Im Kern ist die vorbeugende Wartung (PM) für eine Spritzgussform ein systematisches, geplantes Programm aus Reinigung, Inspektion und Reparatur, das vor einem Ausfall durchgeführt wird. Es ist die disziplinierte Praxis, ein Werkzeug nach einem vorher festgelegten Zeitplan – basierend auf der Zykluszahl oder der Laufzeit – zu warten, anstatt darauf zu warten, dass es kaputt geht.
Formen-PM ist keine Betriebskosten; es ist eine strategische Investition in die Fertigungsstabilität. Ziel ist es, Ihr Unternehmen von teuren, ungeplanten reaktiven Reparaturen zu kontrollierter, geplanter Wartung zu führen, wodurch Rentabilität, Teilequalität und Lebensdauer der Anlagen direkt gesteigert werden.

Warum "Betrieb bis zum Ausfall" nicht mehr tragfähig ist
Sich auf reaktive Wartung zu verlassen – eine Form erst dann zu reparieren, wenn sie kaputt ist – ist ein häufiger, aber kostspieliger Fehler. Dieser Ansatz führt zu massiver Instabilität und versteckten Kosten in Ihrem Betrieb.
Die hohen Kosten ungeplanter Ausfallzeiten
Wenn eine Form während der Produktion unerwartet ausfällt, steht die Presse still. Dieser Stillstand verursacht Kosten für die stillstehende Maschine, die Arbeitszeit des Bedieners und die verpassten Produktionsziele, die sich oft auf Tausende von Dollar pro Stunde belaufen.
Der Kaskadeneffekt auf die Teilequalität
Lange vor einem katastrophalen Ausfall produziert eine sich verschlechternde Form inkonsistente Teile. Probleme wie Gratbildung (Plastik, das aus der Trennlinie austritt), Kurzschüsse (unvollständige Teile) und Brandflecken durch verstopfte Entlüftungen führen zu höheren Ausschussraten und gefährden Kundenbeziehungen.
Die stille Erosion der Werkzeuglebensdauer
Formen sind bedeutende Kapitalanlagen. Ein Werkzeug bis zum Ausfall zu betreiben, verursacht oft Kollateralschäden, die einen einfachen Komponentenaustausch zu einer großen, teuren Reparatur machen. Ein Mangel an PM beschleunigt den Verschleiß und verkürzt die wertvolle Lebensdauer des Werkzeugs drastisch.
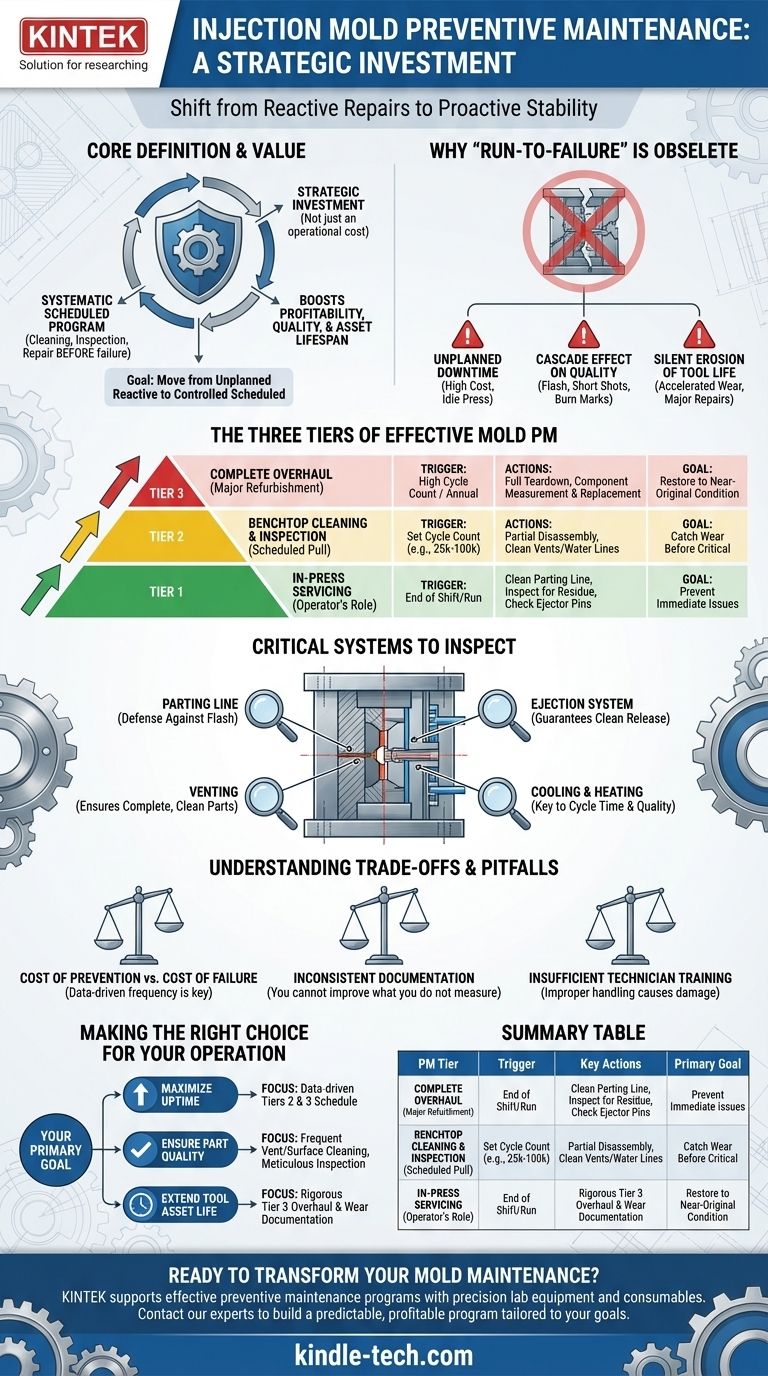
Die drei Stufen effektiver Formen-PM
Ein robustes PM-Programm ist kein einmaliges Ereignis, sondern ein gestuftes System. Jede Stufe hat einen spezifischen Auslöser, Umfang und Zweck.
Stufe 1: Wartung in der Presse (Rolle des Bedieners)
Dies ist die häufigste und grundlegendste Pflegestufe, die oft vom Maschinenbediener am Ende einer Schicht oder eines Produktionslaufs durchgeführt wird. Sie umfasst die Reinigung der Trennflächen, die Inspektion auf Rückstände und die Sicherstellung der freien Bewegung der Auswerferstifte. Es ist eine schnelle Überprüfung, um sofortige Probleme zu verhindern.
Stufe 2: Reinigung & Inspektion auf der Werkbank (Der geplante Ausbau)
Nach einer festgelegten Anzahl von Zyklen (z. B. 25.000 bis 100.000) wird die Form aus der Presse genommen und in den Werkzeugraum gebracht. Hier führt ein Techniker eine teilweise Demontage durch, um alle Entlüftungen, Wasserleitungen und beweglichen Komponenten zu reinigen. Dies ist der Kern der meisten PM-Programme, um Verschleiß zu erkennen, bevor er kritisch wird.
Stufe 3: Komplette Überholung (Große Instandsetzung)
Dies ist eine vollständige Zerlegung der gesamten Form, die nach einer sehr hohen Zykluszahl oder einem festgelegten Zeitraum (z. B. jährlich) geplant wird. Jede einzelne Komponente – Stifte, Buchsen, Platten, Dichtungen – wird entfernt, mit ihren ursprünglichen Spezifikationen verglichen und bei Verschleiß ersetzt. Dies stellt die Form in einen nahezu ursprünglichen Zustand wieder her.
Kritische Systeme zur Inspektion
Obwohl jede Form einzigartig ist, konzentriert sich ein erfolgreiches PM-Programm auf mehrere universelle, hochwirksame Systeme.
Die Trennlinie: Ihre erste Verteidigung gegen Gratbildung
Die Oberflächen, an denen die beiden Hälften der Form aufeinandertreffen, werden als Trennlinie bezeichnet. Selbst geringfügige Dellen, Verschleiß oder Verunreinigungen hier lassen Kunststoff entweichen und erzeugen Grat am Teil. Eine sorgfältige Reinigung und der Schutz dieser Oberfläche sind unerlässlich.
Entlüftung: Sicherstellung eines vollständigen und sauberen Teils
Wenn Kunststoff die Formkavität füllt, muss die Luft im Inneren durch winzige Kanäle, sogenannte Entlüftungen, entweichen. Wenn diese Entlüftungen durch Rückstände verstopfen, kann die eingeschlossene Luft Brandflecken, unvollständige Teile und Dimensionsinstabilität verursachen.
Das Auswurfsystem: Gewährleistung einer sauberen Freigabe
Das System aus Auswerferstiften und -platten ist dafür verantwortlich, das fertige Teil aus der Form zu drücken. Abgenutzte, verbogene oder schlecht geschmierte Stifte können das Teil beschädigen, stecken bleiben oder sogar brechen, was zu erheblichen Ausfallzeiten führt.
Kühl- und Heizsysteme: Der Schlüssel zur Zykluszeit
Das Netzwerk von Kanälen für Wasser, Öl oder Heizungen steuert die Temperatur der Form. Kalkablagerungen in Kühlleitungen oder defekte Thermoelemente in einem Heißkanal können zu inkonsistenter Teilequalität, Verzug und längeren, weniger effizienten Zykluszeiten führen.
Abwägungen und Fallstricke verstehen
Die Implementierung eines PM-Programms erfordert die Anerkennung seiner Realitäten. Das Bewusstsein für potenzielle Fallstricke ist der Schlüssel zum Erfolg.
Die Kosten der Prävention vs. die Kosten des Ausfalls
PM erfordert geplante Ausfallzeiten, Arbeitskraft und einen Vorrat an Ersatzteilen. Das Management mag dies als Kosten betrachten, aber sie sind winzig im Vergleich zu den Kosten eines Notausfalls. Der Schlüssel liegt darin, Daten zu verwenden, um die optimale PM-Häufigkeit zu finden – nicht zu viel, nicht zu wenig.
Der Fallstrick inkonsistenter Dokumentation
Ein PM-Programm ohne sorgfältige Aufzeichnungen ist reine Spekulation. Sie können nicht verbessern, was Sie nicht messen. Jede Reinigung, Inspektion und jeder Teileaustausch muss protokolliert werden. Diese Daten zeigen Verschleißtrends auf und ermöglichen es Ihnen, zukünftige Bedürfnisse genau vorherzusagen.
Die Gefahr unzureichender Technikerschulung
Eine komplexe Form ist ein Präzisionsinstrument. Ein unsachgemäß geschulter Techniker kann während der Demontage und Wiedermontage mehr Schaden anrichten als der Produktionslauf selbst. Investitionen in eine angemessene Schulung sind unerlässlich, damit jedes PM-Programm effektiv ist.
Die richtige Wahl für Ihren Betrieb treffen
Ein gut konzipiertes PM-Programm unterstützt direkt Ihre höchsten betrieblichen Prioritäten. Nutzen Sie Ihr primäres Ziel, um Ihren Fokus zu lenken.
- Wenn Ihr Hauptaugenmerk auf der Maximierung der Betriebszeit liegt: Priorisieren Sie einen datengesteuerten Zeitplan für die Wartung der Stufen 2 und 3, basierend auf Zykluszahlen, um Verschleiß präventiv zu beheben, bevor er einen Produktionsstillstand verursachen kann.
- Wenn Ihr Hauptaugenmerk auf der Sicherstellung der Teilequalität liegt: Konzentrieren Sie sich bei jeder PM-Maßnahme auf die häufige Reinigung der Entlüftungen, das Polieren der Kavitätenoberflächen und die sorgfältige Inspektion der Trennlinien und Angussbereiche.
- Wenn Ihr Hauptaugenmerk auf der Verlängerung der Lebensdauer der Werkzeuganlagen liegt: Implementieren Sie einen strengen Überholungsplan der Stufe 3 und führen Sie eine akribische Dokumentation des Komponentenverschleißes, um größere Instandsetzungen zu rechtfertigen und zu planen.
Letztendlich ermöglicht Ihnen die vorbeugende Wartung, die Kontrolle über Ihren Fertigungsprozess zu übernehmen und Unsicherheit in vorhersehbare, profitable Leistung zu verwandeln.
Zusammenfassungstabelle:
| PM-Stufe | Auslöser | Wichtige Maßnahmen | Primäres Ziel |
|---|---|---|---|
| Stufe 1: Wartung in der Presse | Ende der Schicht/des Laufs | Trennlinie reinigen, auf Rückstände prüfen | Sofortige Probleme verhindern |
| Stufe 2: Inspektion auf der Werkbank | Festgelegte Zykluszahl (25.000-100.000) | Entlüftungen/Wasserleitungen reinigen, teilweise Demontage | Verschleiß vor dem kritischen Punkt erkennen |
| Stufe 3: Komplette Überholung | Hohe Zykluszahl/jährlich | Vollständige Zerlegung, Komponentenmessung/-austausch | Wiederherstellung in nahezu ursprünglichen Zustand |
Bereit, Ihre Formenwartung von reaktiv auf proaktiv umzustellen? KINTEK ist spezialisiert auf Laborgeräte und Verbrauchsmaterialien und bedient Laborbedürfnisse mit Präzisionswerkzeugen, die effektive Programme zur vorbeugenden Wartung unterstützen. Unser Fachwissen hilft Ihnen, die richtige PM-Strategie zu implementieren, um die Betriebszeit zu maximieren, eine gleichbleibende Teilequalität zu gewährleisten und Ihre wertvollen Formanlagen zu schützen. Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie wir Ihnen helfen können, ein vorhersehbares, profitables Wartungsprogramm zu entwickeln, das auf Ihre spezifischen Betriebsziele zugeschnitten ist.
Visuelle Anleitung
Ähnliche Produkte
- Zylindrische Pressform mit Skala für Labor
- XRF Borsäure Labor Pulver Pellet Pressform für Laborgebrauch
- Anti-Cracking-Pressform für Laboranwendungen
- Doppelplatten-Heizpresse für Labor
- Spezielle Heißpressform für Laboranwendungen
Andere fragen auch
- Wofür wird eine Pressform verwendet? Erzielung wiederholbarer Präzision und Effizienz
- Was ist die Notwendigkeit der Verwendung einer laborhydraulischen Presse und zylindrischer Formen? Gewährleistung genauer BN-Probenprüfungen
- Was ist die Funktion von Pressformen bei der Herstellung von SiCf/Ti-43Al-9V-Verbundwerkstoffen? Strukturelle Präzision erreichen
- Wie verwendet man eine Pressform? Meistern Sie die Kunst, konsistente Keramikformen zu schaffen
- Was ist die Pressform-Methode? Ein Leitfaden für konsistente, detaillierte Keramikformen



















