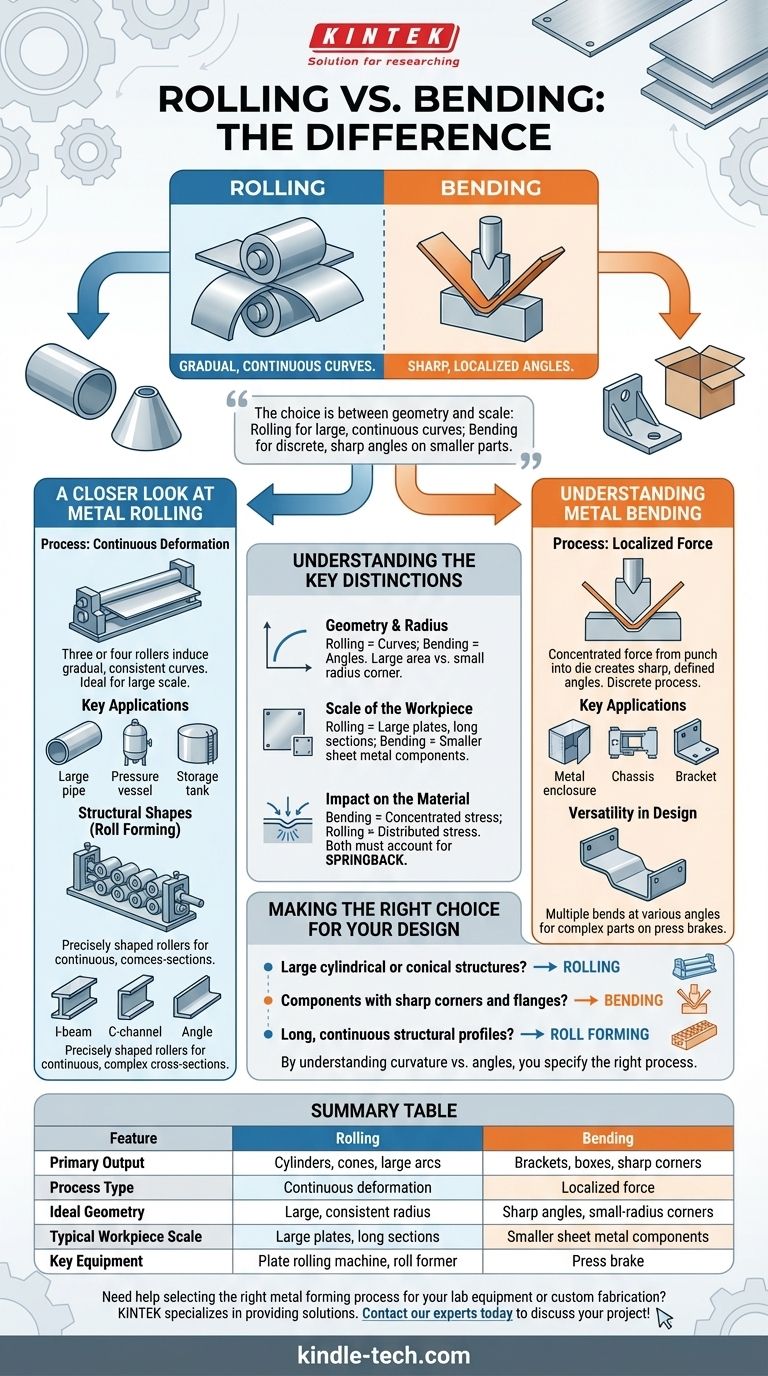
Der grundlegende Unterschied zwischen Walzen und Biegen liegt in der Art und Weise, wie ein Material geformt wird: Walzen erzeugt durch kontinuierlichen Druck allmähliche Kurven mit großem Radius, während Biegen scharfe, lokalisierte Winkel oder Kurven mit kleinem Radius erzeugt, indem Kraft an einem bestimmten Punkt ausgeübt wird. Walzen wird zur Herstellung von Zylindern, Kegeln und großen Bögen verwendet, während Biegen zur Herstellung von Halterungen, Kästen und scharfen Ecken verwendet wird.
Die Wahl zwischen Walzen und Biegen ist eine Wahl zwischen Geometrie und Maßstab. Wählen Sie Walzen für kontinuierliche Krümmungen mit großem Radius bei großen Werkstücken und wählen Sie Biegen für die Erzeugung diskreter, scharfer Winkel an kleineren, komplexeren Teilen.

Ein genauerer Blick auf das Metallwalzen
Das Metallwalzen ist ein Umformverfahren, bei dem mithilfe eines Satzes von Walzen die Dicke eines Metallstücks reduziert oder ihm eine gewünschte Form verliehen wird. Es ist ein kontinuierlicher Prozess, der sich ideal für die Großserienfertigung und große Teile eignet.
Der Walzprozess: Kontinuierliche Verformung
Bei Prozessen wie dem Blechwalzen wird ein Blech oder eine Platte Metall durch drei oder vier Walzen geführt. Durch die Einstellung des Abstands und der Position dieser Walzen erzeugt die Maschine eine allmähliche, gleichmäßige Krümmung entlang der gesamten Länge oder Breite des Werkstücks. Dieser progressive Druck gewährleistet einen gleichmäßigen Radius.
Wichtige Anwendungen für das Walzen
Diese Methode ist die erste Wahl für die Herstellung von Teilen mit einem großen, gleichmäßigen Radius. Zu den gängigen Beispielen gehören Rohre mit großem Durchmesser, Druckbehälter, Lagertanks und die konischen Abschnitte von Trichtern.
Strukturprofile
Eine spezialisierte Form, das Profilwalzen (Roll Forming), verwendet eine Reihe von präzise geformten Walzen, um ein kontinuierliches Metallband schrittweise in komplexe Querschnitte wie I-Träger, C-Profile und Winkelstahl zu biegen.
Metallbiegen verstehen
Das Biegen ist ein Fertigungsverfahren, das entlang einer geraden Achse in duktilen Materialien eine V-Form, U-Form oder Kanalform erzeugt. Es wird am häufigsten an einer Werkzeugmaschine durchgeführt, die als Abkantpresse bezeichnet wird.
Der Biegeprozess: Lokalisierte Kraft
Eine Abkantpresse verwendet einen Stempel und eine Matrize, um eine konzentrierte Kraft auf eine bestimmte Linie eines Metallblechs auszuüben. Der Stempel drückt das Blech in die Matrize und zwingt es, sich in einem scharfen, definierten Winkel zu biegen. Der Vorgang ist diskret und erzeugt jeweils eine Biegung.
Wichtige Anwendungen für das Biegen
Das Biegen ist unerlässlich für die Herstellung von Komponenten, die scharfe Ecken und Flansche erfordern. Denken Sie an Metallgehäuse für Elektronik, Chassis für Geräte, kleine Halterungen und Blechkästen.
Vielseitigkeit im Design
Da jede Biegung ein separater Vorgang ist, bieten Abkantpressen eine enorme Vielseitigkeit bei der Herstellung komplexer Teile mit mehreren Biegungen in verschiedenen Winkeln und Richtungen an einem einzigen Werkstück.
Die wichtigsten Unterscheidungen verstehen
Obwohl beide Prozesse Metall formen, unterscheiden sich ihre Grundprinzipien, Anwendungen und Geräte grundlegend. Die Entscheidung, welches Verfahren zu verwenden ist, ist selten mehrdeutig.
Geometrie und Radius
Dies ist der wichtigste Unterschied. Walzen ist für Kurven; Biegen ist für Winkel. Walzen eignet sich hervorragend zur Erzeugung eines echten Radius über eine große Fläche. Biegen eignet sich hervorragend zur Erzeugung einer Ecke mit kleinem Radius entlang einer geraden Linie.
Maßstab des Werkstücks
Walzmaschinen sind für die Bearbeitung großer Platten und langer Metallabschnitte gebaut, die oft viele Fuß lang oder breit sind. Abkantpressen werden typischerweise für kleinere, handlichere Blechteile verwendet, obwohl es sehr große Pressen für spezielle Anwendungen wie die Formung von Schiffsrümpfen gibt.
Auswirkungen auf das Material
Das Biegen konzentriert die Spannung entlang einer sehr schmalen Linie, was die Materialeigenschaften an der Ecke beeinflussen kann. Das Walzen verteilt die Umformspannung gleichmäßiger über die gesamte gekrümmte Oberfläche des Teils. Beide Prozesse müssen das Rückfederungsverhalten (Springback) berücksichtigen, bei dem das Material versucht, nach Entfernen der Kraft in seine ursprüngliche Form zurückzukehren.
Die richtige Wahl für Ihr Design treffen
Die Auswahl des richtigen Prozesses ist entscheidend, um Ihre Designabsicht effizient und kostengünstig zu erreichen. Die Geometrie Ihres Teils liefert fast immer eine klare Antwort.
- Wenn Ihr Hauptaugenmerk auf der Herstellung großer zylindrischer oder konischer Strukturen liegt: Das Walzen ist die einzig praktikable und effiziente Methode für diese Aufgabe.
- Wenn Ihr Hauptaugenmerk auf der Herstellung von Komponenten mit scharfen Ecken und Flanschen liegt: Das Biegen auf einer Abkantpresse ist der richtige und notwendige Prozess.
- Wenn Ihr Hauptaugenmerk auf der Formung langer, kontinuierlicher Strukturprofile liegt: Das Profilwalzen ist die ideale Methode für die Massenproduktion.
Indem Sie den Unterschied zwischen kontinuierlicher Krümmung und lokalisierten Winkeln verstehen, können Sie den richtigen Herstellungsprozess für ein robusteres und wirtschaftlicheres Design spezifizieren.
Zusammenfassungstabelle:
| Merkmal | Walzen | Biegen |
|---|---|---|
| Hauptergebnis | Zylinder, Kegel, große Bögen | Halterungen, Kästen, scharfe Ecken |
| Prozesstyp | Kontinuierliche Verformung | Lokalisierte Kraft |
| Ideale Geometrie | Großer, gleichmäßiger Radius | Scharfe Winkel, Ecken mit kleinem Radius |
| Typischer Maßstab des Werkstücks | Große Platten, lange Abschnitte | Kleinere Blechteile |
| Schlüsselgeräte | Blechwalzmaschine, Profilwalze | Abkantpresse |
Benötigen Sie Hilfe bei der Auswahl des richtigen Metallumformprozesses für Ihre Laborausrüstung oder Ihr kundenspezifisches Fertigungsprojekt? Bei KINTEK sind wir auf die Bereitstellung von Lösungen für Laboranforderungen spezialisiert, von kundenspezifischen Metallgehäusen bis hin zu spezialisierten Komponenten. Unsere Expertise stellt sicher, dass Sie die effizienteste und kostengünstigste Herstellungsmethode für Ihr Design erhalten. Kontaktieren Sie noch heute unsere Experten, um Ihre Projektanforderungen zu besprechen!
Visuelle Anleitung