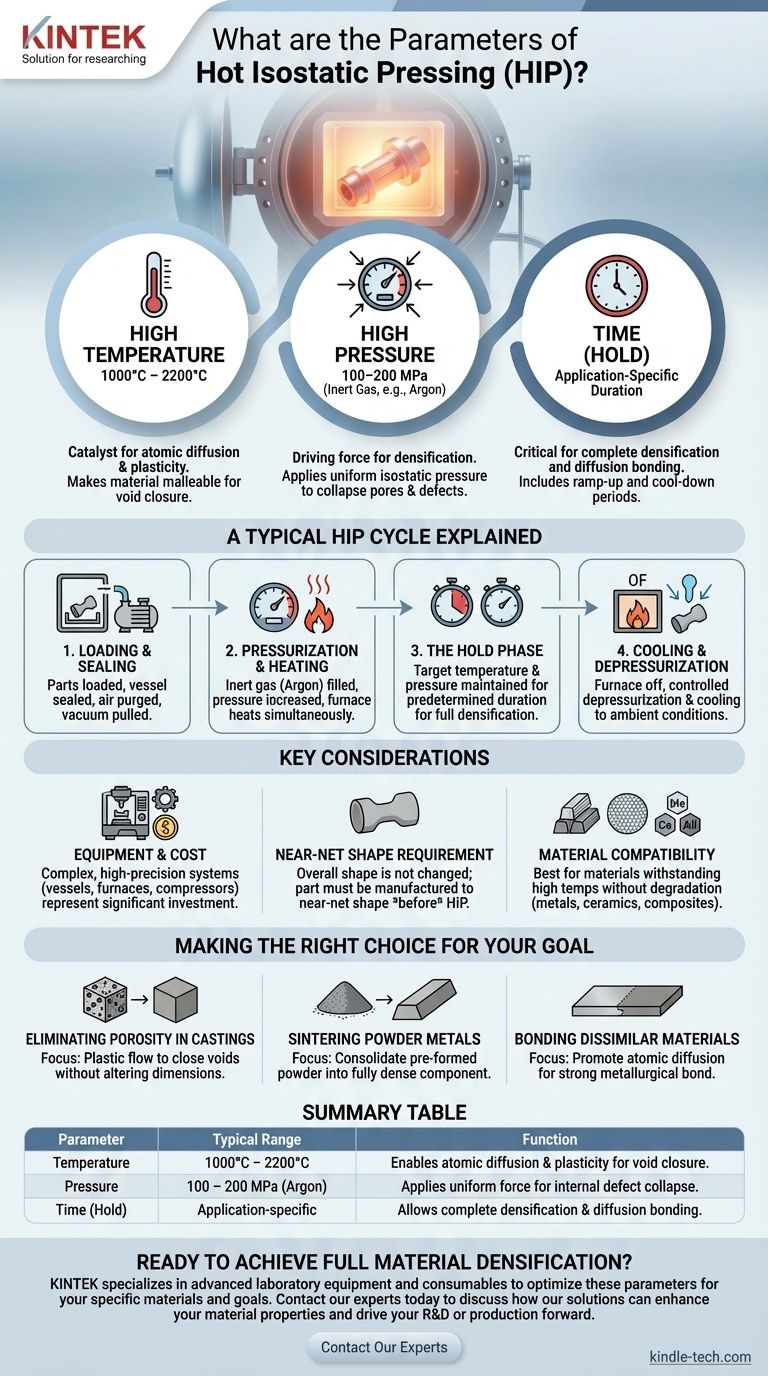
Im Kern wird das Heißisostatische Pressen (HIP) durch drei primäre Parameter definiert: hohe Temperatur, hoher Druck und die Dauer des Prozesszyklus. Diese fortschrittliche Fertigungstechnik wendet einen gleichmäßigen Druck in alle Richtungen auf ein Bauteil an, typischerweise im Bereich von 100 bis 200 MPa, während es gleichzeitig in einem Ofen auf Temperaturen zwischen 1000°C und 2200°C erhitzt wird. Ein inertes Gas, wie Argon, wird als Medium verwendet, um diesen Druck gleichmäßig zu übertragen, wodurch sichergestellt wird, dass das Teil verdichtet oder verbunden wird, ohne seine Gesamtform zu verändern.
Die entscheidende Erkenntnis ist, dass es beim Heißisostatischen Pressen nicht nur um die Anwendung von Wärme und Druck geht, sondern um die präzise, gleichzeitige Kontrolle dieser Parameter in einer kontrollierten Atmosphäre, um eine vollständige Materialverdichtung zu erreichen, interne Defekte zu beseitigen oder eine metallurgische Verbindung zwischen Materialien herzustellen.

Die Kernparameter des HIP-Prozesses
Um das Heißisostatische Pressen zu verstehen, müssen Sie die Funktion jeder kontrollierten Variablen kennen. Der Prozess findet in einem spezialisierten System statt, das aus einem Hochdruckbehälter, einem internen Heizofen und ausgeklügelten Steuerungssystemen besteht.
Hohe Temperatur
Temperatur ist der Katalysator für Veränderungen auf mikroskopischer Ebene. Durch das Erhitzen des Materials auf eine hohe Temperatur, typischerweise unterhalb seines Schmelzpunkts, ermöglichen Sie atomare Diffusion und plastische Verformung. Dies macht das Material formbar genug, damit interne Hohlräume kollabieren können.
Isostatischer Druck
Druck ist die treibende Kraft für die Verdichtung. Ein inertes Gas, fast immer Argon, wird im Behälter auf extrem hohe Werte (100–200 MPa) komprimiert. Dieses Gas übt einen gleichmäßigen oder isostatischen Druck aus allen Richtungen auf das Bauteil aus und zwingt interne Poren, Hohlräume und Defekte physisch dazu, sich zu schließen und zu verschweißen.
Prozesszeit
Der dritte kritische Parameter ist die Zeit. Das Bauteil wird für eine bestimmte Dauer, die sogenannte Haltezeit, bei der Zieltemperatur und dem Zieldruck gehalten. Diese Zeit ist wesentlich, um dem Material ausreichend Zeit zu geben, sich vollständig zu verdichten und gegebenenfalls eine Diffusionsbindung zu ermöglichen. Der Gesamtzyklus umfasst auch kontrollierte Aufheiz- und Abkühlphasen.
Ein typischer HIP-Zyklus erklärt
Die Parameter Temperatur, Druck und Zeit werden nicht zufällig angewendet. Sie werden innerhalb eines hochkontrollierten, wiederholbaren Prozesszyklus verwaltet, um konsistente Ergebnisse zu gewährleisten.
1. Beladen und Versiegeln
Zuerst werden die Teile oder Komponenten in die Heizkammer geladen, die dann im Haupt-Hochdruckbehälter versiegelt wird. Der Behälter wird von Luft gereinigt und ein Vakuum gezogen, um reaktive Gase wie Sauerstoff zu entfernen.
2. Druckbeaufschlagung und Erhitzen
Der Behälter wird mit inertem Argongas gefüllt, und der Druck wird mit einem Kompressor erhöht. Gleichzeitig beginnt der interne Ofen, die Kammer und die Komponenten zu erhitzen. Diese beiden Parameter werden kontrolliert und synchron erhöht.
3. Die Haltephase
Sobald die Zieltemperatur und der Zieldruck erreicht sind, tritt das System in die Haltephase ein. Das Steuerungssystem hält diese Parameter mit hoher Präzision für die vorher festgelegte Zeit aufrecht, damit das Material seinen endgültigen, vollständig verdichteten Zustand erreichen kann.
4. Abkühlen und Druckentlastung
Nach Abschluss der Haltephase wird der Ofen ausgeschaltet und der Behälter beginnt abzukühlen. Der Gasdruck wird langsam und sicher in einer kontrollierten Druckentlastungsphase abgelassen. Sobald Umgebungsbedingungen erreicht sind, können die Komponenten sicher entnommen werden.
Die wichtigsten Überlegungen verstehen
Obwohl leistungsstark, beinhaltet der HIP-Prozess spezifische Einschränkungen und Kompromisse, die wichtig zu verstehen sind.
Ausrüstung und Kosten
HIP-Systeme sind hochkomplexe und präzise Geräte. Sie bestehen aus einem dickwandigen Druckbehälter, einem Hochtemperaturofen, Gaskompressoren, Vakuumpumpen und fortschrittlichen Steuerungssystemen. Diese Komplexität macht den Prozess zu einer erheblichen Investition.
Anforderung an die Endkontur
Die isostatische Natur des Drucks stellt sicher, dass die Gesamtform eines Bauteils nicht verändert wird. Das bedeutet, dass das Teil vor dem HIP-Zyklus in seiner annähernden Endkontur gefertigt werden muss. HIP ist ein Verdichtungs- oder Verbindungsprozess, kein Formgebungsprozess.
Materialkompatibilität
Der Prozess eignet sich am besten für Materialien, die hohen Temperaturen standhalten, ohne sich zu zersetzen. Dazu gehören die meisten Metalle, Legierungen, Keramiken und bestimmte Verbundwerkstoffe. Die spezifischen Temperatur- und Druckparameter müssen sorgfältig auf das zu verarbeitende Material abgestimmt werden.
Die richtige Wahl für Ihr Ziel treffen
Die genauen Parameter für einen HIP-Zyklus werden basierend auf dem Material und dem gewünschten Ergebnis ausgewählt.
- Wenn Ihr Hauptaugenmerk auf der Beseitigung von Porosität in Gussteilen liegt: Der Schlüssel ist die Auswahl einer Temperatur und eines Drucks, die ausreichen, um plastisches Fließen zu verursachen und interne Hohlräume zu schließen, ohne die kritischen Abmessungen des Teils zu verändern.
- Wenn Ihr Hauptaugenmerk auf dem Sintern von Pulvermetallen liegt: Die Parameter müssen präzise kontrolliert werden, um eine vorgeformte Pulverform zu einem vollständig dichten, festen Bauteil mit optimalen mechanischen Eigenschaften zu konsolidieren.
- Wenn Ihr Hauptaugenmerk auf dem Verbinden unterschiedlicher Materialien liegt: Der Zyklus muss sorgfältig entwickelt werden, um die atomare Diffusion an der Grenzfläche der beiden Materialien zu fördern und eine echte metallurgische Verbindung zu schaffen, die stärker ist als die Ausgangsmaterialien.
Letztendlich ist die Beherrschung des Zusammenspiels von Temperatur, Druck und Zeit der Schlüssel, um das volle Potenzial des Heißisostatischen Pressens für Ihre Anwendung auszuschöpfen.
Zusammenfassungstabelle:
| Parameter | Typischer Bereich | Funktion |
|---|---|---|
| Temperatur | 1000°C – 2200°C | Ermöglicht atomare Diffusion und Materialplastizität zum Schließen von Hohlräumen. |
| Druck | 100 – 200 MPa (Argon) | Übt eine gleichmäßige Kraft aus allen Richtungen aus, um interne Defekte zu beseitigen. |
| Zeit (Haltezeit) | Anwendungsspezifisch | Ermöglicht vollständige Verdichtung und Diffusionsbindung. |
Bereit, eine vollständige Materialverdichtung zu erreichen und interne Defekte zu beseitigen?
Die präzise Kontrolle von Temperatur, Druck und Zeit ist entscheidend für einen erfolgreichen Heißisostatischen Presszyklus (HIP). KINTEK ist spezialisiert auf fortschrittliche Laborausrüstung und Verbrauchsmaterialien und bietet die Technologie und das Fachwissen, um diese Parameter für Ihre spezifischen Materialien und Ziele zu optimieren – egal ob Sie mit Gussteilen, Pulvermetallen oder fortschrittlichen Verbundwerkstoffen arbeiten.
Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie unsere Lösungen Ihre Materialeigenschaften verbessern und Ihre F&E oder Produktion vorantreiben können.
Visuelle Anleitung
Ähnliche Produkte
- Warme isostatische Presse für die Festkörperbatterieforschung
- Elektrische Labor-Kaltisostatische Presse CIP-Maschine für Kaltisostatisches Pressen
- Automatische Labor-Kalt-Isostatische Presse CIP-Maschine Kalt-Isostatisches Pressen
- Manuelle isostatische Pressmaschine CIP Pelletpresse
- 24T 30T 60T Beheizte hydraulische Presse mit Heizplatten für Labor-Heißpressen
Andere fragen auch
- Wofür wird eine isostatische Presse verwendet? Erzielung gleichmäßiger Dichte & Eliminierung von Defekten
- Warum führt der Einsatz einer isostatischen Presse für LSGM-Grünkörper zu einer Verringerung der Sintertemperatur? Erhöhte Dichte
- Wie lange dauert das Heiß-Isostatische Pressen? Die Variablen entschlüsseln, die die Zykluszeit steuern
- Was ist das Verfahren des isostatischen Pressens? Gleichmäßige Dichte für komplexe Teile erreichen
- Was ist die Funktion einer Warm-Isostatischen Presse (WIP) bei All-Solid-State-Pouch-Zellen? Optimierung der Batteriedichte

















