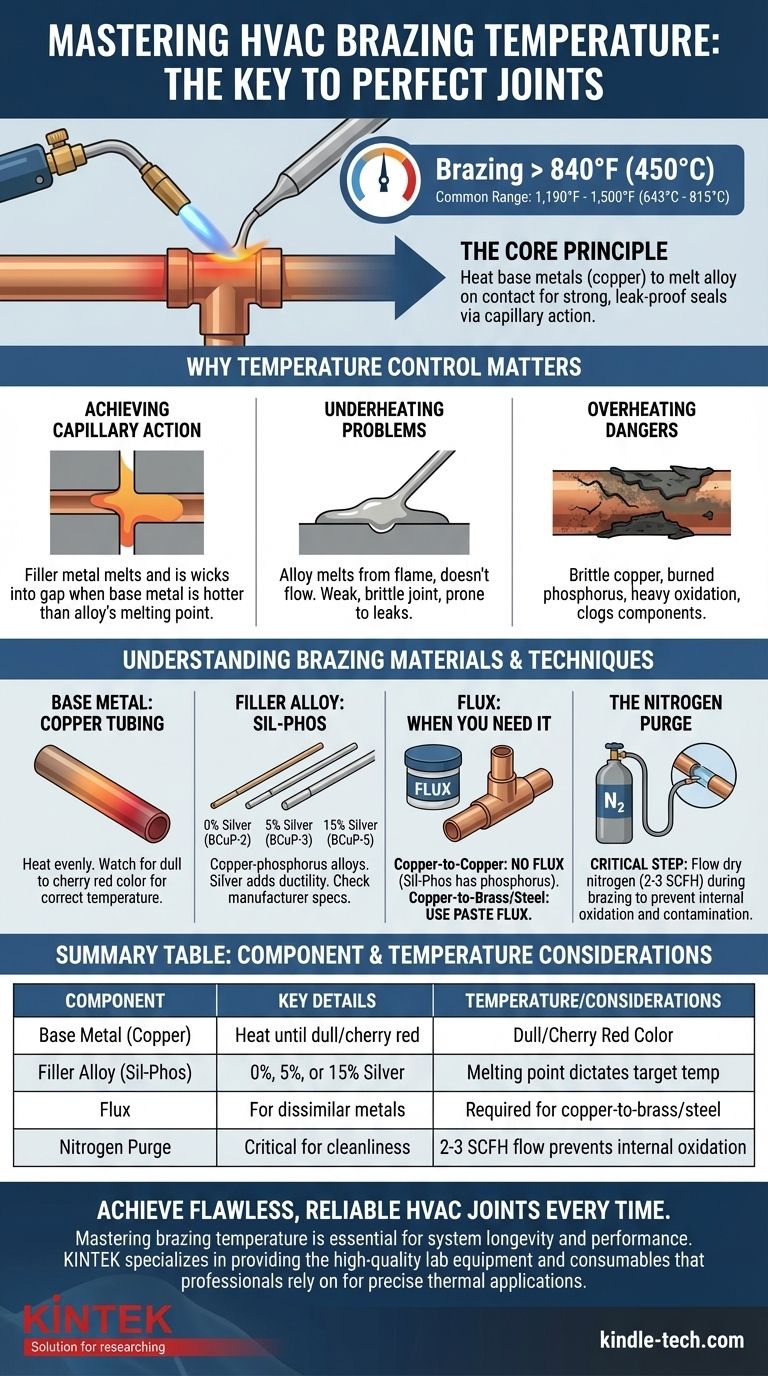
Beim HVAC-Hartlöten werden Temperaturen über 450°C (840°F) erreicht, aber die genaue Zieltemperatur wird durch die spezifische verwendete Lotlegierung bestimmt. Für die gängigen Kupfer- und Sil-Phos-Legierungen in Kühlsystemen liegt dieser Bereich typischerweise zwischen 643°C und 815°C (1.190°F und 1.500°F).
Das Kernprinzip des Hartlötens ist nicht die Temperatur Ihrer Brennerflamme, sondern das Erhitzen der Grundmetalle (der Kupferrohre), bis sie heiß genug sind, um die Hartlotlegierung bei Kontakt zu schmelzen. Dies stellt sicher, dass das Füllmetall durch Kapillarwirkung tief in die Verbindung gezogen wird und eine starke, dauerhafte und leckagefreie Abdichtung entsteht.

Warum Temperaturkontrolle der Schlüssel zu einer perfekten Verbindung ist
Eine erfolgreiche Lötverbindung ist eine Frage der Physik, nicht der Kraft. Die Temperatur der Kupferrohre steuert direkt das Verhalten des Füllmetalls. Sie richtig einzustellen, ist für die langfristige Zuverlässigkeit eines HVAC-Systems unerlässlich.
Erreichen der richtigen Kapillarwirkung
Kapillarwirkung ist das Phänomen, bei dem eine Flüssigkeit ohne Hilfe, oft gegen die Schwerkraft, in einen engen Spalt fließt. Damit das Hartlöten funktioniert, muss das Füllmetall schmelzen und in den engen Spalt zwischen Rohr und Fitting gezogen werden.
Dies geschieht nur, wenn das Grundmetall die richtige Temperatur hat – heißer als der Schmelzpunkt der Fülllegierung. Das erhitzte Kupfer "saugt" die geschmolzene Legierung quasi in die Verbindung und erzeugt so eine vollständige und gleichmäßige Bindung.
Das Problem der Unterhitzung
Wenn das Grundmetall nicht heiß genug ist, schmilzt der Hartlotstab durch direkten Kontakt mit der Brennerflamme, fließt aber nicht richtig in die Verbindung.
Dies führt zu einer schlechten Verbindung, bei der die Legierung einfach auf der Oberfläche sitzt. Die Verbindung wird schwach, spröde und unter dem hohen Druck eines Kühlsystems fast sicher undicht.
Die Gefahren der Überhitzung
Übermäßige Hitze ist genauso schädlich wie unzureichende Hitze. Eine Überhitzung des Kupfers kann dazu führen, dass es spröde wird und den Phosphor in der Fülllegierung verbrennt, der für deren Fließfähigkeit unerlässlich ist.
Noch wichtiger ist, dass es zu starker Oxidation (einem schwarzen, schuppigen Belag) sowohl auf der Innen- als auch auf der Außenseite des Rohrs kommt. Diese Oxidation verhindert, dass das Füllmetall mit dem Kupfer bindet, und kann sich im System lösen, wodurch kritische Komponenten wie Drosselorgane und Kompressorteile verstopfen.
Ihre Lötmaterialien verstehen
Die angestrebte Temperatur ist eine direkte Funktion der zu verbindenden Materialien. Jede Komponente spielt eine spezifische Rolle im Prozess.
Das Grundmetall: Kupferrohre
Im HVAC-Bereich ist Kupfer das primäre Grundmetall. Ihr Ziel ist es, das Rohr und das Fitting gleichmäßig zu erhitzen. Der Schlüssel liegt darin, die Farbe des Kupfers zu beobachten; eine stumpfe bis kirschrote Farbe zeigt an, dass Sie sich dem richtigen Löttemperaturbereich nähern.
Die Fülllegierung: Sil-Phos
Die gebräuchlichsten Füllmetalle für HVAC sind Kupfer-Phosphor-Legierungen, oft als Sil-Phos bezeichnet oder unter Markennamen wie Sil-Fos verkauft. Der Silberanteil in der Legierung beeinflusst ihre Eigenschaften:
- 0% Silber (BCuP-2): Eine kostengünstige Wahl für Kupfer-Kupfer-Verbindungen. Es hat einen etwas höheren Schmelzpunkt und ist spröder als silberhaltige Legierungen.
- 5% oder 15% Silber (BCuP-3, BCuP-5): Die Zugabe von Silber senkt den Schmelzpunkt und erhöht die Duktilität der Legierung, wodurch sie vibrationsbeständiger wird. Dies wird oft für Verbindungen in der Nähe des Kompressors bevorzugt.
Überprüfen Sie immer die Herstellerangaben für die empfohlene Arbeitstemperatur Ihres spezifischen Hartlotstabes.
Das Flussmittel: Wann Sie es brauchen (und wann nicht)
Flussmittel ist ein chemisches Reinigungsmittel, das Oxidation verhindert und den Fluss des Füllmetalls fördert.
- Für Kupfer-Kupfer: Sie benötigen kein Flussmittel, wenn Sie eine Phosphor-Kupfer-Legierung (Sil-Phos) verwenden. Der Phosphor im Stab wirkt als Flussmittel.
- Für Kupfer-Messing oder Stahl: Sie müssen ein separates Pastenflussmittel verwenden. Der Phosphor im Stab ist nicht ausreichend, um ungleiche Metalle wie das Messing in einem Serviceventil zu reinigen.
Der am meisten übersehene Schritt: Die Stickstoffspülung
Während Sie die Außenseite des Rohrs erhitzen, müssen Sie die Umgebung im Inneren kontrollieren. Dies nicht zu tun, ist einer der häufigsten und kostspieligsten Fehler bei HVAC-Arbeiten.
Warum interne Oxidation Ihr Feind ist
Wenn Sie das Kupfer erhitzen, bildet der Sauerstoff im Rohr schnell diesen schwarzen, schuppigen Kupferoxidbelag. Dieser Belag bleibt nicht an Ort und Stelle. Mit der Zeit blättert er ab und zirkuliert mit dem Kältemittel und Öl.
Diese Verunreinigung kann die feinen Öffnungen eines thermostatischen Expansionsventils (TXV) verstopfen, Kompressorlager beschädigen und zu einem vorzeitigen Systemausfall führen.
Die Lösung: Eine Niederdruckspülung
Die Lösung besteht darin, die Leitungen während des Lötens mit trockenem Stickstoff zu spülen. Indem Sie eine sehr geringe Menge Stickstoff (2-3 SCFH) durch die Rohre leiten, verdrängen Sie den gesamten Sauerstoff.
Dies verhindert jegliche Oxidation auf der Innenfläche des Rohrs und stellt sicher, dass das System perfekt sauber bleibt. Dies ist kein optionaler Schritt; es ist ein Zeichen professioneller, zuverlässiger Installation und Reparatur.
Die richtige Wahl für Ihr System treffen
Ihre Herangehensweise an das Hartlöten sollte bewusst sein, mit einem klaren Verständnis der Materialien und des gewünschten Ergebnisses.
- Wenn Ihr Hauptaugenmerk auf einer Standard-Kupfer-Kupfer-Verbindung liegt: Verwenden Sie eine Sil-Phos-Legierung und erhitzen Sie die Verbindung, bis sie eine kirschrote Farbe annimmt, bevor Sie den Stab einführen.
- Wenn Ihr Hauptaugenmerk auf dem Verbinden von Kupfer mit einem Messingventil liegt: Tragen Sie eine dünne Schicht weißes Pastenflussmittel auf beide Teile auf, bevor Sie erhitzen, und verwenden Sie eine silberhaltige Hartlotlegierung für eine überlegene Verbindung.
- Wenn Ihr Hauptaugenmerk auf Systemlanglebigkeit und Zuverlässigkeit liegt: Verwenden Sie immer, ausnahmslos, eine Stickstoffspülung mit geringem Durchfluss, um interne Verunreinigungen bei jeder Lötung zu verhindern.
Letztendlich geht es bei der Beherrschung der Löttemperatur darum, zu verstehen, wie man die Materialien so einsetzt, dass saubere, starke und dauerhafte Verbindungen entstehen.
Zusammenfassungstabelle:
| Lötkomponente | Wichtige Details | Temperatur/Überlegungen |
|---|---|---|
| Grundmetall | Kupferrohre | Erhitzen, bis eine stumpfe/kirschrote Farbe erscheint. |
| Fülllegierung (Sil-Phos) | 0%, 5% oder 15% Silber | Schmelzpunkt bestimmt die Zieltemperatur. |
| Flussmittel | Für ungleiche Metalle (z.B. Messing) | Erforderlich für Kupfer-Messing/Stahl-Verbindungen. |
| Stickstoffspülung | Entscheidend für die Sauberkeit | 2-3 SCFH Durchfluss verhindert interne Oxidation. |
Erzielen Sie jedes Mal makellose, zuverlässige HVAC-Verbindungen.
Die Beherrschung der Löttemperatur ist für die Langlebigkeit und Leistung des Systems unerlässlich. KINTEK ist spezialisiert auf die Bereitstellung hochwertiger Laborgeräte und Verbrauchsmaterialien, auf die sich Fachleute für präzise thermische Anwendungen verlassen.
Lassen Sie uns Ihnen helfen, sicherzustellen, dass jede Verbindung perfekt ist. Kontaktieren Sie unsere Experten noch heute über unser Kontaktformular, um Ihre spezifischen Anforderungen zu besprechen und wie unsere Lösungen Ihre Arbeit unterstützen können.
Visuelle Anleitung
Ähnliche Produkte
- Vakuum-Wärmebehandlungs-Sinter-Hartlöt-Ofen
- Elektrische hydraulische Vakuum-Heizpresse für Laboratorien
- 20L Heiz-Kühl-Umwälzthermostat Kühlwasserbad-Umwälzgerät für Hoch- und Tieftemperatur-Konstanttemperaturreaktion
- 5L Heiz-Kühl-Umwälzthermostat für Hoch- und Tieftemperatur-Konstanttemperaturreaktion
- Horizontaler Hochtemperatur-Graphit-Vakuum-Graphitierungs-Ofen
Andere fragen auch
- Was kostet ein Vakuumlötofen? Ein Leitfaden zu Schlüsselfaktoren und Investitionsstrategie
- Wie hoch ist die Temperatur bei der Vakuumwärmebehandlung? Erzielen Sie überlegene Materialeigenschaften und makellose Oberflächen
- Was ist ein Vakuum-Wärmebehandlungsofen? Erzielen Sie unübertroffene Reinheit und Kontrolle
- Was ist das Vakuumwärmebehandlungsverfahren? Erzielen Sie überlegene Kontrolle, Sauberkeit und Qualität
- Wie funktioniert ein Vakuumlötofen? Erzielen Sie überlegene, flussmittelfreie Metallverbindungen













