Im Kern bietet ein Drei-Platten-Werkzeug eine überlegene Anschnittflexibilität gegenüber einer Zwei-Platten-Konstruktion. Dies ermöglicht das Einspritzen von Kunststoff an strategischeren Stellen des Teils, anstatt auf den äußeren Rand des Teils beschränkt zu sein. Dieser grundlegende Unterschied ermöglicht komplexere Teilegeometrien, verbessert die Teilequalität und kann als kostengünstige Alternative zu teuren Heißkanalsystemen dienen.
Ein Drei-Platten-Werkzeug entkoppelt das Teil vom Läufersystem mithilfe einer zweiten Trennebene. Dies bietet die Freiheit, Angüsse direkt auf der Oberseite eines Teils zu platzieren, eine Fähigkeit, die mit einem Standard-Zwei-Platten-Werkzeug unmöglich ist und für eine ausgewogene Kunststoffströmung entscheidend ist.
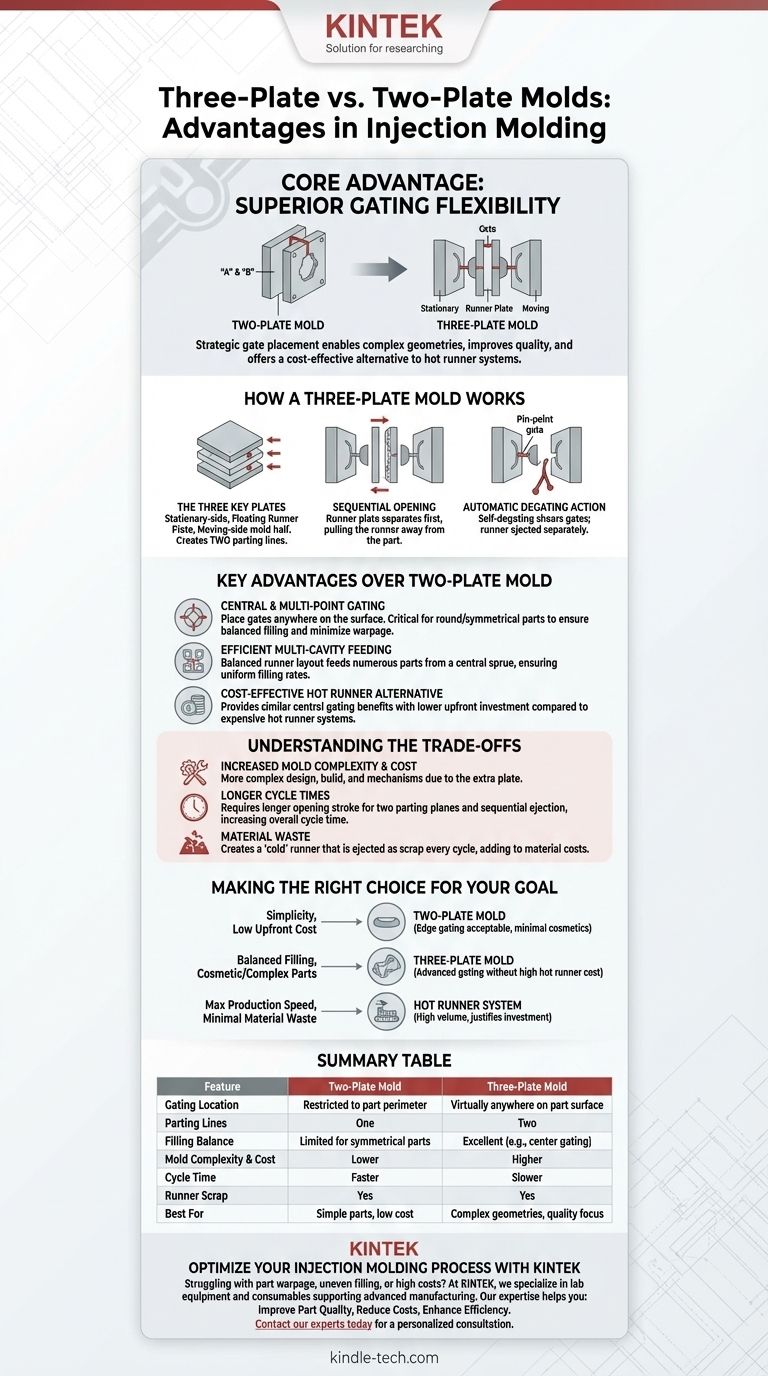
Wie ein Drei-Platten-Werkzeug funktioniert
Ein Standard-Spritzgießwerkzeug hat zwei Platten – eine „A“-Seite und eine „B“-Seite –, die sich an einer einzigen Trennebene treffen. Ein Drei-Platten-Werkzeug führt eine dritte Hauptplatte ein und erzeugt so zwei Trennebenen.
Die drei Schlüsselteile
Ein Drei-Platten-System besteht aus der feststehenden Werkzeughälfte, einer schwimmenden Läuferplatte und der beweglichen Werkzeughälfte. Wenn sich das Werkzeug öffnet, trennt sich die Läuferplatte von der feststehenden Seite und zieht das Läufersystem vom Teil weg, bevor das Teil selbst ausgeworfen wird.
Die automatische Anschnitttrennung
Dieses sequentielle Öffnen trennt automatisch die kleinen Stiftanschnitte vom fertigen Teil. Das Läufersystem wird dann separat ausgeworfen. Diese selbsttätige Anschnitttrennung ist ein Hauptmerkmal des Designs.
Wesentliche Vorteile gegenüber einem Zwei-Platten-Werkzeug
Die Hauptvorteile ergeben sich aus der Möglichkeit, Angüsse von der Trennebene des Werkzeugs entfernt zu platzieren.
Zentrale und Mehrpunkt-Anschnitt
Bei einem Zwei-Platten-Werkzeug muss sich der Anguss am Umfang des Teils an der Trennebene befinden. Ein Drei-Platten-Werkzeug ermöglicht es Ihnen, einen oder mehrere Angüsse nahezu überall auf der Oberfläche des Teils zu platzieren. Dies ist entscheidend für runde oder symmetrische Teile, bei denen ein Zentralanschnitt eine gleichmäßige, ausgewogene Füllung gewährleistet und Verzug minimiert.
Effiziente Versorgung mehrerer Kavitäten
Eine Drei-Platten-Konstruktion ist für Mehrkavitätenwerkzeuge sehr effektiv. Sie ermöglicht ein ausgewogenes Läuferlayout, das zahlreiche Teile von einem zentralen Anguss versorgen kann, wodurch sichergestellt wird, dass sich alle Kavitäten mit der gleichen Geschwindigkeit und dem gleichen Druck füllen.
Eine kostengünstige Alternative zu Heißkanälen
Heißkanalsysteme ermöglichen ebenfalls eine zentrale Anschnittstelle, halten den Kunststoff jedoch bis zum Teil geschmolzen und eliminieren so Läuferabfall. Sie sind jedoch erheblich teurer und komplexer in der Wartung. Ein Drei-Platten-Werkzeug bietet ähnliche Anschnittvorteile bei geringeren Anfangsinvestitionen und ist somit eine ausgezeichnete Zwischenlösung.
Die Kompromisse verstehen
Obwohl die Drei-Platten-Konstruktion leistungsstark ist, ist sie nicht universell überlegen. Ihre Vorteile gehen mit deutlichen Kompromissen einher.
Erhöhte Werkzeugkomplexität und -kosten
Die Hinzufügung einer Läuferplatte und der für eine sequentielle Öffnungsabfolge erforderlichen Mechanismen machen das Werkzeug komplexer und teurer in der Konstruktion und Fertigung als ein einfaches Zwei-Platten-Werkzeug.
Längere Zykluszeiten
Die Spritzgießmaschine muss einen ausreichend langen Öffnungshub haben, um die beiden getrennten Trennebenen aufzunehmen. Der Prozess des Öffnens, des Auswerfens des Läufers und des erneuten Öffnens zum Auswerfen der Teile verlängert den Gesamtzyklus im Vergleich zu einem Zwei-Platten-Werkzeug.
Materialverschwendung
Im Gegensatz zu einem Heißkanalsystem erzeugt ein Drei-Platten-Werkzeug einen „kalten“ Läufer, der bei jedem Zyklus ausgeworfen wird. Dieser Läufer ist Abfallmaterial, was bei der Hochvolumenproduktion mit teuren Harzen ein erheblicher Kostenfaktor sein kann.
Die richtige Wahl für Ihr Ziel treffen
Die Auswahl des richtigen Werkzeugtyps erfordert eine Abwägung zwischen den Anforderungen des Teiledesigns, dem Produktionsvolumen und dem Budget.
- Wenn Ihr Hauptaugenmerk auf Einfachheit und geringen Anschaffungskosten liegt: Ein Zwei-Platten-Werkzeug ist die beste Wahl für Teile, bei denen eine Randanschnittstelle akzeptabel ist und die kosmetischen Anforderungen minimal sind.
- Wenn Ihr Hauptaugenmerk auf ausgewogener Füllung für kosmetische oder komplexe Teile liegt: Ein Drei-Platten-Werkzeug bietet die fortschrittliche Anschnitttechnik, die für hochwertige Teile erforderlich ist, ohne die hohen Kosten eines Heißkanalsystems.
- Wenn Ihr Hauptaugenmerk auf maximaler Produktionsgeschwindigkeit und minimaler Materialverschwendung liegt: Ein Heißkanalsystem ist die überlegene Wahl für die Hochvolumenfertigung, da die Material- und Zykluszeiteinsparungen die Anfangsinvestition rechtfertigen.
Die Wahl des richtigen Werkzeugs ist eine grundlegende Entscheidung, die die Teilequalität und die Produktionseffizienz direkt beeinflusst.

Zusammenfassungstabelle:
| Merkmal | Zwei-Platten-Werkzeug | Drei-Platten-Werkzeug |
|---|---|---|
| Anschnittposition | Beschränkt auf den Teilumfang | Nahezu überall auf der Teiloberfläche |
| Trennebenen | Eine | Zwei |
| Füllausgleich | Eingeschränkt bei symmetrischen Teilen | Ausgezeichnet (z. B. Zentralanschnitt) |
| Werkzeugkomplexität & Kosten | Niedriger | Höher |
| Zykluszeit | Schneller | Langsamer |
| Läuferabfall | Ja | Ja |
| Am besten geeignet für | Einfache Teile, geringe Kosten | Komplexe Geometrien, Qualitätsfokus |
Optimieren Sie Ihren Spritzgießprozess mit KINTEK
Haben Sie Probleme mit Teilverzug, ungleichmäßiger Füllung oder hohen Kosten bei komplexen Geometrien? Die richtige Werkzeugkonstruktion ist entscheidend für Ihren Erfolg. Bei KINTEK sind wir auf die Bereitstellung von Laborgeräten und Verbrauchsmaterialien spezialisiert, die fortschrittliche Fertigungsprozesse wie Spritzgießen unterstützen.
Unsere Expertise hilft Ihnen dabei:
- Die Teilequalität verbessern: Ausgewogene Füllung und überlegene Ästhetik erzielen.
- Kosten senken: Die effizienteste Werkzeuglösung für Ihr Produktionsvolumen finden.
- Die Effizienz steigern: Ihre Prototyping- und Produktionsabläufe optimieren.
Ob Sie neue Produkte entwickeln oder die Produktion skalieren – KINTEK ist Ihr Partner für Präzision und Zuverlässigkeit. Kontaktieren Sie noch heute unsere Experten für eine persönliche Beratung und lassen Sie uns Ihnen helfen, die perfekte Lösung für Ihre Labor- und Fertigungsanforderungen auszuwählen.
Visuelle Anleitung
Ähnliche Produkte
- Doppelplatten-Heizpresse für Labor
- Spezielle Heißpressform für Laboranwendungen
- Rotations-Rundläufer-Tablettenpresse mit mehreren Stempeln, Formring für rotierende ovale und quadratische Formen
- Isostatisch gepresste Graphit-Kohlenstoffplatte
- XRF & KBR Stahlring Labor Pulver Pellet Pressform für FTIR
Andere fragen auch
- Wie benutzt man eine Gipsform (Pressform)? Meistern Sie die Kunst konsistenter Keramikformen
- Wie verwendet man eine Pressform? Meistern Sie die Kunst, konsistente Keramikformen zu schaffen
- Was ist die Pressform-Methode? Ein Leitfaden für konsistente, detaillierte Keramikformen
- Was ist der Zweck von speziellen Druckvorrichtungen in Sulfid-Festkörperbatterien? Sicherstellung der chemo-mechanischen Stabilität
- Was ist der Formpressprozess? Ein Schritt-für-Schritt-Leitfaden zum Formpressen (Compression Molding)



















