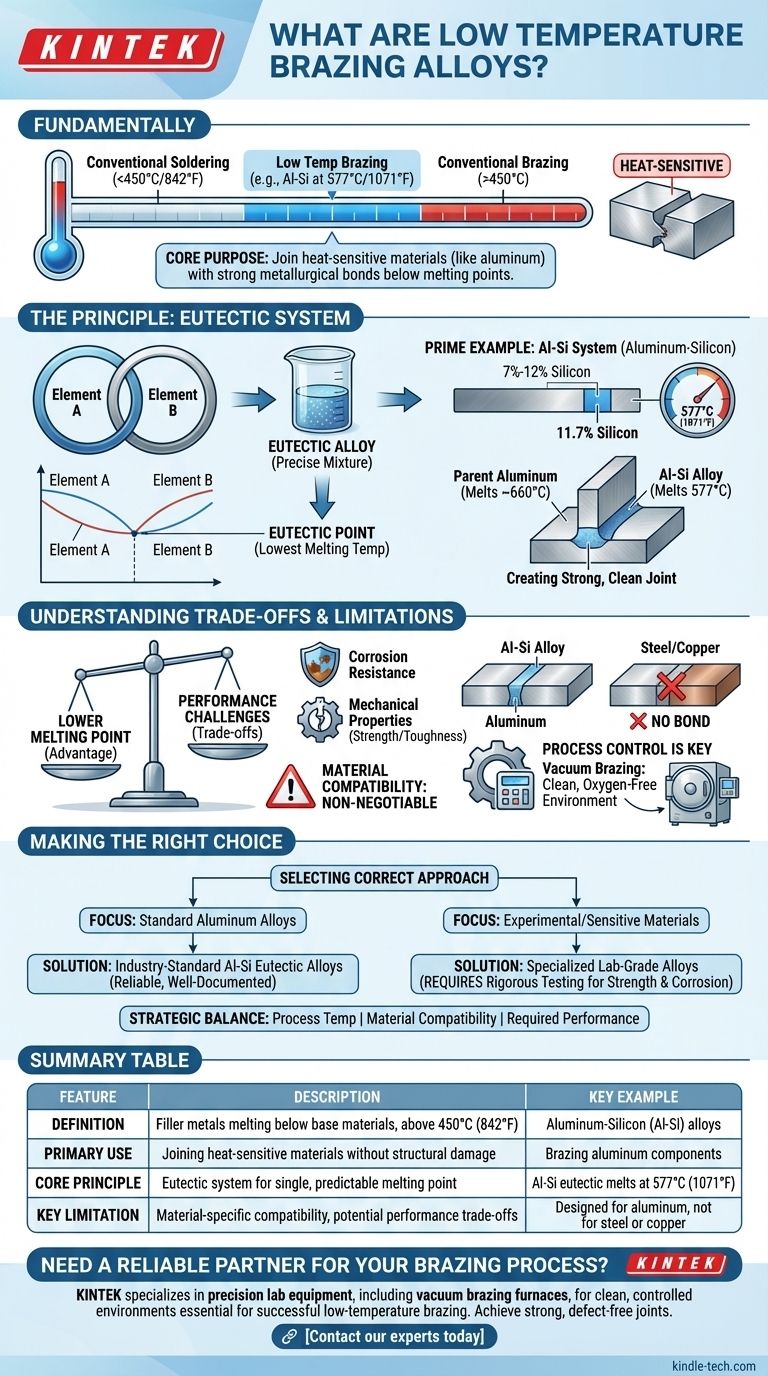
Grundsätzlich sind Niedertemperatur-Lote spezielle Füllmetalle, die entwickelt wurden, um starke Verbindungen zwischen Materialien herzustellen, ohne sie schädlicher hoher Hitze auszusetzen. Diese Legierungen schmelzen bei einer Temperatur, die deutlich unter der der zu verbindenden Grundmaterialien liegt, aber immer noch über der herkömmlichen Schwelle von 450 °C (842 °F), die das Löten vom Weichlöten trennt. Das häufigste industrielle Beispiel ist das Aluminium-Silizium (Al-Si)-System, das zum Löten von Aluminium verwendet wird und einen Schmelzpunkt um 577 °C (1071 °F) aufweist.
Der Hauptzweck einer Niedertemperatur-Lotlegierung besteht darin, das Verbinden hitzeempfindlicher Materialien, wie Aluminiumlegierungen, zu ermöglichen, indem eine robuste metallurgische Verbindung deutlich unter deren Schmelzpunkt hergestellt wird. Der Schlüssel liegt darin, diesen Niedertemperaturvorteil zu erzielen, ohne die Festigkeit oder Korrosionsbeständigkeit der endgültigen Verbindung zu beeinträchtigen.

Das Prinzip hinter Niedertemperaturlegierungen
Die Wirksamkeit dieser Legierungen ist keine Magie; sie wurzelt in einem spezifischen metallurgischen Prinzip, das als eutektisches System bekannt ist. Das Verständnis dieses Konzepts ist entscheidend, um zu verstehen, warum sie für bestimmte Anwendungen so gut funktionieren.
Was ist eine eutektische Legierung?
Eine eutektische Legierung ist eine präzise Mischung aus zwei oder mehr Elementen, die einen niedrigeren Schmelzpunkt aufweist als jede andere Mischung derselben Elemente.
In diesem exakten Verhältnis kombiniert, schmelzen und erstarren die Elemente bei einer einzigen, scharfen Temperatur und verhalten sich fast wie eine reine Substanz. Dieses vorhersagbare Schmelzverhalten ist ideal für einen kontrollierten Lötprozess.
Das Al-Si-System: Ein Paradebeispiel
Die am weitesten verbreiteten Niedertemperatur-Lote basieren auf dem Aluminium-Silizium (Al-Si)-System. Diese Legierungen enthalten typischerweise zwischen 7 % und 12 % Silizium.
Der eutektische Punkt für dieses System liegt bei 11,7 % Silizium, was eine Legierung erzeugt, die bei präzisen 577 °C (1071 °F) schmilzt. Dies ist der Standard zum Löten vieler gängiger Aluminiumlegierungen.
Warum dies für Aluminium wichtig ist
Die meisten Aluminiumlegierungen schmelzen bei Temperaturen um 660 °C (1220 °F). Der niedrigere Schmelzpunkt der Al-Si-Eutektikumslegierung von 577 °C schafft ein entscheidendes Temperaturfenster.
Dieses Fenster ermöglicht es einem Hersteller, eine Baugruppe zu erhitzen, bis die Lotlegierung schmilzt und in die Verbindung fließt, während die Aluminium-Grundkomponenten fest und strukturell intakt bleiben. Dieser Prozess erzeugt eine starke, saubere Verbindung mit ausgezeichneter Farbkonsistenz.
Verständnis der Kompromisse und Einschränkungen
Obwohl äußerst nützlich, sind Niedertemperatur-Lote keine Universallösung. Ihre spezielle Natur bringt spezifische Überlegungen mit sich, die für den Erfolg in einem industriellen Umfeld entscheidend sind.
Die Herausforderung der Leistung
Während Standard-Al-Si-Legierungen bewährt und zuverlässig sind, haben fortschrittlichere Niedertemperaturlegierungen, die in Laboren entwickelt wurden, oft Schwierigkeiten, die industriellen Anforderungen zu erfüllen.
Diese experimentellen Legierungen bieten möglicherweise einen noch niedrigeren Schmelzpunkt, können aber in Bezug auf Korrosionsbeständigkeit und mechanische Eigenschaften wie Zähigkeit und Festigkeit Mängel aufweisen, was sie für viele kommerzielle Anwendungen ungeeignet macht.
Materialkompatibilität ist nicht verhandelbar
Niedertemperaturlegierungen sind für spezifische Familien von Grundmaterialien konzipiert. Eine Al-Si-Lotlegierung ist ausschließlich für das Verbinden von Aluminium entwickelt.
Die Verwendung auf anderen Metallen, wie Stahl oder Kupfer, funktioniert nicht, da die notwendigen metallurgischen Wechselwirkungen nicht stattfinden würden. Die Legierung muss mit den Grundmaterialien kompatibel sein.
Prozesskontrolle ist entscheidend
Ein erfolgreiches Löten erfordert mehr als nur die richtige Legierung. Der Prozess selbst ist entscheidend.
Techniken wie das Vakuumlöten werden oft eingesetzt, um eine saubere, sauerstofffreie Umgebung zu gewährleisten. Dies verhindert die Oxidation der Aluminiumoberflächen, die sonst den Fluss der Lotlegierung hemmen und zu einer schwachen oder fehlerhaften Verbindung führen würde.
Die richtige Wahl für Ihre Anwendung treffen
Die Wahl des richtigen Ansatzes hängt vollständig von den Materialien ab, mit denen Sie arbeiten, und den Leistungsanforderungen des Endprodukts.
- Wenn Ihr Hauptaugenmerk auf dem Verbinden von Standard-Aluminiumlegierungen liegt: Die branchenüblichen Al-Si-Eutektikum-Lotlegierungen sind die zuverlässigste und am besten dokumentierte Wahl.
- Wenn Ihr Hauptaugenmerk auf dem Verbinden von experimentellen oder hochsensiblen Materialien liegt: Möglicherweise müssen Sie spezialisierte Laborlegierungen untersuchen, müssen aber ein Budget für strenge Tests einplanen, um deren mechanische Festigkeit und Korrosionsbeständigkeit zu validieren.
Letztendlich ist die Auswahl der richtigen Niedertemperatur-Lotlegierung ein strategisches Gleichgewicht zwischen Prozesstemperatur, Materialkompatibilität und der erforderlichen Leistung der endgültigen Verbindung.
Zusammenfassungstabelle:
| Merkmal | Beschreibung | Schlüsselbeispiel |
|---|---|---|
| Definition | Füllmetalle, die unterhalb der Grundmaterialien, aber über 450 °C (842 °F) schmelzen | Aluminium-Silizium (Al-Si)-Legierungen |
| Hauptanwendung | Verbinden hitzeempfindlicher Materialien ohne strukturelle Beschädigung | Löten von Aluminiumkomponenten |
| Kernprinzip | Eutektisches System für einen einzigen, vorhersagbaren Schmelzpunkt | Al-Si-Eutektikum schmilzt bei 577 °C (1071 °F) |
| Wesentliche Einschränkung | Materialspezifische Kompatibilität und potenzielle Kompromisse bei Festigkeit/Korrosion | Entwickelt für Aluminium, nicht für Stahl oder Kupfer |
Benötigen Sie einen zuverlässigen Partner für Ihren Lötprozess?
Die richtige Ausrüstung ist ebenso entscheidend wie die richtige Legierung. KINTEK ist spezialisiert auf Präzisionslaborgeräte, einschließlich Vakuumlötofen, die die saubere, kontrollierte Umgebung bieten, die für ein erfolgreiches Niedertemperaturlöten unerlässlich ist. Egal, ob Sie mit Standard-Aluminiumlegierungen oder fortschrittlichen Materialien arbeiten, unsere Lösungen helfen Ihnen, starke, fehlerfreie Verbindungen zu erzielen.
Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie wir Ihre spezifischen Labor- und Produktionsanforderungen unterstützen können.
Visuelle Anleitung
Ähnliche Produkte
- Fortschrittliche technische Fein-Keramik, Niedertemperatur-Aluminiumoxid-Granulierpulver
- 408L Fortschrittlicher Vertikaler Laborkühlschrank für Ultra-Tiefkühltemperaturen zur Konservierung kritischer Forschungsmaterialien
- 608L Essential Laboratory Ultra Low Temperature Freezer For Critical Sample Preservation
- 108L Vertikaler Ultra-Tieftemperatur-Gefrierschrank
- 308L Präzisions-Ultra-Tiefkühlschrank für Laboranwendungen
Andere fragen auch
- Wie sollte Aluminiumoxidpulver zum Polieren einer Scheibenelektrode ausgewählt werden, und wie ist der Vorgang zum Entfernen von Kratzern? Erzielen Sie eine perfekte Spiegeloberfläche
- Wie wird Aluminiumoxidkeramik hergestellt? Ein Leitfaden zu Herstellungsmethoden und Materialeigenschaften
- Was versteht man unter Keramikpulver? Der konstruierte Bauplan für Hochleistungskeramiken
- Wie hoch ist die spezifische Wärmekapazität von Aluminiumoxid? Sie liegt in einem Bereich von 451 bis 955 J/kg·K
- Wie lauten andere Bezeichnungen für Keramikpulver? Klassifizierung nach Zusammensetzung, Größe & Anwendung












