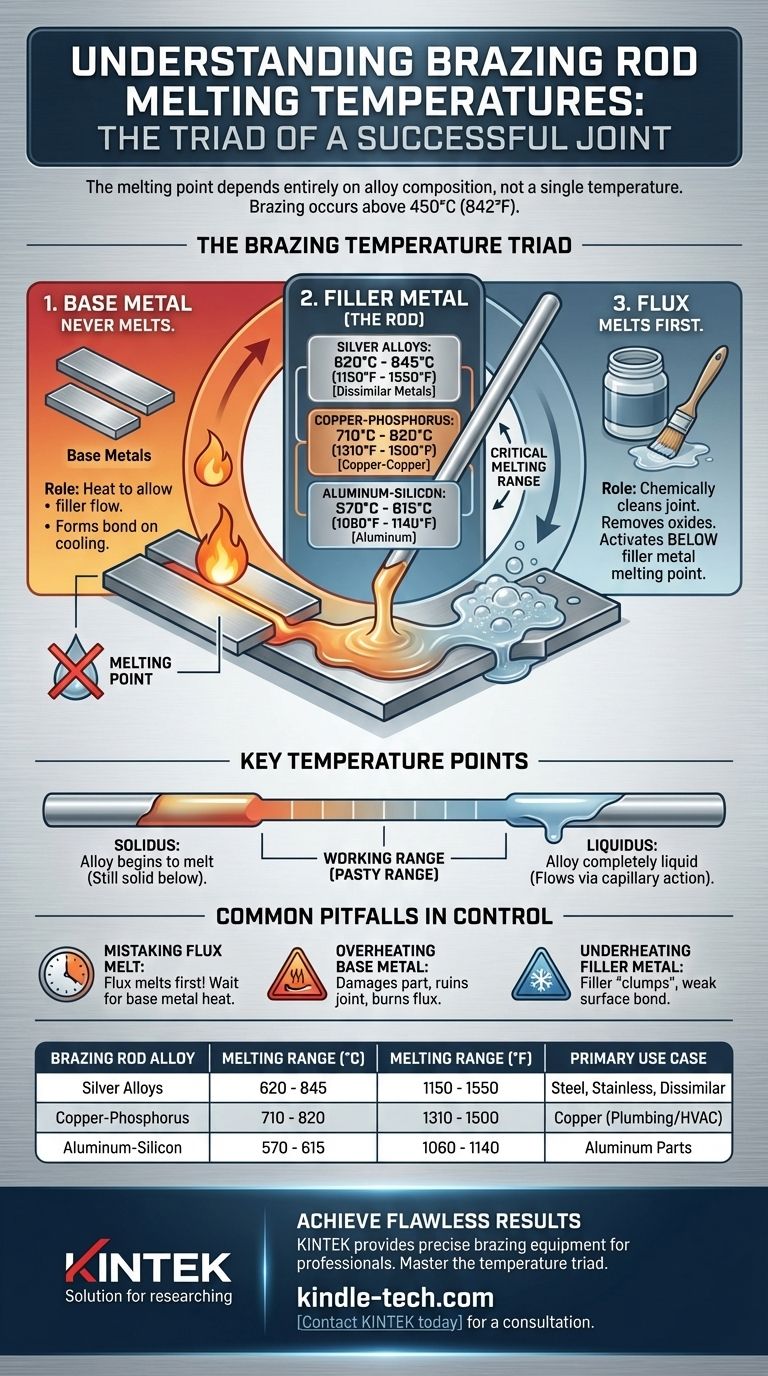
Der Schmelzpunkt eines Hartlotstabs hängt vollständig von seiner spezifischen Legierungszusammensetzung ab. Per Definition verwendet der Lötprozess ein Füllmetall, das oberhalb von 450 °C, aber unterhalb des Schmelzpunkts der zu verbindenden Grundmetalle schmilzt. Daher gibt es keine einzelne Temperatur; ein silberbasierter Stab schmilzt bei einer anderen Temperatur als ein Kupfer-Phosphor- oder Aluminium-Silizium-Stab.
Das Kernprinzip des Hartlötens ist eine kontrollierte Temperaturhierarchie: Das Flussmittel muss zuerst schmelzen, um die Verbindung zu reinigen, gefolgt vom Füllmetall (Lotstab), während die Grundmetalle fest bleiben. Ein erfolgreötes Hartlöten hängt vom Verständnis dieser Abfolge ab, nicht nur von einem einzigen Schmelzpunkt.

Die Hartlöt-Temperatur-Triade
Eine starke Hartlötverbindung entsteht durch das Zusammenspiel von drei Schlüsselelementen, die jeweils eine unterschiedliche temperaturbezogene Rolle spielen. Der Prozess ist eine Abfolge, kein einzelnes Ereignis.
Die Rolle des Grundmetalls
Die Grundmetalle sind die Teile, die Sie verbinden möchten. Beim Hartlöten dürfen die Grundmetalle niemals ihren Schmelzpunkt erreichen.
Ihre Aufgabe ist es, heiß genug zu werden, damit das geschmolzene Füllmetall durch Kapillarwirkung in die Verbindung fließen kann und beim Abkühlen eine starke metallurgische Bindung bildet.
Das Füllmetall (Der Hartlotstab)
Dies ist der eigentliche Hartlotstab. Sein Schmelzbereich ist der kritischste Faktor und variiert stark je nach Typ.
- Silberlegierungen: Eine gängige Wahl zum Verbinden unterschiedlicher Metalle wie Stahl und Kupfer. Die Schmelzbereiche liegen typischerweise zwischen 620 °C und 845 °C.
- Kupfer-Phosphor-Legierungen: Werden oft zum Fügen von Kupfer auf Kupfer ohne Flussmittel verwendet. Sie schmelzen im Bereich von 710 °C bis 820 °C.
- Aluminium-Silizium-Legierungen: Speziell zum Hartlöten von Aluminium. Diese schmelzen in einem niedrigeren Bereich, etwa bei 570 °C bis 615 °C, was knapp unter dem Schmelzpunkt von Aluminium liegt.
Die Funktion des Flussmittels
Flussmittel ist ein chemisches Reinigungsmittel. Seine Aufgabe ist es, Oxide von der Oberfläche der Grundmetalle zu entfernen, damit das Füllmaterial richtig haften kann.
Entscheidend ist, dass Flussmittel so konzipiert ist, dass es bei einer Temperatur unter dem Schmelzpunkt des Füllmetalls schmilzt und aktiv wird. Die von Ihnen genannte Temperatur von 565–572 °C ist ein typischer Schmelzbereich für ein Hartlötflussmittel, nicht für den Hartlotstab selbst.
Wichtige Temperaturpunkte zum Verständnis
Wenn Sie ein technisches Datenblatt für einen Hartlotstab einsehen, sehen Sie zwei angegebene Temperaturen. Das Verständnis beider ist für die richtige Technik unerlässlich.
Die „Solidus“-Temperatur
Dies ist die Temperatur, bei der die Legierung zuerst zu schmelzen beginnt. Unterhalb dieses Punktes ist das Füllmetall vollständig fest.
Die „Liquidus“-Temperatur
Dies ist die Temperatur, bei der die Legierung vollständig flüssig wird. Das korrekte Fließen in die Verbindung durch Kapillarwirkung erfolgt nur bei oder über dieser Temperatur.
Warum der Arbeitsbereich wichtig ist
Der Temperaturunterschied zwischen Solidus und Liquidus ist der „Arbeitsbereich“ oder „pastöse Bereich“ der Legierung. Legierungen mit einer geringen Spanne gehen schnell von fest zu flüssig über, was ideal für eng anliegende Verbindungen ist. Eine größere Spanne gibt mehr Zeit, das Füllmaterial in eine größere Verbindung einzuarbeiten, bevor es vollständig erstarrt.
Häufige Fallstricke bei der Temperaturkontrolle
Die Erreichung der korrekten Temperatur ist die häufigste Herausforderung beim Hartlöten. Ein Missverständnis des Prozesses führt zu fehlerhaften Verbindungen.
Verwechslung des Schmelzens des Flussmittels mit der Löttemperatur
Der häufigste Fehler besteht darin, zu sehen, wie das Flussmittel schmilzt und blubbert, und dann sofort den Hartlotstab anzulegen. Die Grundmetalle sind noch nicht heiß genug, damit das Füllmaterial richtig fließt. Das Schmelzen des Flussmittels ist lediglich Ihr Indikator dafür, dass sich die Verbindung der korrekten Hartlötemperatur nähert.
Überhitzung des Grundmetalls
Zu lange oder zu viel Hitze kann die Grundmetalle beschädigen oder verziehen. In extremen Fällen können Sie das Werkstück schmelzen, was die Verbindung und das Teil zerstört. Es kann auch das Flussmittel verbrennen und die Verbindung ungeschützt vor Oxidation lassen.
Untererhitzung des Füllmetalls
Wenn die Grundmetalle beim Einbringen des Stabs nicht heiß genug sind, verklumpt das Füllmaterial und fließt nicht in die Verbindung. Dies führt zu einer schwachen, unzuverlässigen Bindung, die auf der Oberfläche liegt, anstatt in den Spalt einzudringen.
Abstimmung Ihres Stabs auf Ihr Ziel
Der richtige Stab und die richtige Temperatur werden durch die Materialien bestimmt, die Sie verbinden.
- Wenn Ihr Hauptaugenmerk auf dem Verbinden von Kupferrohren für Sanitär- oder HLK-Anwendungen liegt: Verwenden Sie einen Kupfer-Phosphor-Stab. Diese sind wirtschaftlich und selbstflussend auf Kupfer, was den Prozess vereinfacht.
- Wenn Ihr Hauptaugenmerk auf dem Verbinden von Stahl, Edelstahl oder ungleichen Metallen liegt: Eine silberbasierte Hartlotlegierung ist aufgrund ihrer Festigkeit und ihres niedrigeren Schmelzpunkts die vielseitigste und zuverlässigste Wahl.
- Wenn Ihr Hauptaugenmerk auf dem Verbinden von Aluminiumteilen liegt: Sie müssen eine spezielle Aluminium-Silizium-Fülllegierung und das entsprechende Flussmittel verwenden, da das Temperaturfenster sehr eng ist.
Letztendlich wird eine erfolgreiche Hartlötung erreicht, indem das Grundmetall gleichmäßig erhitzt wird und die Hitze des Werkstücks – nicht die Flamme – den Lotstab schmilzt.
Zusammenfassungstabelle:
| Hartlotlegierung | Üblicher Schmelzbereich (°C) | Üblicher Schmelzbereich (°F) | Hauptanwendungsfall |
|---|---|---|---|
| Silberlegierungen | 620°C - 845°C | 1150°F - 1550°F | Verbinden von Stahl, Edelstahl, ungleichen Metallen |
| Kupfer-Phosphor-Legierungen | 710°C - 820°C | 1310°F - 1500°F | Verbinden von Kupfer auf Kupfer (häufig in Sanitär/HLK) |
| Aluminium-Silizium-Legierungen | 570°C - 615°C | 1060°F - 1140°F | Verbinden von Aluminiumteilen |
Erzielen Sie makellose Hartlötergebnisse mit der richtigen Ausrüstung
Das Verständnis der genauen Schmelzpunkte Ihrer Hartlotstäbe ist nur die halbe Miete. Gleichbleibend hochwertige Verbindungen erfordern zuverlässige und präzise Heizgeräte.
KINTEK ist spezialisiert auf Labor- und Werkstattausrüstung, einschließlich Lötbrenner und Temperaturregelsysteme, die für Profis entwickelt wurden, die Genauigkeit verlangen. Wir liefern die Werkzeuge, die Sie benötigen, um die Temperatur-Triade zu meistern – und sicherzustellen, dass Flussmittel, Füllmetall und Grundmetalle jedes Mal perfekt für starke, dauerhafte Verbindungen zusammenwirken.
Lassen Sie uns Ihnen helfen, Ihren Hartlötprozess zu verbessern. Ob Sie im HLK-Bereich, in der Sanitärtechnik oder in der spezialisierten Metallfertigung arbeiten, unsere Expertise stellt sicher, dass Sie für Ihre spezifischen Legierungen und Anwendungen die richtige Ausrüstung haben.
Kontaktieren Sie KINTEL noch heute für eine Beratung zu den idealen Hartlötlösungen für Ihre Werkstatt oder Ihre Laboranforderungen.
Visuelle Anleitung
Ähnliche Produkte
- Kundenspezifische PTFE-Waferhalter für Labor und Halbleiterfertigung
- Spezielle Heißpressform für Laboranwendungen
- Kundenspezifischer Hersteller von PTFE-Teflon-Teilen für PTFE-Pinzetten
- Sonderform-Keramikplatten aus Aluminiumoxid-Zirkonoxid nach Maß für die Verarbeitung von fortschrittlicher Fein-Keramik
- Polyethylen-Separator für Lithiumbatterien
Andere fragen auch
- Welche Reinigungsverfahren sind für den PTFE-Elektrodenständer empfohlen und welche verboten? Schützen Sie Ihre Laborausrüstung
- Was ist das Substratmaterial bei der chemischen Gasphasenabscheidung? Die Grundlage für hochwertige Dünnschichten
- Welche Inspektionen sollten am PTFE-Elektrodenständer vor dem Gebrauch durchgeführt werden? Gewährleisten Sie sichere und genaue elektrochemische Messungen
- Aus welchen Materialien bestehen die Probenhalter? Entwickelt mit PTFE und PEEK für höchste Reinheit
- Wie sind die Lageranforderungen für den PTFE-Elektrodenständer nach der Reinigung? Bewahren Sie die Reinheit und die Lebensdauer der Geräte