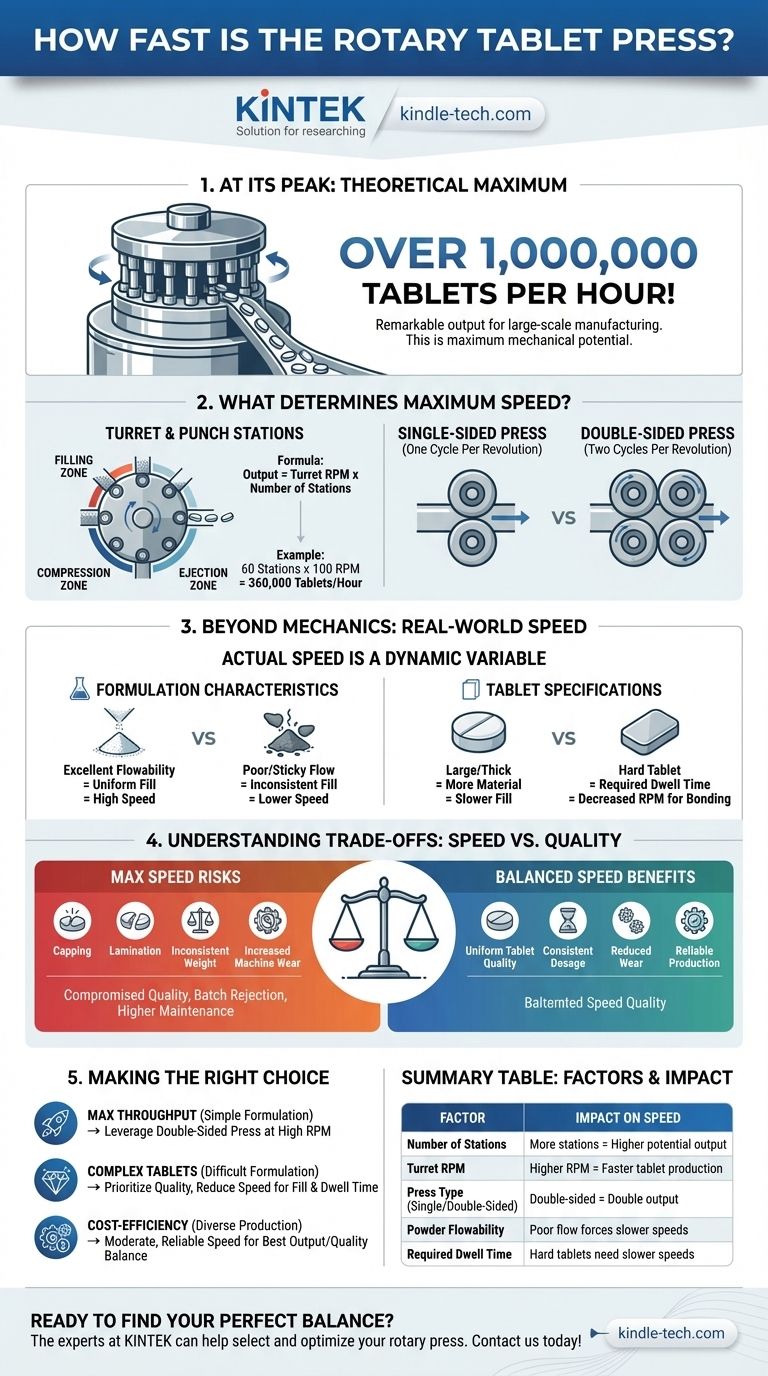
Auf ihrem Höhepunkt ist eine Hochgeschwindigkeits-Rundläufer-Tablettenpresse in der Lage, weit über 1.000.000 Tabletten pro Stunde zu produzieren. Diese bemerkenswerte Leistung ist ein Hauptgrund für ihre Einführung in der Großserienfertigung. Diese Zahl stellt jedoch das maximale mechanische Potenzial der Maschine dar, nicht die praktische Geschwindigkeit für jede Anwendung.
Die wahre Produktionsgeschwindigkeit einer Rundläufer-Tablettenpresse ist keine feste Größe. Sie ist eine dynamische Variable, die durch das Design der Maschine, die Anzahl der Stationen und, am wichtigsten, durch die physikalischen Eigenschaften des zu verpressenden Pulvers und die Qualitätsanforderungen der fertigen Tablette bestimmt wird.

Was bestimmt die maximale Geschwindigkeit?
Die hohe Leistung einer Rundläufer-Tablettenpresse beruht auf ihrem Kerndesignprinzip: der Parallelverarbeitung. Anstelle einer einzelnen Station verwendet sie einen rotierenden Revolver, der mit mehreren Sätzen von Stempeln und Matrizen ausgestattet ist.
Die Rolle des Revolvers und der Stempelstationen
Das Herzstück der Maschine ist der Revolver, der zahlreiche Stempelstationen enthält. Jede Station ist ein komplettes System zur Herstellung einer Tablette. Während sich der Revolver dreht, durchläuft jede Station nacheinander die Füll-, Kompressions- und Auswurfzonen.
Die Gesamtleistung ist eine direkte Funktion der Rotationsgeschwindigkeit des Revolvers und der Anzahl der Stationen. Eine Presse mit 60 Stationen, die mit 100 Umdrehungen pro Minute (RPM) läuft, hat eine theoretische Leistung von 6.000 Tabletten pro Minute (360.000 pro Stunde).
Einseitige vs. doppelseitige Pressen
Eine einseitige Rundläuferpresse verfügt über eine Füllstation und einen Satz Kompressionswalzen. Der gesamte Prozess des Füllens, Komprimierens und Auswerfens findet einmal pro Umdrehung für jede Station statt.
Hochleistungsmaschinen sind oft doppelseitig. Sie verfügen über zwei separate Füllstationen und zwei Sätze Kompressionswalzen auf gegenüberliegenden Seiten des Revolvers. Dieses Design verdoppelt effektiv die Leistung bei gleicher Rotationsgeschwindigkeit und ermöglicht die höchsten Produktionsraten.
Jenseits der Mechanik: Warum die reale Geschwindigkeit variiert
Die Erzielung der maximalen theoretischen Geschwindigkeit ist in der Praxis selten. Die tatsächliche, nachhaltige Produktionsrate ist fast immer niedriger und wird durch das Zusammenspiel zwischen der Pulverformulierung und der gewünschten Tablettenqualität bestimmt.
Formulierungseigenschaften
Der wichtigste Faktor ist das Pulver selbst. Eine Formulierung mit ausgezeichneter Fließfähigkeit füllt die Matrizenhohlräume gleichmäßig und schnell, selbst bei hohen Geschwindigkeiten.
Schlecht fließende oder „klebrige“ Pulver benötigen mehr Zeit, um die Matrizen richtig zu füllen. Wenn die Presse mit solchen Materialien zu schnell läuft, führt dies zu inkonsistenten Tablettengewichten und Ausschusschargen, was den Bediener zwingt, die Geschwindigkeit zu reduzieren.
Tablettenspezifikationen
Die physikalischen Anforderungen der Tablette begrenzen ebenfalls die Geschwindigkeit. Eine große, dicke Tablette benötigt mehr Material, um die Matrize zu füllen.
Darüber hinaus erfordert die Herstellung einer sehr harten Tablette eine ausreichende Verweilzeit – die Dauer, während der die Stempel unter maximalem Druck bleiben. Um die Verweilzeit zu erhöhen und eine ordnungsgemäße Bindung zu gewährleisten, muss die Rotationsgeschwindigkeit des Revolvers oft verringert werden.
Die Kompromisse verstehen: Geschwindigkeit vs. Qualität
Eine Rundläuferpresse ohne Berücksichtigung anderer Faktoren auf ihre maximale Geschwindigkeit zu bringen, beeinträchtigt unweigerlich die Tablettenqualität. Dies ist der zentrale Kompromiss bei der Tablettenherstellung.
Das Risiko von Capping und Lamination
Bei sehr hohen Geschwindigkeiten kann Luft im Pulver im Matrizenhohlraum eingeschlossen werden. Während der Kompression kann diese eingeschlossene Luft dazu führen, dass die Oberseite der Tablette abbricht (Capping) oder der Körper in Schichten zerfällt (Lamination). Dies sind kritische Mängel, die zur Ablehnung einer Charge führen.
Inkonsistentes Gewicht und Dosierung
Eine präzise Kontrolle des Tablettengewichts ist von grundlegender Bedeutung, insbesondere in der Pharmaindustrie. Wenn die Presse schneller läuft, als das Pulver jede Matrize konsistent füllen kann, variieren die Tablettengewichte. Dies führt zu einer inkonsistenten Dosierung und ist ein schwerwiegender Qualitätsmangel.
Erhöhter Maschinenverschleiß
Der Betrieb einer Presse an ihrer absoluten Höchstgeschwindigkeit über längere Zeiträume erhöht den Verschleiß der Werkzeuge (Stempel und Matrizen) und anderer mechanischer Komponenten erheblich. Dies führt zu häufigeren Wartungsarbeiten, Ausfallzeiten und höheren langfristigen Betriebskosten, die die Vorteile der höheren Leistung zunichtemachen können.
Die richtige Wahl für Ihr Ziel treffen
Die „Geschwindigkeit“ einer Rundläuferpresse ist keine einzelne Zahl, sondern eine Reihe von Möglichkeiten. Ihr Betriebsziel bestimmt den optimalen Punkt innerhalb dieses Bereichs.
- Wenn Ihr Hauptaugenmerk auf maximalem Durchsatz für eine einfache, gut fließende Formulierung liegt: Sie können eine doppelseitige Presse mit hoher Drehzahl nutzen, um die höchste Nennleistung der Maschine zu erreichen.
- Wenn Ihr Hauptaugenmerk auf der Herstellung einer komplexen oder schwer zu komprimierenden Tablette liegt: Sie müssen Qualität und Konsistenz priorisieren, indem Sie die Geschwindigkeit reduzieren, um eine ordnungsgemäße Matrizenfüllung und ausreichende Verweilzeit zu gewährleisten.
- Wenn Ihr Hauptaugenmerk auf Kosteneffizienz für vielfältige oder kleinere Produktionen liegt: Die unabhängige Kontrolle über die Tablettenparameter einer Rundläuferpresse bietet Flexibilität, aber der Betrieb mit einer moderaten, zuverlässigen Geschwindigkeit liefert die beste Balance aus Leistung und Qualität.
Letztendlich ist die optimale Geschwindigkeit einer Rundläufer-Tablettenpresse die Rate, die konsistent und effizient hochwertige Tabletten für Ihr spezifisches Produkt liefert.
Zusammenfassungstabelle:
| Faktor | Auswirkung auf die Geschwindigkeit |
|---|---|
| Anzahl der Stationen | Mehr Stationen = höhere potenzielle Leistung pro Umdrehung. |
| Revolver-Drehzahl (RPM) | Höhere Drehzahl = schnellere Tablettenproduktion. |
| Pressentyp (ein-/doppelseitig) | Doppelseitige Pressen können die Leistung bei gleicher Drehzahl verdoppeln. |
| Pulverfließfähigkeit | Schlechte Fließfähigkeit erzwingt langsamere Geschwindigkeiten, um eine konsistente Füllung zu gewährleisten. |
| Erforderliche Verweilzeit | Harte Tabletten benötigen langsamere Geschwindigkeiten für eine ordnungsgemäße Kompression. |
Bereit, die perfekte Balance zwischen Geschwindigkeit und Qualität für Ihre Tablettenproduktion zu finden? Die Experten von KINTEK können Ihnen helfen, eine Rundläuferpresse für Ihre spezifische Formulierung und Ihre Produktionsziele auszuwählen und zu optimieren. Kontaktieren Sie uns noch heute, um die Ausrüstungsbedürfnisse Ihres Labors zu besprechen!
Visuelle Anleitung
Ähnliche Produkte
- Einzelstempel-Tablettenpresse und Rotations-Tablettenstanzmaschine für die Massenproduktion für TDP
- Labormaßstäbliche Rotations-Einzelstempel-Tablettenpresse TDP Tablettenstanzmaschine
- Rotations-Rundläufer-Tablettenpresse mit mehreren Stempeln, Formring für rotierende ovale und quadratische Formen
- Manuelle Tablettenpresse TDP mit Einzelschlag
- Einzelstempel-Elektro-Tablettenpressmaschine Laborpulver-Tablettenstanzmaschine TDP-Tablettenpresse
Andere fragen auch
- Was ist der Unterschied zwischen einer Rundläufer-Tablettenpresse und einer Einpunktpresse? Ein Leitfaden zur Auswahl der richtigen Maschine
- Wie funktioniert eine Rundläufer-Tablettenpresse? Ein Leitfaden zur Hochgeschwindigkeits-Tablettenherstellung
- Welche Art von Tablettenpresse ist für die Großserienproduktion besser geeignet? Rundlaufpressen für hohe Effizienz bei großen Mengen
- Was ist die Funktion einer Rundläufer-Tablettenpresse? Hochgeschwindigkeits-Tablettenproduktion mit hohem Volumen
- Wofür wird eine Einzelstempel-Tablettenpresse verwendet? Für präzise F&E und Kleinserien-Tablettenproduktion










