Ja, gesinterte Teile können bearbeitet werden. Der Prozess unterscheidet sich jedoch grundlegend und ist oft anspruchsvoller als die Bearbeitung von herkömmlichen Schmiedemetallen. Die einzigartige poröse Struktur gesinterter Komponenten erfordert besondere Überlegungen hinsichtlich Werkzeug, Schnittparametern und den Endeigenschaften des Teils.
Die Kernherausforderung besteht nicht darin, ob man gesinterte Teile bearbeiten kann, sondern wie man deren inhärente Porosität beherrscht. Diese Struktur führt zu unterbrochenen Schnitten, die den Werkzeugverschleiß beschleunigen und einen spezialisierten Ansatz erfordern, um gute Ergebnisse zu erzielen.

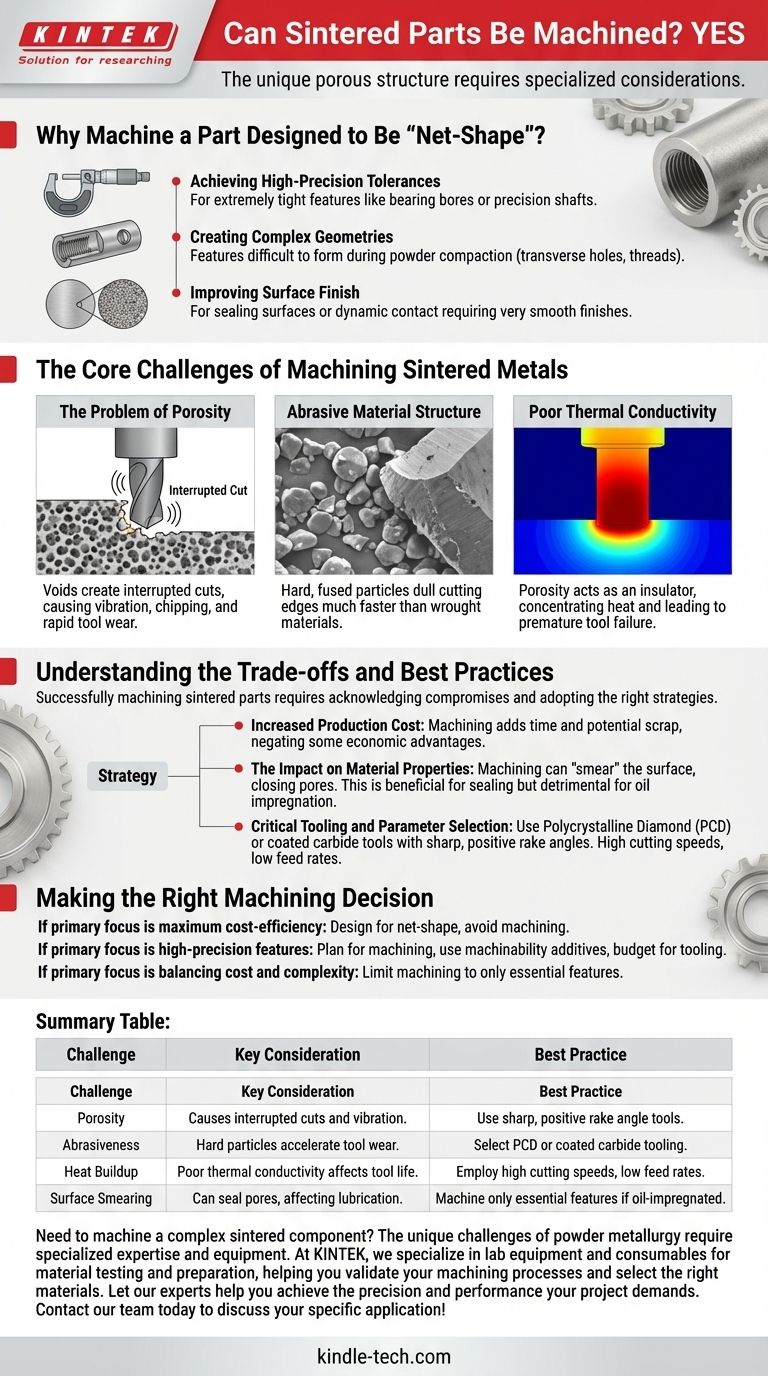
Warum ein Teil bearbeiten, das als „Endformteil“ (Net-Shape) konzipiert wurde?
Die Pulvermetallurgie (PM) wird für die Herstellung von Teilen geschätzt, die „nahezu in Endform“ sind, wodurch die Notwendigkeit von Nachbearbeitungsschritten minimiert wird. Trotzdem ist die Bearbeitung oft ein notwendiger Schritt, um die endgültigen Designanforderungen zu erfüllen.
Erreichen hochpräziser Toleranzen
Das Sintern ist ein ausgezeichneter Prozess, kann aber nicht immer die extrem engen Toleranzen einhalten, die für Merkmale wie Lagerbohrungen oder Präzisionswellen erforderlich sind. Die Bearbeitung wird eingesetzt, um diese kritischen Abmessungen auf die endgültige Spezifikation zu bringen.
Erstellung komplexer Geometrien
Bestimmte Merkmale sind während der Pulververdichtungsphase schwer oder unmöglich zu formen. Dazu gehören oft Querbohrungen (senkrecht zur Pressrichtung), Gewinde und Hinterschneidungen, die durch einen sekundären Bearbeitungsprozess hinzugefügt werden müssen.
Verbesserung der Oberflächengüte
Die Natur des Sinterprozesses kann eine Oberfläche mit gewisser Restporosität hinterlassen. Für Anwendungen, die eine sehr glatte Oberfläche für Dichtungs- oder dynamische Kontaktzwecke erfordern, werden Bearbeitungsvorgänge wie Drehen, Schleifen oder Fräsen eingesetzt, um die gewünschte Oberflächengüte zu erzielen.
Die Kernherausforderungen bei der Bearbeitung gesinterter Metalle
Die metallverarbeitende Industrie betrachtet gesinterte Teile zu Recht als weniger zerspanbar als ihre massiven Gegenstücke. Dies liegt an einigen Schlüsselfaktoren, die direkt mit ihrem pulvermetallurgischen Ursprung zusammenhängen.
Das Problem der Porosität
Die Hohlräume zwischen den verschmolzenen Metallpartikeln erzeugen einen unterbrochenen Schnitt für die Schneidkante des Werkzeugs. Dieses ständige Eingreifen und Zurückziehen aus dem Material erzeugt Vibrationen, die zu Abplatzungen, schnellem Werkzeugverschleiß und einer schlechten Oberflächengüte führen können.
Abrasive Materialstruktur
Pulvermetallteile bestehen aus harten Partikeln, die zusammengepresst und verschmolzen werden. Diese einzelnen Partikel können sehr abrasiv für das Schneidwerkzeug sein und die Schneide viel schneller abstumpfen, als es bei einem homogenen Schmiedematerial der Fall wäre.
Schlechte Wärmeleitfähigkeit
Die Porosität, die die Zerspanung erschwert, wirkt auch als Isolator. Die beim Zerspanen erzeugte Wärme leitet sich nicht effektiv durch das Werkstück ab, sondern konzentriert sich an der Werkzeugspitze. Diese übermäßige Hitze kann zu vorzeitigem Werkzeugversagen führen.
Verständnis der Kompromisse und Best Practices
Die erfolgreiche Bearbeitung gesinterter Teile erfordert die Anerkennung der Kompromisse und die Annahme der richtigen Strategien.
Erhöhte Produktionskosten
Der primäre Kompromiss sind die Kosten. Das Hinzufügen eines Bearbeitungsschritts macht einige der wichtigsten wirtschaftlichen Vorteile des PM-Prozesses zunichte. Es führt mehr Zeit, Handhabung und Potenzial für Ausschuss in den Produktionszyklus ein.
Auswirkungen auf die Materialeigenschaften
Die Bearbeitung kann das Metall an der Oberfläche „verschmieren“ und dabei die Poren verschließen. Dies kann vorteilhaft sein, wenn eine Dichtfläche erzeugt werden muss, ist jedoch nachteilig, wenn das Teil auf seine Porosität zur Öltränkung und Selbstschmierung angewiesen ist.
Kritische Auswahl von Werkzeugen und Parametern
Der Erfolg hängt von der richtigen Einrichtung ab. Oft sind Werkzeuge aus polykristallinem Diamant (PCD) oder beschichteten Hartmetallen mit scharfen, positiven Spanwinkeln erforderlich. Hohe Schnittgeschwindigkeiten bei niedrigen Vorschubgeschwindigkeiten helfen, die Schnittkräfte zu minimieren und die Auswirkungen des unterbrochenen Schnitts auf die Werkzeugschneide zu reduzieren.
Die richtige Entscheidung zur Bearbeitung treffen
Ihr Ansatz sollte durch das Endergebnis für Ihre Komponente bestimmt werden.
- Wenn Ihr Hauptaugenmerk auf maximaler Kosteneffizienz liegt: Gestalten Sie die Komponente so, dass sie vom Werkzeug aus ein echtes Endformteil ist, und vermeiden Sie alle sekundären Bearbeitungsvorgänge.
- Wenn Ihr Hauptaugenmerk auf hochpräzisen Merkmalen liegt: Planen Sie die Bearbeitung von Anfang an ein, wählen Sie eine Pulvermetalllegierung mit verbesserten zerspanbarkeitsfördernden Zusätzen und budgetieren Sie die entsprechenden Werkzeuge.
- Wenn Ihr Hauptaugenmerk auf der Balance zwischen Kosten und Komplexität liegt: Beschränken Sie die Bearbeitung auf die absolut notwendigen Merkmale, wie das Gewindeschneiden eines einzelnen Lochs oder das Fertigstellen einer kritischen Oberfläche.
Indem Sie die einzigartigen Eigenschaften gesinterter Materialien verstehen, können Sie die Bearbeitung erfolgreich integrieren, um komplexe Designs zu realisieren, ohne die Kernvorteile der Pulvermetallurgie zu opfern.
Zusammenfassungstabelle:
| Herausforderung | Wichtige Überlegung | Best Practice |
|---|---|---|
| Porosität | Verursacht unterbrochene Schnitte und Vibrationen. | Verwenden Sie Werkzeuge mit scharfem, positivem Spanwinkel. |
| Abrasivität | Harte Partikel beschleunigen den Werkzeugverschleiß. | Wählen Sie PCD- oder beschichtete Hartmetallwerkzeuge. |
| Hitzeentwicklung | Schlechte Wärmeleitfähigkeit beeinträchtigt die Werkzeugstandzeit. | Setzen Sie hohe Schnittgeschwindigkeiten und niedrige Vorschübe ein. |
| Oberflächenverschmierung | Kann Poren verschließen und die Schmierung beeinträchtigen. | Bearbeiten Sie nur notwendige Merkmale, wenn ölgetränkt. |
Müssen Sie eine komplexe gesinterte Komponente bearbeiten? Die einzigartigen Herausforderungen der Pulvermetallurgie erfordern spezialisiertes Fachwissen und Ausrüstung. Bei KINTEK sind wir auf Laborgeräte und Verbrauchsmaterialien für Materialprüfung und -vorbereitung spezialisiert und helfen Ihnen, Ihre Bearbeitungsprozesse zu validieren und die richtigen Materialien auszuwählen. Lassen Sie sich von unseren Experten dabei unterstützen, die Präzision und Leistung zu erreichen, die Ihr Projekt erfordert. Kontaktieren Sie unser Team noch heute, um Ihre spezifische Anwendung zu besprechen!
Visuelle Anleitung
Ähnliche Produkte
- Siliziumkarbid (SiC) Keramikplatte Verschleißfeste technische fortschrittliche Fein Keramik
- Dental Porcelain Zirkon Sinterkeramikofen Behandlungsstuhl mit Transformator
- Vakuum-Molybdän-Draht-Sinterofen zum Vakuumsintern
- Funkenplasmagesinterter Ofen SPS-Ofen
- Dental Porcelain Zirkon Sinterkeramik Vakuum-Pressofen
Andere fragen auch
- Was sind die häufigsten Anwendungen von Siliziumkarbid? Entfesseln Sie extreme Leistung in rauen Umgebungen
- Wie hoch ist die Temperaturbeständigkeit von Siliziumkarbid? Hält extremer Hitze bis zu 1500°C stand
- Was sind die Eigenschaften von SiC? Entfesseln Sie Hochtemperatur-, Hochfrequenzleistung
- Was ist die Art von Siliziumkarbid? Ein Leitfaden zu Polymorphen, Güteklassen und Anwendungen
- Was ist die stärkste Keramik? Siliziumkarbid führt bei Härte und thermischer Festigkeit