Kurz gesagt, die Isostatische Hochdruckverdichtung (HIP) reduziert die Porosität, indem ein Material gleichzeitig extrem hohem, gleichmäßigem Druck und erhöhter Temperatur ausgesetzt wird. Diese Kombination bewirkt, dass interne Hohlräume oder Poren im Material physisch kollabieren und durch Diffusionsschweißen verschlossen werden, was zu einem vollständig dichten, festeren Endteil führt.
Die entscheidende Erkenntnis ist, dass HIP ein inertes Gas verwendet, um einen isostatischen (von allen Seiten gleichen) Druck auszuüben, der interne Defekte schließt, ohne die Gesamtform des Bauteils zu verzerren. Es sind nicht nur Hitze und Druck; es ist die Gleichmäßigkeit dieses Drucks, die das Verfahren so effektiv macht.

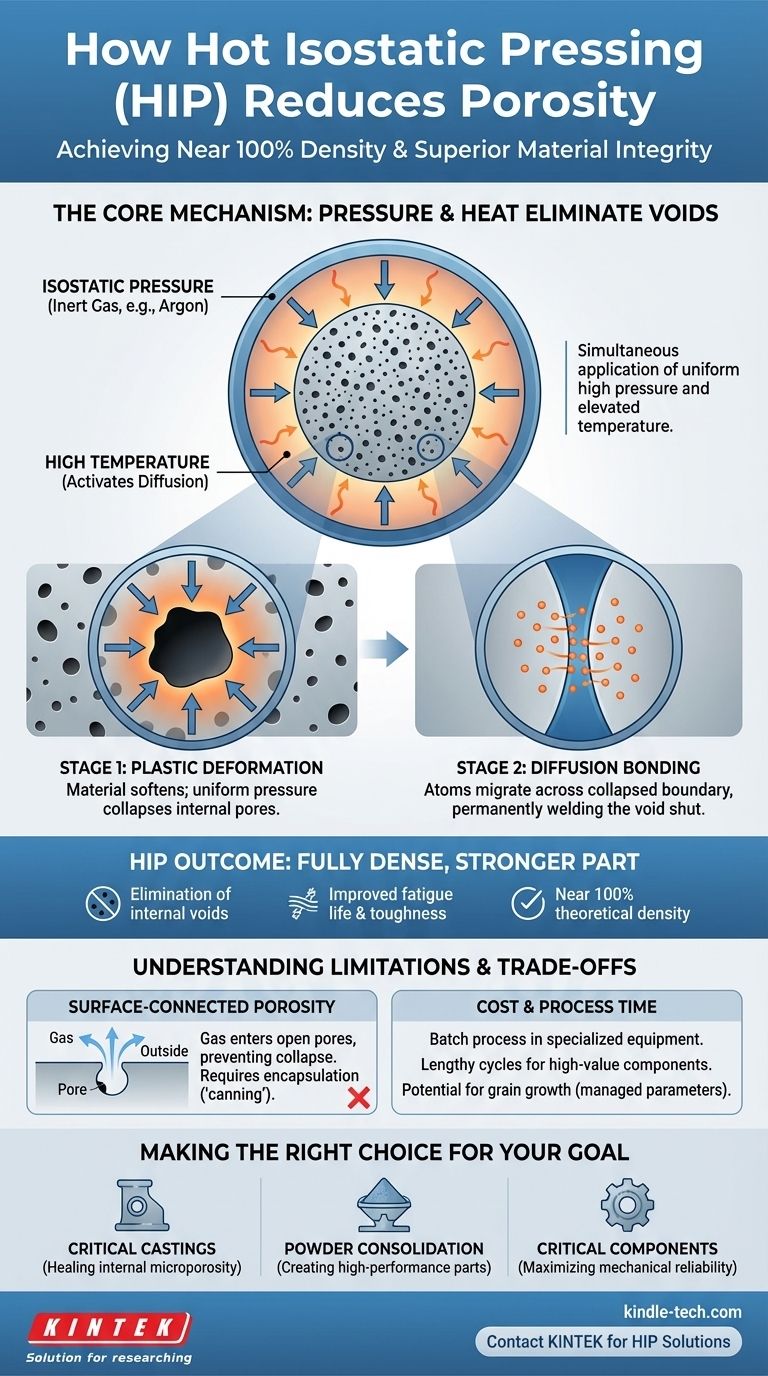
Der Kernmechanismus: Wie Druck und Hitze Hohlräume beseitigen
Die Isostatische Hochdruckverdichtung ist ein Materialverdichtungsverfahren, das auf zwei grundlegenden physikalischen Prinzipien beruht, die zusammenwirken: plastische Verformung und Festkörperdiffusion.
Die Rolle der hohen Temperatur
Der erste Schritt besteht darin, das Bauteil in einem vakuumdichten Hochdruckbehälter zu erhitzen. Diese thermische Energie ist entscheidend.
Erhöhte Temperatur erweicht das Material, reduziert seine Streckgrenze und macht es formbar. Dies bereitet die innere Struktur des Materials darauf vor, durch den aufgebrachten Druck umgeformt zu werden.
Am wichtigsten ist, dass die Hitze die atomare Bewegung aktiviert. Atome gewinnen die Energie, um von einer Position im Kristallgitter an eine andere zu wandern, ein Prozess, der als Diffusion bekannt ist. Dies ist der Schlüssel zur dauerhaften Heilung der Hohlräume.
Die Rolle des isostatischen Drucks
Sobald das Material die Zieltemperatur erreicht hat, wird ein inertes Gas (typischerweise Argon) in den Behälter gepumpt, wodurch ein immenser Druck entsteht.
Dieser Druck ist isostatisch, was bedeutet, dass er mit gleicher Kraft von allen Seiten auf das Bauteil ausgeübt wird. Diese gleichmäßige Verdichtung bewirkt, dass interne Poren kollabieren.
Da der Druckunterschied außerhalb des Hohlraums viel größer ist als im Inneren, wird das umgebende Material nach innen gedrückt und schließt die Lücke. Dies ist die Phase der plastischen Verformung.
Die letzte Phase: Diffusionsschweißen
Nachdem der Hohlraum nun physisch kollabiert ist, ermöglicht die hohe Temperatur den Atomen von den gegenüberliegenden Oberflächen, über die Grenze zu wandern.
Dieses Diffusionsschweißen verschweißt den ehemaligen Hohlraum auf atomarer Ebene dauerhaft, wodurch eine starke metallurgische Verbindung entsteht. Die ursprüngliche Pore wird nicht nur gefüllt; sie wird vollständig aus der Mikrostruktur des Materials eliminiert.
Das Ergebnis ist ein Bauteil mit nahezu 100 % seiner theoretischen Dichte, was zu dramatisch verbesserten mechanischen Eigenschaften wie Ermüdungslebensdauer, Zähigkeit und Duktilität führt.
Verständnis der Kompromisse und Einschränkungen
Obwohl HIP unglaublich leistungsfähig ist, ist es keine universelle Lösung. Das Verständnis seiner Grenzen ist der Schlüssel zu seiner effektiven Nutzung.
Oberflächenverbundene Porosität kann nicht geheilt werden
Die wichtigste Einschränkung von HIP ist, dass es nur interne, isolierte Poren schließen kann.
Wenn eine Pore mit der Oberfläche des Teils verbunden ist, dringt das Hochdruckgas in den Hohlraum ein und gleicht den Druck innen und außen aus. Ohne Druckdifferenz kann der Hohlraum nicht kollabieren.
Teile mit oberflächenverbundener Porosität müssen vor der HIP-Behandlung zunächst in einen lösbaren, luftdichten Behälter eingekapselt werden (ein als „Canning“ bezeichneter Prozess).
Kosten und Prozesszeit
HIP ist ein Chargenprozess, der in spezialisierten, teuren Anlagen durchgeführt wird. Dies macht es teurer als herkömmliche Wärmebehandlungen.
Die Prozesszyklen, einschließlich Erhitzen, Druckbeaufschlagung, Haltezeit und Abkühlen, können langwierig sein und oft mehrere Stunden dauern. Dies macht es am besten geeignet für hochwertige oder leistungskritische Bauteile.
Potenzial für mikrostrukturelle Veränderungen
Die Kombination aus hoher Hitze und Zeit kann bei einigen Materialien zu Korngrößenwachstum führen. Obwohl die Prozessparameter sorgfältig kontrolliert werden, um dies zu minimieren, ist dies ein Faktor, den Ingenieure bei der Material- und Prozessauswahl berücksichtigen müssen.
Die richtige Wahl für Ihr Ziel treffen
Die Entscheidung, ob HIP spezifiziert werden soll, hängt vollständig von der Art der Defekte ab, die Sie beseitigen müssen, und von den Leistungsanforderungen Ihres Bauteils.
- Wenn Ihr Hauptaugenmerk auf der Heilung interner Defekte in kritischen Gussteilen liegt: HIP ist die Standardlösung der Industrie zur Beseitigung von Mikroporosität, um die Ermüdungslebensdauer und mechanische Zuverlässigkeit drastisch zu verbessern.
- Wenn Sie Metall- oder Keramikpulver zu einem vollständig dichten Feststoff konsolidieren: HIP ist eine primäre Herstellungsmethode zur Erzeugung hochleistungsfähiger, nahezu formgenauer Teile aus fortschrittlichen Materialien.
- Wenn Sie es hauptsächlich mit oberflächlichen Hohlräumen oder Rissen zu tun haben: Untersuchen Sie andere Methoden wie Schweißen, Löten oder Oberflächenversiegelung, da HIP ohne kostspielige Verkapselung nicht wirksam ist.
Indem Sie diese Prinzipien verstehen, können Sie die Isostatische Hochdruckverdichtung sicher nutzen, um ein Maß an Materialintegrität zu erreichen, das sonst unerreichbar wäre.
Zusammenfassungstabelle:
| HIP-Prozessschritt | Hauptfunktion | Ergebnis |
|---|---|---|
| Hohe Temperatur | Material erweichen & atomare Diffusion aktivieren | Bereitet das Material auf Verformung und Verbindung vor |
| Isostatischer Druck | Übt gleichmäßige Kraft aus allen Richtungen aus | Kollabiert interne Poren durch plastische Verformung |
| Diffusionsschweißen | Atome wandern über die Grenzen der kollabierten Hohlräume | Verschweißt den Hohlraum dauerhaft, erreicht nahezu 100% Dichte |
Sind Sie bereit, Porosität zu beseitigen und die Leistung Ihrer kritischen Komponenten zu verbessern?
KINTEK ist spezialisiert auf fortschrittliche thermische Verarbeitungslösungen, einschließlich Systemen und Dienstleistungen für die Isostatische Hochdruckverdichtung. Unsere Expertise bei Laborgeräten und Verbrauchsmaterialien ist darauf zugeschnitten, die anspruchsvollen Bedürfnisse von Laboren und Herstellern zu erfüllen, die mit Hochleistungsmaterialien arbeiten.
Wir können Ihnen helfen, eine überlegene Materialdichte, eine verbesserte Ermüdungslebensdauer und eine höhere mechanische Zuverlässigkeit zu erzielen. Lassen Sie uns besprechen, wie HIP Ihrem spezifischen Anwendungsfall zugutekommen kann.
Kontaktieren Sie noch heute unsere Experten für eine persönliche Beratung!
Visuelle Anleitung
Ähnliche Produkte
- Warme isostatische Presse für die Festkörperbatterieforschung
- Elektrische Labor-Kaltisostatische Presse CIP-Maschine für Kaltisostatisches Pressen
- Manuelle isostatische Pressmaschine CIP Pelletpresse
- Automatische hydraulische Heizpresse mit hohen Temperaturen und beheizten Platten für Laboratorien
- Isostatische Pressformen für Labore
Andere fragen auch
- Warum führt der Einsatz einer isostatischen Presse für LSGM-Grünkörper zu einer Verringerung der Sintertemperatur? Erhöhte Dichte
- Wie verbessern Warm-Isostatische Pressen die Leistung von Trockenelektroden? Erhöhen Sie die Leitfähigkeit von ASSBs durch Wärme & Druck
- Was ist das Verfahren des isostatischen Pressens? Gleichmäßige Dichte für komplexe Teile erreichen
- Welche Vorteile bietet eine Warm-Isostatische-Presse gegenüber einer herkömmlichen uniaxialen Presse für Li6PS5Cl-Elektrolytfolien?
- Wie hoch ist die Temperatur einer warmen isostatischen Presse? Erzielen Sie optimale Verdichtung für Ihre Materialien

















