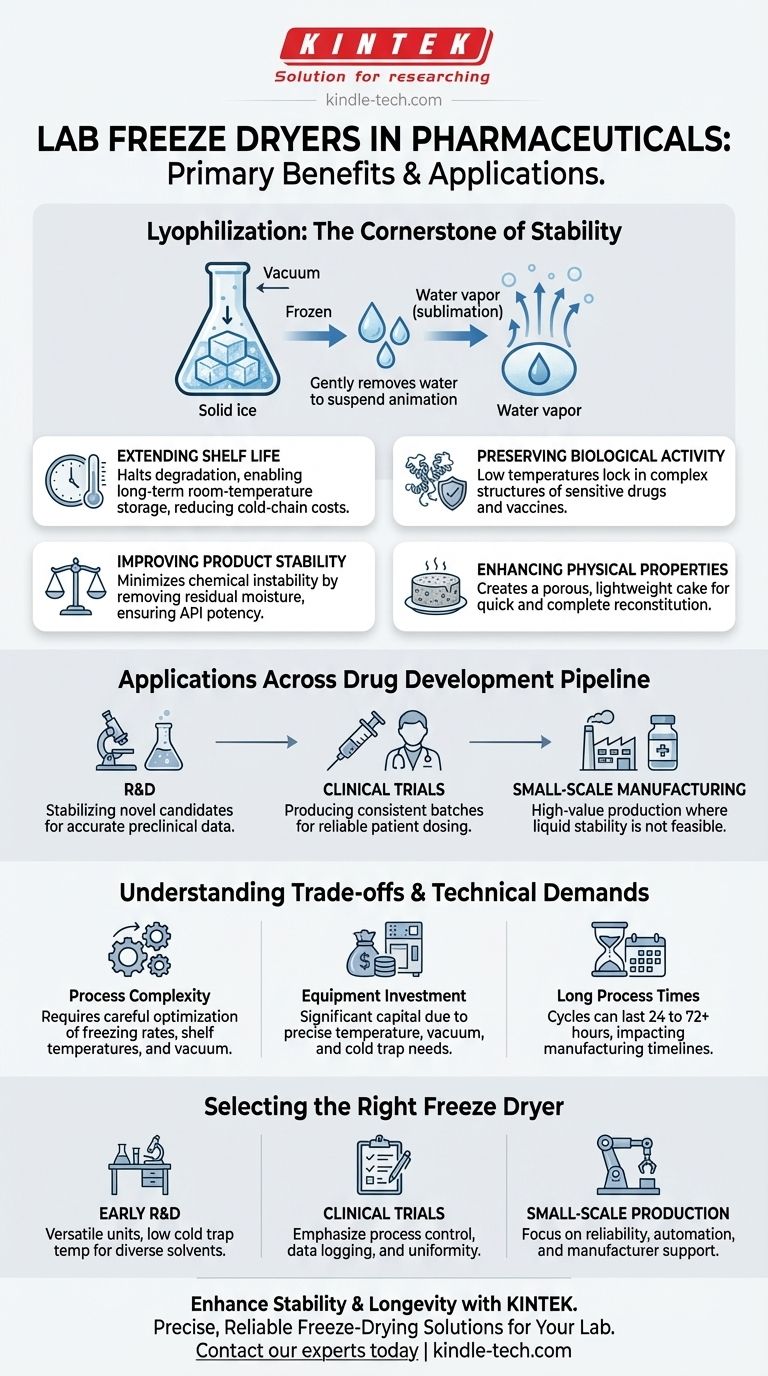
Die Hauptvorteile eines Labor-Gefriertrockners in der Pharmazie sind die Verlängerung der Haltbarkeit, die Bewahrung der biologischen Aktivität empfindlicher Medikamente, die Verbesserung der Produktstabilität und die Verbesserung der physikalischen Eigenschaften für Transport und Lagerung. Dieser Prozess, bekannt als Lyophilisierung, ist unerlässlich für die Herstellung von Therapeutika, die jahrelang wirksam und sicher bleiben, ohne dass eine ständige Kühlung erforderlich ist.
Der grundlegende Wert der Gefriertrocknung liegt in ihrer Fähigkeit, Wasser schonend aus empfindlichen biologischen und chemischen Verbindungen zu entfernen. Dieser Prozess versetzt das Produkt in einen Zustand der „suspendierten Animation“, wodurch es jahrelang stabil bleibt und seine therapeutische Integrität bewahrt wird, bis es zur Verwendung rekonstituiert wird.

Warum die Gefriertrocknung ein Eckpfeiler der pharmazeutischen Stabilität ist
Die Lyophilisierung ist mehr als nur eine Trocknungsmethode; sie ist eine präzise Stabilisierungstechnik. Dabei wird das Material eingefroren und anschließend der Umgebungsdruck gesenkt, damit das gefrorene Wasser direkt vom festen in den gasförmigen Zustand sublimiert und die schädliche flüssige Phase umgangen wird.
Haltbarkeitsverlängerung über die Kühlung hinaus
Durch die Entfernung von Wasser – dem primären Medium für chemische Reaktionen und mikrobielles Wachstum – stoppt die Gefriertrocknung den Abbau wirksam. Dies ermöglicht die Lagerung komplexer Medikamente über längere Zeiträume bei Raumtemperatur, was die Logistik vereinfacht und die Kosten für die Kühlkettenlagerung reduziert.
Erhaltung empfindlicher biologischer Strukturen
Viele moderne Medikamente, insbesondere Impfstoffe und proteinbasierte Therapien, sind extrem fragil. Hohe Temperaturen oder die mechanische Belastung durch herkömmliche Verdampfung können ihre komplexen dreidimensionalen Strukturen zerstören und sie unbrauchbar machen. Die Lyophilisierung ist ein Tieftemperaturverfahren, das diese Strukturen fixiert.
Erreichung einer überlegenen Produktstabilität
Das fertige gefriergetrocknete Produkt weist einen extrem niedrigen Restfeuchtegehalt auf. Dies minimiert chemische Instabilitäten wie Hydrolyse und stellt sicher, dass der pharmazeutische Wirkstoff (API) seine angegebene Wirksamkeit während seiner gesamten Haltbarkeitsdauer beibehält.
Erzeugung eines konsistenten und wiederverwendbaren Produkts
Der Prozess führt zu einem porösen, festen „Kuchen“, der leicht ist und das gleiche Volumen wie die ursprüngliche gefrorene Flüssigkeit einnimmt. Diese Struktur ermöglicht es, das Produkt schnell und vollständig wieder aufzulösen (zu rekonstituieren), was für klinische Anwendungen, bei denen eine genaue Dosierung von größter Bedeutung ist, entscheidend ist.
Anwendungen in der gesamten Arzneimittelentwicklungspipeline
Labor-Gefriertrockner sind nicht nur für die Großserienfertigung gedacht; sie sind ein entscheidendes Werkzeug in jeder Phase der Markteinführung eines Medikaments.
Forschung und Entwicklung (F&E)
In den frühen Phasen verwenden Wissenschaftler Gefriertrockner, um neuartige Wirkstoffkandidaten zu stabilisieren. Dies ermöglicht es ihnen, die Verbindungen über die Zeit zu untersuchen, ohne die Variable des Abbaus, wodurch die Genauigkeit präklinischer Daten gewährleistet wird.
Klinische Studien
Für klinische Studien ist es unerlässlich, konsistente und stabile Chargen von Prüfpräparaten herzustellen. Die Gefriertrocknung stellt sicher, dass jeder Patient in einer Studie das Medikament in seiner vorgesehenen Wirksamkeit erhält, unabhängig davon, wann oder wo es verabreicht wird.
Kleinserienfertigung
Gefriertrockner im Labormaßstab werden zur Herstellung kleiner kommerzieller Chargen von hochwertigen Produkten eingesetzt. Dazu gehören viele Impfstoffe, injizierbare Medikamente und Therapien, bei denen eine Stabilität in flüssiger Form nicht praktikabel ist.
Verständnis der Kompromisse und technischen Anforderungen
Obwohl die Vorteile erheblich sind, erfordert die Einführung der Lyophilisierung ein klares Verständnis ihrer Komplexität.
Prozesskomplexität
Die Entwicklung eines erfolgreichen Gefriertrocknungszyklus ist ein komplexes wissenschaftliches Unterfangen. Es erfordert eine sorgfältige Optimierung der Einfriergeschwindigkeiten, der Plattentemperaturen und der Vakuumniveaus für jedes spezifische Produkt, um Kollaps oder Aktivitätsverlust zu vermeiden.
Investition in Ausrüstung
Gefriertrockner sind hochentwickelte Geräte, die eine erhebliche Kapitalinvestition darstellen. Die Notwendigkeit einer präzisen Temperaturregelung, tiefer Vakuums und robuster Kaltfallen macht sie teurer als einfache Öfen oder Verdampfer.
Lange Prozesszeiten
Ein typischer Gefriertrocknungszyklus kann 24 bis 72 Stunden oder sogar länger dauern. Diese lange Prozesszeit kann ein Engpass in der Produktion sein und muss in die Fertigungszeitpläne einbezogen werden.
Auswahl des richtigen Gefriertrockners für Ihre Anwendung
Die Wahl der richtigen Ausrüstung hängt vollständig von Ihrem spezifischen Ziel ab. Zu den wichtigsten technischen Faktoren gehören die Temperatur der Kaltfalle, das Vakuumniveau und die Gleichmäßigkeit der Plattentemperatur.
- Wenn Ihr Hauptaugenmerk auf der frühen F&E mit verschiedenen Verbindungen liegt: Priorisieren Sie ein vielseitiges Gerät mit einer sehr niedrigen Temperatur der Kaltfalle, um eine breite Palette von Lösungsmitteln zu handhaben, und präzisen Steuerungen zur Entwicklung neuer Zyklen.
- Wenn Ihr Hauptaugenmerk auf der Herstellung von Materialien für klinische Studien liegt: Betonen Sie die Prozesskontrolle, die Datenprotokollierungsfunktionen und die Gleichmäßigkeit der Plattentemperatur, um die Chargenkonsistenz und die Einhaltung gesetzlicher Vorschriften zu gewährleisten.
- Wenn Ihr Hauptaugenmerk auf der Kleinserienfertigung unter Qualitätskontrolle liegt: Achten Sie auf Zuverlässigkeit, Automatisierungsfunktionen zur Gewährleistung der Wiederholbarkeit und ein System von einem Hersteller mit einem guten Ruf für Service und Support.
Letztendlich ist ein Gefriertrockner für das Labor ein unverzichtbares Werkzeug, um instabile flüssige Formulierungen in stabile, langlebige Produkte umzuwandeln, die für Patienten sicher und wirksam sind.
Zusammenfassungstabelle:
| Vorteil | Wesentliche Auswirkung |
|---|---|
| Verlängert die Haltbarkeit | Ermöglicht die Lagerung bei Raumtemperatur und reduziert Kühlkettenkosten. |
| Bewahrt die biologische Aktivität | Schützt empfindliche Strukturen von Proteinen und Impfstoffen. |
| Verbessert die Produktstabilität | Minimiert den Abbau durch Wasserentzug. |
| Verbessert die physikalischen Eigenschaften | Erzeugt einen porösen Kuchen für einfache Rekonstitution und genaue Dosierung. |
Sind Sie bereit, die Stabilität und Langlebigkeit Ihrer pharmazeutischen Formulierungen zu verbessern? Ein KINTEK Labor-Gefriertrockner ist das präzise, zuverlässige Werkzeug, das Sie für F&E, klinische Studien und Kleinserienfertigung benötigen. Wir sind spezialisiert auf die Lieferung hochwertiger Laborgeräte und Verbrauchsmaterialien, um die anspruchsvollen Anforderungen der pharmazeutischen Industrie zu erfüllen. Kontaktieren Sie noch heute unsere Experten, um die perfekte Gefriertrocknungslösung für die einzigartigen Bedürfnisse Ihres Labors zu finden und sicherzustellen, dass Ihre Therapeutika wirksam und sicher bleiben.
Visuelle Anleitung
Ähnliche Produkte
- Hochleistungs-Gefriertrockner für das Labor
- Hochleistungs-Gefriertrockner für Forschung und Entwicklung
- Tischgefriertrockner für Laboranwendungen
- Tisch-Vakuum-Gefriertrockner für Labore
- 808L Präzisions-Labor-Vertikal-Ultra-Tieftemperatur-Gefrierschrank
Andere fragen auch
- Was sind die Hauptkomponenten eines Labor-Gefriertrockners? Ein Leitfaden zu den 5 wesentlichen Systemen
- Wie unterstützen Labor-Gefriertrockner die wissenschaftliche Forschung? Bewahren Sie die Probenintegrität für reproduzierbare Ergebnisse
- Welche Arten von flüssigen Proben können mit einem Labor-Gefriertrockner verarbeitet werden? Bewahren Sie Ihre empfindlichen Materialien
- Welche Rolle spielen Labor-Gefriertrockner in der Lebensmittelindustrie? Entdecken Sie überlegene Lebensmittelkonservierung
- Warum wird vor der Biomassecharakterisierung ein Laborgefriertrockner verwendet? Erhaltung der strukturellen Integrität für genaue Daten



















