Der Hauptvorteil des Gesenkpressens ist seine Fähigkeit, eine langsame, kontrollierte und gleichmäßige Verformung im gesamten Volumen des Werkstücks zu erzielen. Im Gegensatz zu den scharfen, oberflächlichen Schlägen eines Hammers bearbeitet der kontinuierliche Druck einer Schmiedepresse das Metall von der Oberfläche bis zum Kern. Dies führt zu einer feineren Kornstruktur, überlegenen mechanischen Eigenschaften und einer größeren Maßhaltigkeit, insbesondere bei großen und komplexen Bauteilen.
Während das Hammerschmieden Metall mit schnellen Oberflächenschlägen formt, verwendet das Gesenkpressen langsamen, kontinuierlichen Druck, um das gesamte Bauteil zu formen. Dieser grundlegende Unterschied macht das Gesenkpressen zur überlegenen Wahl für große Teile und Hochleistungslegierungen, bei denen die innere strukturelle Integrität der kritische Faktor ist.

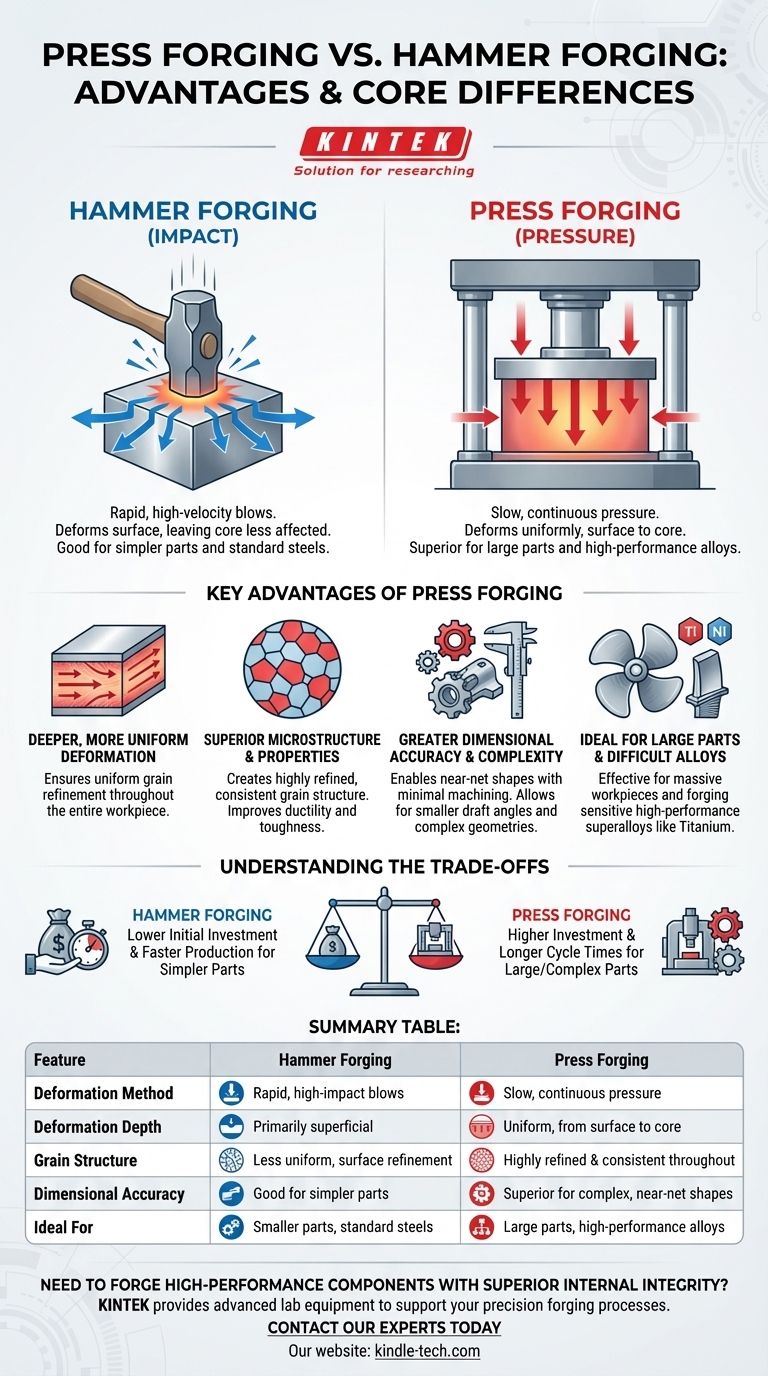
Der Kernunterschied: Schlag vs. Druck
Die Wahl zwischen Hammer- und Gesenkpressen hängt davon ab, wie Energie auf das Werkstück übertragen wird. Dieser einzige Unterschied bestimmt das Ergebnis des gesamten Prozesses.
Hammerschmieden: Eine Reihe scharfer Schläge
Ein Schmiedehammer wirkt wie ein Sprinter, der seine Energie in einem kurzen, schnellen Stoß abgibt. Der Hammer schlägt auf das Werkstück, und seine kinetische Energie wird fast augenblicklich übertragen.
Dieser schnelle Aufprall verformt hauptsächlich die Oberfläche des Metalls. Die Kontaktzeit ist zu kurz, als dass die Kraft und Wärme vollständig eindringen könnten, wodurch der Kern des Werkstücks oft weniger betroffen ist.
Gesenkpressen: Ein einziger, kontinuierlicher Druck
Eine Schmiedepresse ist wie ein Gewichtheber, der immense Kraft langsam und kontrolliert anwendet. Sie presst das Metall in Form, anstatt es zu schlagen.
Dieser längere Kontakt ermöglicht es dem Druck, tief in das Material einzudringen und das Werkstück über seinen gesamten Querschnitt gleichmäßig zu verformen.
Hauptvorteile des Gesenkpressens
Die Unterscheidung zwischen „Drücken und Schlagen“ verleiht dem Gesenkpressen mehrere deutliche technische Vorteile für spezifische Anwendungen.
Tiefere, gleichmäßigere Verformung
Da die Presse die Kraft langsam anwendet, überwindet sie den inneren Widerstand des Materials gleichmäßig. Dies stellt sicher, dass die Kornstruktur im Zentrum des Werkstücks genauso verfeinert wird wie die Struktur an der Oberfläche.
Dies ist entscheidend für große Bauteile, bei denen inkonsistente Eigenschaften zwischen Kern und Oberfläche unter Belastung zum Versagen führen könnten.
Überragende Mikrostruktur und mechanische Eigenschaften
Die durch Gesenkpressen erreichte gleichmäßige Verformung erzeugt eine hochverfeinerte und konsistente Kornstruktur. Dies führt direkt zu verbesserten mechanischen Eigenschaften wie Duktilität und Zähigkeit.
Der Prozess vermeidet die lokalen Spannungen und das Potenzial für Mikrorisse, die manchmal bei der hohen Aufprallnatur des Hammerschmiedens auftreten können, insbesondere bei empfindlichen Legierungen.
Größere Maßhaltigkeit und Komplexität
Das Gesenkpressen ermöglicht eine außergewöhnliche Kontrolle. Diese Präzision ermöglicht die Herstellung von endkonturnahen Formen – Teilen, die ihren endgültigen Abmessungen sehr nahe kommen und nur minimale Nachbearbeitung erfordern.
Es ermöglicht auch Designs mit kleineren Entformungsschrägen (der Verjüngung an den Seiten des Teils), wodurch komplexere Geometrien ermöglicht werden, die mit einem Hammer unmöglich zu erreichen wären.
Ideal für große Teile und schwer zu bearbeitende Legierungen
Bei sehr großen Bauteilen hat der Schlag eines Hammers möglicherweise nicht genug Energie, um den Kern zu verformen. Eine Presse kann jedoch über einen längeren Zeitraum ausreichend Kraft aufwenden, um massive Werkstücke zu formen.
Darüber hinaus reagieren Hochleistungsmaterialien wie Titan und Nickel-Superlegierungen schlecht auf schnelle Stöße und können reißen. Die langsame, kontrollierte Verformung einer Presse ist entscheidend für die erfolgreiche Schmiedung dieser fortschrittlichen Materialien.
Die Kompromisse verstehen
Das Gesenkpressen ist nicht universell überlegen. Die optimale Wahl hängt vollständig von der Größe, dem Material und dem Produktionsvolumen des Bauteils ab. Das Hammerschmieden bleibt für viele Anwendungen ein hochwirksames Verfahren.
Kosten und Anfangsinvestition
Schmiedepressen, insbesondere große hydraulische, stellen eine deutlich höhere Kapitalinvestition dar als Schmiedehämmer. Dies macht das Hammerschmieden für viele Betriebe zu einem zugänglicheren Einstieg.
Produktionsgeschwindigkeit für einfachere Teile
Für kleinere, weniger komplexe Bauteile kann eine schnelle Abfolge von Hammerschlägen zu einer schnelleren Zykluszeit pro Teil führen als das langsame Pressen.
Materialeignung
Einige Materialien reagieren gut auf die hohe Dehnungsrate des Hammerschmiedens. Für einfachere Kohlenstoff- und legierte Stähle in kleineren Konfigurationen ist das Hämmern eine äußerst effiziente und effektive Methode zur Formgebung und Kornverfeinerung.
Die richtige Wahl für Ihr Bauteil treffen
Ihre endgültige Entscheidung sollte von den spezifischen Anforderungen des fertigen Teils bestimmt werden, nicht von der Annahme, dass ein Prozess einfach „besser“ ist als der andere.
- Wenn Ihr Hauptaugenmerk auf ultimativer mechanischer Leistung und innerer Integrität liegt: Wählen Sie das Gesenkpressen für seine gleichmäßige Kornverfeinerung, insbesondere für kritische Luft- und Raumfahrt-, Energieerzeugungs- oder Industrieteile.
- Wenn Ihr Hauptaugenmerk auf der Herstellung großer, komplexer, endkonturnaher Formen liegt: Das Gesenkpressen bietet überlegene Maßhaltigkeit und die Möglichkeit, komplizierte Geometrien mit weniger Bearbeitung zu formen.
- Wenn Ihr Hauptaugenmerk auf der Bearbeitung von Hochleistungs-Superlegierungen oder Titan liegt: Die langsame, kontrollierte Verformung des Gesenkpressens ist unerlässlich, um Rissbildung zu verhindern und die metallurgische Qualität sicherzustellen.
- Wenn Ihr Hauptaugenmerk auf der kostengünstigen Produktion kleinerer, einfacherer Teile aus Standardstählen liegt: Das Hammerschmieden bietet schnellere Zykluszeiten und erfordert eine geringere Anfangsinvestition.
Letztendlich erfordert die Wahl des richtigen Verfahrens ein klares Verständnis Ihres Materials, der Bauteilgeometrie und der endgültigen Leistungsanforderungen.
Zusammenfassungstabelle:
| Merkmal | Hammerschmieden | Gesenkpressen |
|---|---|---|
| Verformungsmethode | Schnelle, schlagartige Schläge | Langsamer, kontinuierlicher Druck |
| Verformungstiefe | Primär oberflächlich | Gleichmäßig, von der Oberfläche bis zum Kern |
| Kornstruktur | Weniger gleichmäßig, Oberflächenverfeinerung | Hochverfeinert und durchgehend konsistent |
| Maßhaltigkeit | Gut für einfachere Teile | Überragend für komplexe, endkonturnahe Formen |
| Ideal für | Kleinere Teile, Standardstähle | Große Teile, Hochleistungslegierungen (Titan, Superlegierungen) |
Müssen Sie Hochleistungskomponenten mit überragender innerer Integrität schmieden?
Bei KINTEK sind wir spezialisiert auf die Bereitstellung fortschrittlicher Laborgeräte und Verbrauchsmaterialien, die die Entwicklung und Qualitätskontrolle präziser Schmiedeverfahren unterstützen. Ganz gleich, ob Sie mit Titan, Superlegierungen oder anderen fortschrittlichen Materialien arbeiten, unsere Lösungen helfen sicherzustellen, dass Ihre Materialien die höchsten Standards erfüllen.
Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie KINTEK die Anforderungen Ihres Labors an Materialprüfung und -analyse unterstützen kann.
Visuelle Anleitung
Ähnliche Produkte
- Runde bidirektionale Pressform für das Labor
- Ringpressform für Laboranwendungen
- Anti-Cracking-Pressform für Laboranwendungen
- Assemble Square Lab Press Mold für Laboranwendungen
- Zylindrische Pressform für Laboranwendungen
Andere fragen auch
- Wie verwendet man eine Pressform? Meistern Sie die Kunst, konsistente Keramikformen zu schaffen
- Warum werden Druckformen mit nicht leitenden Harz-Innenwänden für Batterietests benötigt? Gewährleistung der Datengenauigkeit
- Wie benutzt man eine Gipsform (Pressform)? Meistern Sie die Kunst konsistenter Keramikformen
- Was ist der Formpressprozess? Ein Schritt-für-Schritt-Leitfaden zum Formpressen (Compression Molding)
- Was ist der Zweck von speziellen Druckvorrichtungen in Sulfid-Festkörperbatterien? Sicherstellung der chemo-mechanischen Stabilität

















