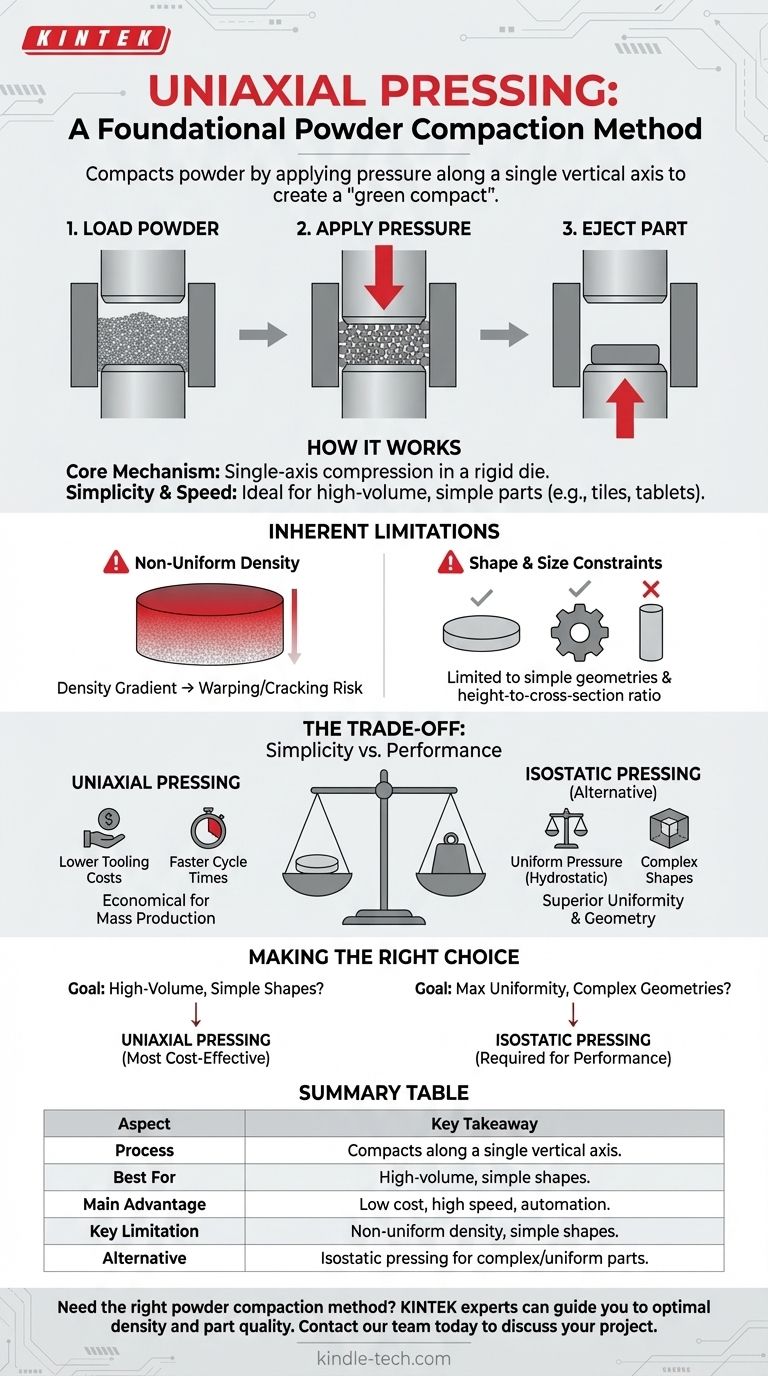
Vereinfacht ausgedrückt ist das uniaxialen Pressen ein Herstellungsverfahren, bei dem ein Pulver verdichtet wird, indem Druck entlang einer einzigen vertikalen Achse ausgeübt wird. Dies geschieht typischerweise, indem das Pulver in einer starren Form eingeschlossen und dann mit einem oder mehreren beweglichen Stempeln komprimiert wird. Das Ergebnis ist ein vorgeformter, fester Körper, oft als „Grünling“ bezeichnet, der dann zur weiteren Verarbeitung wie dem Sintern aus der Form ausgestoßen wird.
Das uniaxialen Pressen ist ein grundlegendes Pulververdichtungsverfahren, das wegen seiner Geschwindigkeit und geringen Kosten geschätzt wird. Sein definierendes Merkmal – die Kraftübertragung in eine Richtung – ist sowohl seine größte Stärke für die einfache Massenproduktion als auch seine Haupteinschränkung, die zu Problemen mit der Dichtegleichmäßigkeit und Formkomplexität führt.

Wie uniaxialen Pressen funktioniert
Der Kernmechanismus
Das uniaxialen Pressen beinhaltet eine einfache mechanische Aktion. Eine präzise Menge Pulver wird in einen Formhohlraum gefüllt, der die seitlichen Abmessungen des Teils definiert.
Ein oder zwei starre Stempel bewegen sich dann entlang einer einzigen Achse, um das Pulver zu komprimieren. Die endgültige Höhe des Teils wird durch den Weg bestimmt, den die Stempel zurücklegen.
Einfachheit und Geschwindigkeit
Die einachsige Bewegung macht diesen Prozess hochgradig geeignet für Automatisierung und schnelle Zyklen. Diese Einfachheit ist ein Hauptgrund für seine weite Verbreitung bei der Herstellung großer Mengen relativ einfacher Teile wie Keramikfliesen, pharmazeutischer Tabletten und einfacher mechanischer Komponenten.
Die inhärenten Einschränkungen des einachsigen Drucks
Die Hauptnachteile des uniaxialen Pressens ergeben sich direkt aus seiner einachsigen Natur. Die Art und Weise, wie Kraft durch ein Pulver übertragen wird, erzeugt vorhersehbare Herausforderungen.
Nicht gleichmäßige Dichte
Wenn der Stempel Druck ausübt, verhindert die Reibung zwischen den Pulverpartikeln und den Formwänden, dass sich die Kraft gleichmäßig im gesamten Presskörper verteilt.
Partikel, die dem beweglichen Stempel näher sind, werden dichter komprimiert als solche, die weiter entfernt sind. Dies erzeugt einen Dichtegradienten innerhalb des Teils, was während nachfolgender Erwärmungsschritte (Sintern) zu Verzug oder Rissbildung führen kann.
Form- und Größenbeschränkungen
Das uniaxialen Pressen ist auf Formen beschränkt, die leicht aus der Form ausgestoßen werden können. Dies bedeutet, dass komplexe Geometrien mit Hinterschneidungen oder Querbohrungen nicht möglich sind.
Darüber hinaus gibt es eine praktische Grenze für das Verhältnis von Querschnitt zu Höhe eines Teils. Sehr hohe, dünne Teile sind schwer herzustellen, da die Wandreibung der Form zu signifikant wird, was zu einer sehr schlechten Dichte in der Mitte des Teils führt.
Die Abwägungen verstehen: Einfachheit vs. Leistung
Die Wahl eines Verdichtungsverfahrens beinhaltet die Abwägung der Herstellungseffizienz gegen die erforderliche Leistung der fertigen Komponente. Das uniaxialen Pressen bietet im Vergleich zu fortschrittlicheren Verfahren klare Kompromisse.
Der Vorteil: Geringere Kosten und Komplexität
Im Vergleich zu Alternativen wie dem isostatischen Pressen (das Druck gleichmäßig aus allen Richtungen ausübt) weist das uniaxialen Pressen deutlich geringere Werkzeugkosten und eine geringere Prozesskomplexität auf.
Die Maschinen sind einfacher und die Zykluszeiten sind schneller, was es zur wirtschaftlichsten Wahl für die Massenproduktion geeigneter Teile macht.
Der Nachteil: Kompromittierte Gleichmäßigkeit
Die Kosten- und Geschwindigkeitsvorteile gehen auf Kosten der Gleichmäßigkeit. Das isostatische Pressen überwindet die Haupteinschränkungen des uniaxialen Pressens, indem es den Druck hydrostatisch ausübt, was zu einer viel gleichmäßigeren Verdichtung führt.
Dieser gleichmäßige Druck ermöglicht die Herstellung komplexerer Formen und beseitigt die Einschränkungen des Verhältnisses von Höhe zu Durchmesser, die dem uniaxialen Verfahren eigen sind.
Die richtige Wahl für Ihr Ziel treffen
Die spezifischen Anforderungen Ihrer Anwendung bestimmen, ob das uniaxialen Pressen die geeignete Methode ist.
- Wenn Ihr Hauptaugenmerk auf der Massenproduktion einfacher, flacher Formen liegt: Das uniaxialen Pressen ist die kostengünstigste und effizienteste verfügbare Methode.
- Wenn Ihr Hauptaugenmerk auf der Erzielung maximaler Dichtegleichmäßigkeit oder der Herstellung komplexer Geometrien liegt: Sie müssen sich nach Alternativen wie dem isostatischen Pressen umsehen, um Ihre Leistungsanforderungen zu erfüllen.
Letztendlich geht es beim Verständnis des uniaxialen Pressens darum, den grundlegenden Kompromiss zwischen Herstellungseffizienz und geometrischer Komplexität des Endteils zu erkennen.
Zusammenfassungstabelle:
| Aspekt | Wichtigste Erkenntnis |
|---|---|
| Prozess | Verdichtet Pulver entlang einer einzigen vertikalen Achse in einer starren Form. |
| Am besten geeignet für | Massenproduktion einfacher Formen (z. B. Fliesen, Tabletten). |
| Hauptvorteil | Geringe Kosten, hohe Geschwindigkeit und Eignung für die Automatisierung. |
| Wichtigste Einschränkung | Nicht gleichmäßige Dichte aufgrund von Wandreibung der Form, was die Teilkomplexität begrenzt. |
| Alternative | Isostatisches Pressen für komplexe Formen und gleichmäßige Dichte. |
Müssen Sie die richtige Pulververdichtungsmethode für die Materialien Ihres Labors auswählen?
Bei KINTEK sind wir auf Laborgeräte und Verbrauchsmaterialien spezialisiert und helfen Ihnen bei der Auswahl der perfekten Presslösung für Ihre spezifische Anwendung – sei es für die Massenproduktion oder komplexe Geometrien. Unsere Experten können Sie dabei unterstützen, optimale Dichte und Teilequalität zu erzielen.
Kontaktieren Sie unser Team noch heute, um Ihre Projektanforderungen zu besprechen und herauszufinden, wie KINTEK die Effizienz und Ergebnisse Ihres Labors verbessern kann.
Visuelle Anleitung
Ähnliche Produkte
- Runde bidirektionale Pressform für das Labor
- Zylindrische Pressform für Laboranwendungen
- Zylindrische Pressform mit Skala für Labor
- Automatische Labor-Hydraulikpresse für XRF & KBR-Pressen
- Manuelle isostatische Pressmaschine CIP Pelletpresse
Andere fragen auch
- Was ist die Pressform-Methode? Ein Leitfaden für konsistente, detaillierte Keramikformen
- Was ist die Funktion von Pressformen bei der Herstellung von SiCf/Ti-43Al-9V-Verbundwerkstoffen? Strukturelle Präzision erreichen
- Wie verwendet man eine Pressform? Meistern Sie die Kunst, konsistente Keramikformen zu schaffen
- Was ist die Hauptfunktion des Pressens von LAGP-Pulvern? Hochleistungsfähige Festelektrolyte erzielen
- Wie benutzt man eine Gipsform (Pressform)? Meistern Sie die Kunst konsistenter Keramikformen

















