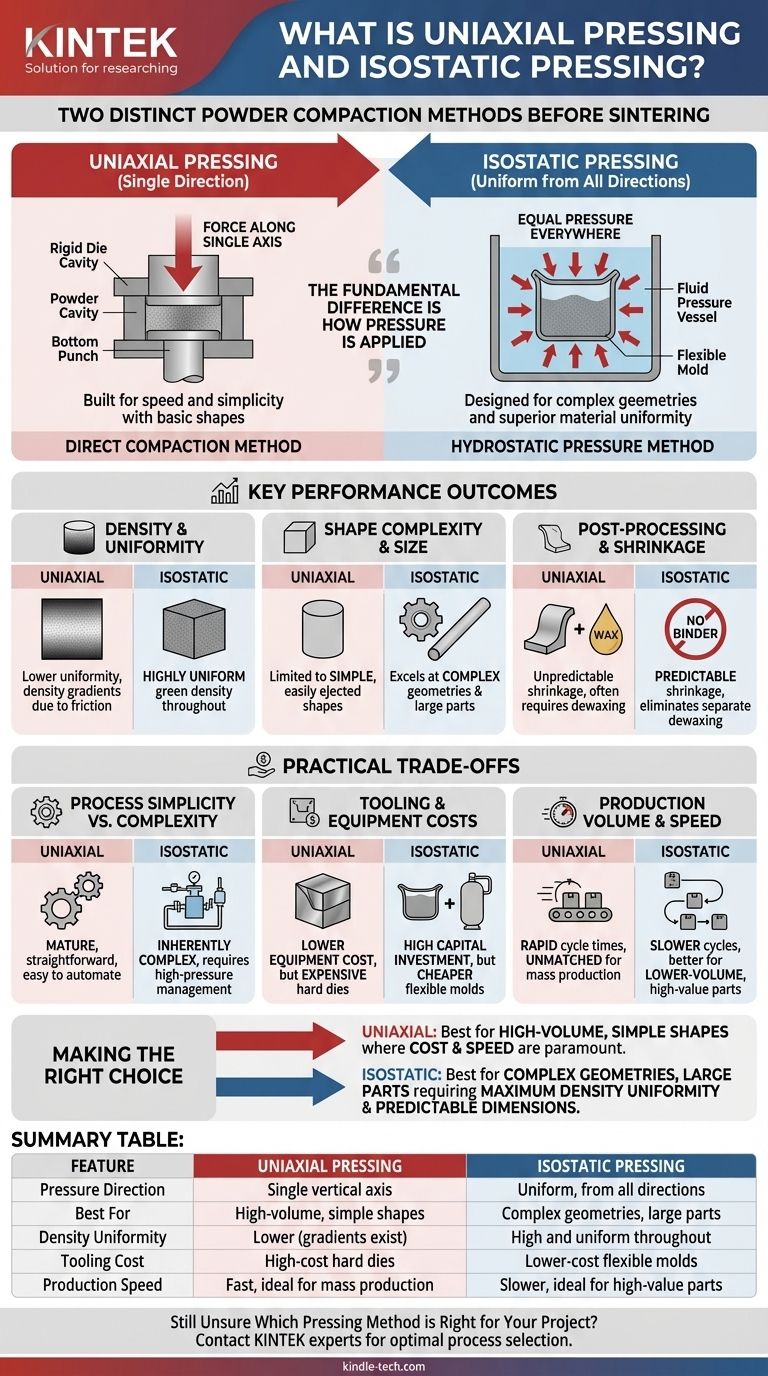
Im Grunde genommen sind uniaxialer und isostatischer Druck zwei unterschiedliche Methoden zur Verdichtung von Pulver in eine feste Form vor dem abschließenden Sintern. Beim uniaxialen Pressen wird die Kraft entlang einer einzigen vertikalen Achse ausgeübt, ähnlich wie bei einem Stößel in einem Zylinder. Im Gegensatz dazu übt das isostatische Pressen gleichzeitig aus allen Richtungen gleichen Druck aus, wobei eine Flüssigkeit als Druckübertragungsmedium verwendet wird.
Die grundlegende Wahl zwischen diesen Methoden hängt nicht davon ab, welche insgesamt überlegen ist, sondern welche für Ihr spezifisches Ziel die richtige ist. Das uniaxialen Pressen ist auf Geschwindigkeit und Einfachheit bei grundlegenden Formen ausgelegt, während das isostatische Pressen für komplexe Geometrien und überlegene Materialgleichmäßigkeit konzipiert ist.

Der grundlegende Unterschied: Wie der Druck ausgeübt wird
Die Art und Weise, wie die Kraft auf das Pulver übertragen wird, bestimmt die endgültigen Eigenschaften des verdichteten Teils. Dies ist das wichtigste Konzept, das man beim Vergleich dieser beiden Prozesse verstehen muss.
Uniaxiales Pressen: Kraft in einer einzigen Richtung
Das uniaxiale Pressen ist eine direkte Verdichtungsmethode. Das Pulver wird in einen starren Matrizenhohlraum gegeben, und ein oder mehrere Stempel verdichten das Pulver entlang einer einzigen Achse.
Diese mechanische Einfachheit macht es zu einem schnellen, wiederholbaren und kostengünstigen Verfahren für die Massenfertigung.
Isostatisches Pressen: Gleichmäßiger Druck aus allen Richtungen
Beim isostatischen Pressen wird das Pulver in eine flexible, versiegelte Form gebracht, die dann in einem Druckbehälter in eine Flüssigkeit eingetaucht wird. Wenn die Flüssigkeit unter Druck gesetzt wird, übt sie eine gleichmäßige, gleiche Kraft auf jede Oberfläche der Form aus.
Dieser Ansatz, bekannt als hydrostatischer Druck, beseitigt viele der Einschränkungen, die der einachsigen Verdichtung innewohnen.
Vergleich der wichtigsten Leistungsergebnisse
Der Unterschied in der Druckanwendung führt zu erheblichen Unterschieden in der Dichte, der Formbarkeit und der Endqualität des „grünen“ (ungesinterten) Teils.
Dichte und Gleichmäßigkeit
Beim uniaxialen Pressen verursacht die Reibung zwischen dem Pulver und den Werkzeugwänden Dichtegradienten. Das Teil ist am dichtesten in der Nähe der Stempel und weniger dicht in der Mitte, ein Problem, das bei höheren Teilen zunimmt.
Das isostatische Pressen überwindet dies vollständig. Durch die gleichmäßige Druckausübung aus allen Richtungen erzeugt es eine sehr gleichmäßige grüne Dichte im gesamten Teil, unabhängig von seiner Größe oder seinem Seitenverhältnis.
Formkomplexität und Größe
Das uniaxiale Pressen ist auf Formen beschränkt, die leicht aus einer starren Matrize ausgestoßen werden können, was seine Verwendung für komplexe Geometrien oder Teile mit Hinterschneidungen einschränkt.
Hier glänzt das isostatische Pressen. Da das Werkzeug flexibel ist, kann es hochkomplexe und komplizierte Formen sowie sehr große Bauteile oder lange, dünne Stäbe herstellen, die mit herkömmlichen Methoden unmöglich sind.
Nachbearbeitung und Schrumpfung
Die gleichmäßige Dichte des isostatischen Pressens führt zu einer vorhersehbareren und gleichmäßigeren Schrumpfung während der abschließenden Sinterphase, wodurch das Risiko von Verzug oder Verzerrung verringert wird.
Darüber hinaus erfordert das isostatische Pressen oft nicht die Wachsbindemittel, die beim uniaxialen Pressen üblich sind, was die Notwendigkeit eines separaten Entwachsungsvorgangs eliminiert und den Gesamtprozess vereinfacht.
Verständnis der praktischen Kompromisse
Die Wahl eines Prozesses beinhaltet die Abwägung von Leistungsanforderungen gegen betriebliche Kosten und Komplexität.
Prozess Einfachheit vs. Komplexität
Das uniaxiale Pressen ist ein ausgereifter, unkomplizierter mechanischer Prozess, der relativ einfach zu automatisieren und mit hoher Geschwindigkeit zu betreiben ist.
Das isostatische Pressen ist von Natur aus komplexer und erfordert die Verwaltung von Hochdruckflüssigkeitssystemen sowie aufwendigere Lade- und Entladezyklen.
Werkzeug- und Ausrüstungskosten
Dies ist ein häufiger Punkt der Verwirrung. Das uniaxiale Pressen erfordert eine geringere Anfangsinvestition für die Presse selbst, aber die Hartstahlformen für jedes Teiledesign sind oft teuer in der Herstellung und Wartung.
Das isostatische Pressen erfordert eine sehr hohe Anfangsinvestition für den Hochdruckbehälter. Die flexiblen Formen für einzelne Teiledesigns sind jedoch typischerweise viel billiger und schneller herzustellen als Hartwerkzeuge, was eine größere Flexibilität für Prototyping oder vielfältige Produktlinien bietet.
Produktionsvolumen und Geschwindigkeit
Für die Massenproduktion einfacher, standardisierter Teile sind die schnellen Zykluszeiten des axialen Pressens unübertroffen.
Die Zyklen des isostatischen Pressens sind aufgrund der Zeit, die für die Druckbeaufschlagung und Druckentlastung des Systems benötigt wird, im Allgemeinen langsamer, was es besser für Komponenten mit geringerem Volumen und höherem Wert geeignet macht.
Die richtige Wahl für Ihre Anwendung treffen
Ihre endgültige Entscheidung sollte von der Geometrie Ihres Teils und den erforderlichen Materialeigenschaften geleitet werden.
- Wenn Ihr Hauptaugenmerk auf der Massenproduktion einfacher Formen liegt (wie Scheiben, Buchsen oder Tabletten), bei denen Kosten und Geschwindigkeit von größter Bedeutung sind: Das uniaxiale Pressen ist die klare und logische Wahl.
- Wenn Ihr Hauptaugenmerk auf der Herstellung komplexer Geometrien, großer Teile oder Komponenten liegt, die maximale Dichtegleichmäßigkeit und vorhersehbare Endabmessungen erfordern: Das isostatische Pressen bietet Fähigkeiten, die mit uniaxialen Methoden einfach nicht erreichbar sind.
Letztendlich ist das Verständnis dafür, wie Druck Ihr Material formt, der Schlüssel zur Abstimmung Ihres Herstellungsprozesses mit Ihren technischen Zielen.
Zusammenfassungstabelle:
| Merkmal | Uniaxiales Pressen | Isostatisches Pressen |
|---|---|---|
| Druckrichtung | Einzelne vertikale Achse | Gleichmäßig, aus allen Richtungen |
| Am besten geeignet für | Große Mengen, einfache Formen | Komplexe Geometrien, große Teile |
| Dichtegleichmäßigkeit | Geringer (Gradienten vorhanden) | Hoch und durchgehend gleichmäßig |
| Werkzeugkosten | Teure Hartwerkzeuge | Günstigere flexible Formen |
| Produktionsgeschwindigkeit | Schnell, ideal für Massenproduktion | Langsamer, ideal für hochwertige Teile |
Immer noch unsicher, welche Pressmethode die richtige für Ihr Projekt ist?
Bei KINTEK sind wir auf Laborgeräte und Verbrauchsmaterialien spezialisiert und helfen Ihnen, die Komplexität der Pulververdichtung zu meistern. Unsere Experten können Ihnen helfen, den optimalen Prozess zu bestimmen – sei es schnelles uniaxialen Pressen oder hochgleichmäßiges isostatisches Pressen –, um Ihre Material- und geometrischen Ziele zu erreichen.
Lassen Sie uns Ihre spezifische Anwendung besprechen und die perfekte Lösung für Ihre Laborbedürfnisse finden.
Kontaktieren Sie unser Team noch heute für eine persönliche Beratung!
Visuelle Anleitung
Ähnliche Produkte
- Beheizte hydraulische Pressemaschine mit Heizplatten für Vakuumbox-Labor-Heißpresse
- Automatische hydraulische Heizpresse mit hohen Temperaturen und beheizten Platten für Laboratorien
- Manuelle Hochtemperatur-Heizpresse mit beheizten Platten für das Labor
- Beheizte hydraulische Pressemaschine mit integrierten manuellen Heizplatten für den Laboreinsatz
- 24T 30T 60T Beheizte hydraulische Presse mit Heizplatten für Labor-Heißpressen
Andere fragen auch
- Warum wird eine beheizte hydraulische Presse für das Warmpressen von NASICON-Grünlingen verwendet? Optimieren Sie die Dichte Ihres Festkörperelektrolyten
- Wofür wird eine beheizte hydraulische Presse verwendet? Unverzichtbares Werkzeug zum Aushärten, Formen und Laminieren
- Welche Rolle spielt eine beheizte hydraulische Presse beim Kaltsintern (CSP)? Verbesserung der Verdichtung von LATP-Halid
- Was leistet eine hydraulische Transferpresse? Erzielung von industrieller, gleichmäßiger Druckkraft für die Großserienproduktion
- Wie wird eine beheizte hydraulische Presse für Li-LLZO-Batterien verwendet? Optimierung der Grenzflächenbindung mit thermischem Druck



















