | Dies ist die angewandte wissenschaftliche Methode in der Fertigung. Dokumentieren Sie alles. Lassen Sie die Daten Sie zur optimalen Einstellung für Ihre spezifische Pulvermischung führen. |
Letztendlich kommt die Erschließung des vollen Potenzials des warmisostatischen Pressens aus der Wertschätzung des Ingenieurs für das Material selbst. Die Ausrüstung ist ein mächtiges Werkzeug, aber wahre Expertise liegt darin, genau zu wissen, wie man sie anwendet. Bei KINTEK bieten wir die zuverlässige Laborausrüstung und Verbrauchsmaterialien, die die Grundlage für diese Präzisionsarbeit bilden. Wir glauben, dass die besten Ergebnisse aus einer Partnerschaft zwischen überlegener Maschinerie und tiefgehendem Prozesswissen resultieren.
Wenn Sie bereit sind, über das Datenblatt hinauszugehen und echte Meisterschaft über Ihren Verdichtungsprozess zu erlangen, Kontaktieren Sie unsere Experten.
Visuelle Anleitung
Ähnliche Produkte
- Warme isostatische Presse für die Festkörperbatterieforschung
- Elektrische Labor-Kaltisostatische Presse CIP-Maschine für Kaltisostatisches Pressen
- Elektrische Labor-Kaltisostatische Presse CIP-Maschine für Kaltisostatisches Pressen
- Automatische Labor-Kalt-Isostatische Presse CIP-Maschine Kalt-Isostatisches Pressen
- Manuelle isostatische Pressmaschine CIP Pelletpresse
Ähnliche Artikel
- Ein Leitfaden zur Auswahl der richtigen Temperatur für die warmisostatische Presse
- Die Wahl der richtigen warm-isostatischen Presse: Zu beachtende Schlüsselfaktoren
- Wichtige Faktoren, die bei der Verwendung einer warmisostatischen Presse zu berücksichtigen sind
- WIP – Ausrüstung für warmisostatische Pressen: Design, Funktionen und Vorteile
- Umfassender Überblick über die warmisostatische Presse und ihre Anwendungen

















