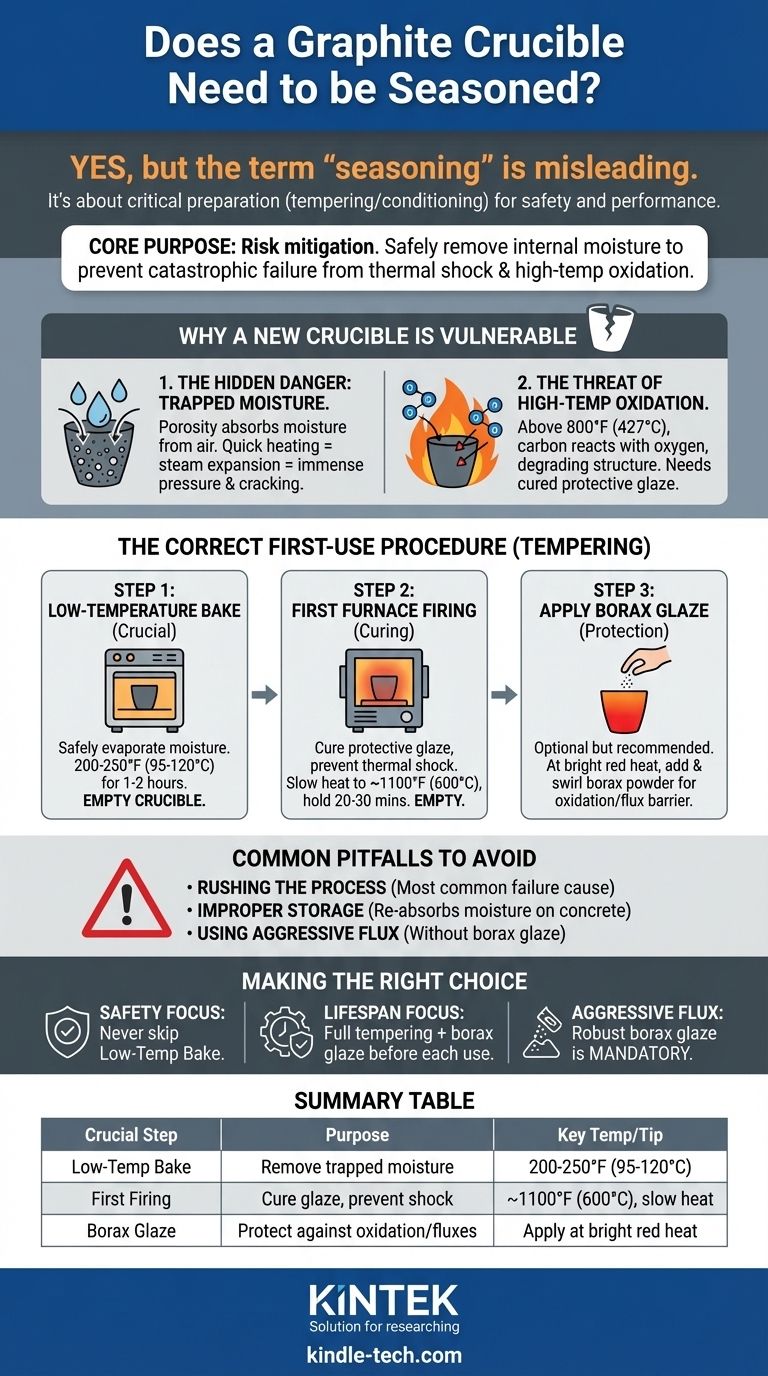
Ja, aber der Begriff „Einbrennen“ kann irreführend sein. Ein neuer Graphittiegel erfordert einen kritischen, einmaligen Vorbereitungsprozess, der oft als Tempern oder Konditionieren bezeichnet wird. Dieser anfängliche, langsame Heizzyklus dient nicht dazu, eine Antihaftoberfläche wie bei Kochgeschirr zu erzeugen; es handelt sich um ein wesentliches Sicherheitsverfahren, um eingeschlossene Feuchtigkeit auszutreiben und die schützende Glasur zu aktivieren, wodurch Risse oder Explosionen beim ersten tatsächlichen Gebrauch verhindert werden.
Der Hauptzweck der Vorbereitung eines neuen Tiegels ist nicht das Einbrennen, sondern die Risikominderung. Sie führen ein langsames, kontrolliertes Anfangsfeuern durch, um die innere Feuchtigkeit sicher zu entfernen und katastrophales Versagen durch thermischen Schock und Hochtemperatur-Oxidation zu verhindern.

Warum ein neuer Tiegel anfällig ist
Ein neuer Tiegel ist vor seiner ersten ordnungsgemäßen Erhitzung in seinem zerbrechlichsten Zustand, obwohl er robust erscheint. Zwei Hauptfaktoren tragen zu dieser Anfälligkeit bei.
Die versteckte Gefahr: Eingeschlossene Feuchtigkeit
Graphit und die in den Tiegeln verwendeten Ton- oder Keramikbinder sind poröse Materialien. Während des Transports und der Lagerung nehmen sie leicht mikroskopisch kleine Wassermoleküle aus der Umgebungsluft auf.
Wenn sie zu schnell erhitzt werden, verwandelt sich diese eingeschlossene Feuchtigkeit in Dampf und dehnt sich heftig aus. Diese schnelle Ausdehnung im Inneren der Tiegelstruktur erzeugt enormen Innendruck, was zu Rissen oder sogar zu einem vollständigen, explosiven Versagen im Inneren Ihres Ofens führen kann.
Die Gefahr der Hochtemperatur-Oxidation
Das „Graphit“ in Ihrem Tiegel ist Kohlenstoff. Bei hohen Temperaturen, typischerweise über 800 °F (427 °C), reagiert Kohlenstoff mit dem Sauerstoff in der Luft und verbrennt im Wesentlichen.
Dieser als Oxidation bezeichnete Prozess beeinträchtigt die Struktur des Tiegels, macht ihn schwächer und verkürzt seine Lebensdauer. Die meisten modernen Tiegel sind mit einer Schutzglasur beschichtet, die als Sauerstoffbarriere wirkt, aber diese Glasur muss während des ersten Brennens ordnungsgemäß ausgehärtet werden, um wirksam zu sein.
Das korrekte Verfahren für die erste Inbetriebnahme (Tempern)
Dieses Verfahren sollte niemals überstürzt werden. Das Ziel ist ein langsamer und stetiger Temperaturanstieg, um der Feuchtigkeit Zeit zur Flucht und dem Tiegel Zeit zur Anpassung zu geben.
Schritt 1: Das Niedertemperatur-Vorheizen
Dies ist der kritischste Schritt zur Feuchtigkeitsentfernung. Legen Sie den leeren Tiegel für mindestens ein bis zwei Stunden bei etwa 200–250 °F (95–120 °C) in einen Küchenofen. Diese sanfte, trockene Hitze ist der sicherste Weg, um den größten Teil des eingeschlossenen Wassers zu verdampfen.
Wenn Sie keinen Ofen haben, können Sie dies erreichen, indem Sie den Tiegel an der oberen Öffnung Ihres laufenden Ofens bei sehr niedriger Temperatur platzieren, sodass die Abwärme ihn langsam erwärmt.
Schritt 2: Das erste Ofenfeuern (leer)
Nach dem Niedertemperatur-Vorheizen stellen Sie den leeren Tiegel in Ihren Ofen. Erhitzen Sie ihn langsam auf ein mattes Rotglühen (etwa 1100 °F / 600 °C). Halten Sie ihn etwa 20–30 Minuten bei dieser Temperatur.
In dieser Phase wird weiterhin verbleibende Feuchtigkeit ausgetrieben und die schützende Glasur des Herstellers beginnt zu sintern oder „einzustellen“. Danach können Sie die Temperatur langsam auf Ihre beabsichtigte Arbeitstemperatur erhöhen.
Schritt 3: Auftragen einer Boraxglasur
Sobald der Tiegel hellrot glüht, können Sie eine schützende Boraxglasur auftragen. Dies ist besonders wichtig, wenn Ihr Tiegel unglasiert ist oder wenn Sie aggressive chemische Flussmittel verwenden möchten.
Geben Sie vorsichtig einen Löffel wasserfreies Boraxpulver hinzu. Es schmilzt und kann herumgeschwenkt werden, um die gesamte Innenfläche zu bedecken, wodurch eine glasartige Barriere entsteht, die vor Oxidation und chemischem Angriff durch Flussmittel schützt.
Häufige Fallstricke, die es zu vermeiden gilt
Das richtige Verfahren ist unkompliziert, aber Fehler können kostspielig und gefährlich sein. Sich der häufigen Fehler bewusst zu sein, ist der Schlüssel zur Gewährleistung der Langlebigkeit Ihrer Ausrüstung.
Das Verfahren überstürzen
Dies ist die häufigste Ursache für das Versagen von Tiegeln. Einen neuen, unvorbereiteten Tiegel direkt hoher Hitze auszusetzen, ist ein Rezept für thermischen Schock und Rissbildung. Führen Sie immer das langsame anfängliche Aufheizen durch.
Unsachgemäße Lagerung
Ein ordnungsgemäß temperierter Tiegel kann bei unsachgemäßer Lagerung wieder Feuchtigkeit aufnehmen. Lagern Sie Ihren Tiegel niemals direkt auf einem Betonboden, der eine Feuchtigkeitsquelle sein kann. Bewahren Sie ihn an einem warmen, trockenen Ort auf, vorzugsweise auf einem Holzregal.
Verwendung aggressiver Flussmittel
Flussmittel werden verwendet, um Verunreinigungen aus geschmolzenem Metall zu entfernen, aber einige Arten können für den Tiegel selbst hochkorrosiv sein. Eine ordnungsgemäß aufgetragene Boraxglasur ist unerlässlich, um eine Schutzbarriere zwischen dem Flussmittel und der Tiegelwand zu schaffen.
Die richtige Wahl für Ihr Ziel treffen
Ihr Ansatz zur Tiegelpflege sollte sich an Ihrem Hauptziel orientieren, sei es grundlegende Sicherheit oder die Maximierung der Lebensdauer Ihrer Investition.
- Wenn Ihr Hauptaugenmerk auf Sicherheit und der Vermeidung von Ausfällen liegt: Das langsame, anfängliche Niedertemperatur-Vorheizen zur Entfernung von Feuchtigkeit ist der eine Schritt, den Sie niemals auslassen dürfen.
- Wenn Ihr Hauptaugenmerk auf der Maximierung der Tiegel-Lebensdauer liegt: Führen Sie den vollständigen Temperprozess durch und tragen Sie vor jedem Gebrauch erneut eine dünne Boraxglasur auf, um sich vor Oxidation zu schützen.
- Wenn Sie mit aggressiven chemischen Flussmitteln arbeiten: Eine robuste, vollständig beschichtete Boraxglasur ist absolut zwingend erforderlich, um zu verhindern, dass das Flussmittel durch die Tiegelwände frisst.
Die sorgfältige Behandlung Ihres Tiegels ist keine lästige Pflicht; es ist eine grundlegende Praxis, die Sicherheit, Zuverlässigkeit und bessere Ergebnisse bei Ihrer Arbeit gewährleistet.
Zusammenfassungstabelle:
| Entscheidender Schritt | Zweck | Schlüssel-Temperatur/Tipp |
|---|---|---|
| Niedertemperatur-Vorheizen | Eingeschlossene Feuchtigkeit sicher entfernen | 200–250 °F (95–120 °C) für 1–2 Stunden |
| Erstes Ofenfeuern | Schutzglasur aushärten, thermischen Schock verhindern | Langsam auf ~1100 °F (600 °C) erhitzen |
| Boraxglasur auftragen | Schutz vor Oxidation und aggressiven Flussmitteln | Bei hellrotglühender Hitze auftragen |
Sichern Sie die Sicherheit Ihres Labors und die Tiegel-Leistung mit KINTEK.
Die ordnungsgemäße Vorbereitung Ihres Graphittiegels ist unerlässlich, um gefährliche Ausfälle zu verhindern und konsistente Ergebnisse zu erzielen. KINTEK ist spezialisiert auf hochwertige Laborgeräte und Verbrauchsmaterialien und liefert die zuverlässigen Tiegel und die fachkundige Beratung, die Ihr Labor benötigt.
Lassen Sie uns Ihnen helfen, Ihre Investition und Ihr Team zu schützen. Kontaktieren Sie noch heute unsere Experten, um Ihre spezifische Anwendung zu besprechen und die perfekte Tiegel-Lösung zu finden.
Visuelle Anleitung
Ähnliche Produkte
- Hochreine reine Graphittiegel für die Verdampfung
- Hochreiner Graphittiegel für Elektronenstrahlverdampfung
- Kohlenstoff-Graphit-Schiff - Laborrohr-Ofen mit Deckel
- Bogenförmige Aluminiumoxid-Keramiktiegel Hochtemperatur-beständig für Engineering-Fortschrittliche Fein Keramik
- Technische Keramik Aluminiumoxid Al2O3 Tiegel mit Deckel Zylindrischer Labor-Tiegel
Andere fragen auch
- Was sind die Vorteile von Graphittiegeln bei Experimenten mit 3000 °C? Erzielen Sie überlegene Reinheit und Leistung
- Welche Doppelrolle spielen hochreine Graphittiegel? Experten-Einblicke in die Prüfung von Salzschmelzen
- Warum wird ein hochreiner Graphittiegel für Chromel-TaC-Verbundwerkstoffe benötigt? Gewährleistung höchster Reinheit bei 1400°C
- Welche Rolle spielt ein hochreiner Graphittiegel in Gleichgewichtsexperimenten des CaO-MgO-Al2O3-SiO2-Systems? Maximieren Sie die Genauigkeit.
- Warum wird ein hochreiner Graphittiegel für FLiNaK-Salzschmelzen benötigt? Gewährleistung von Reinheit und Datenintegrität



















