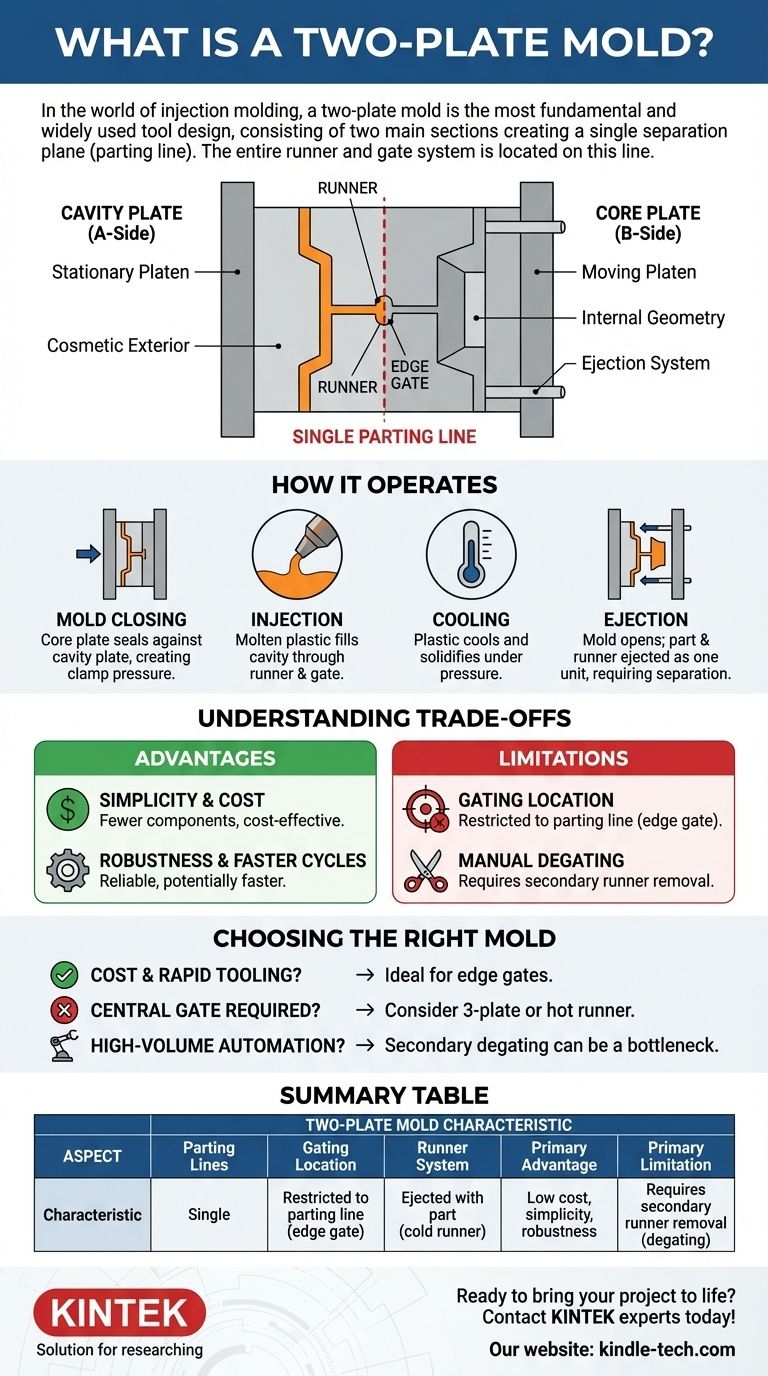
In der Welt des Spritzgusses ist ein Zweiplattenwerkzeug das grundlegendste und am weitesten verbreitete Werkzeugdesign. Es besteht aus zwei Hauptabschnitten, einer Kavitätenseite (A-Seite) und einer Kernseite (B-Seite), die sich zu einer einzigen Trennebene, der Trennebene, treffen. Das gesamte System zur Kunststoffzufuhr – der Angusskanal und das Angusstor – befindet sich auf dieser Trennebene, was bedeutet, dass das Teil und sein angehängter Angusskanal zusammen ausgeworfen werden.
Das Kernprinzip eines Zweiplattenwerkzeugs ist seine Einfachheit. Durch nur eine Trennebene ist das Design unkompliziert und kostengünstig, doch diese Einfachheit schränkt auch ein, wo der Kunststoff eingespritzt werden kann, und erfordert oft eine manuelle Entfernung des Angusskanalsystems.
Der Aufbau eines Zweiplattenwerkzeugs
Um seine Funktion zu verstehen, müssen Sie zuerst seine Kernkomponenten kennen. Das Design ist in seiner Einfachheit elegant, wobei jedes Teil einem direkten Zweck dient.
Die Kern- und Kavitätenplatten
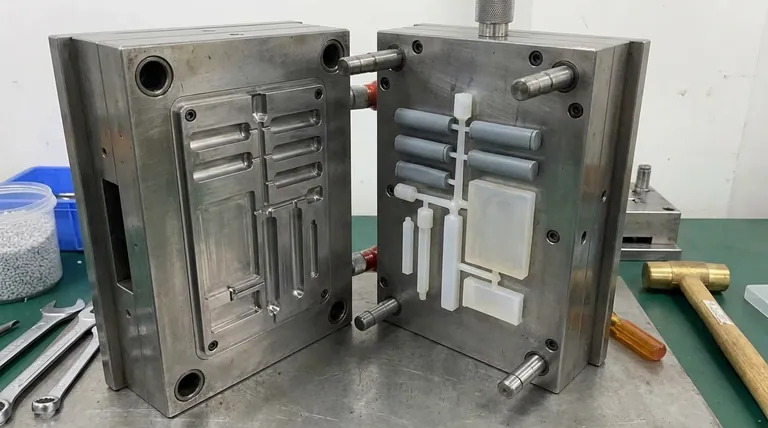
Ein Zweiplattenwerkzeug besteht aus zwei primären Hälften. Die Kavitätenplatte, oder "A-Seite", bildet typischerweise die kosmetische Außenseite des Teils und ist auf der feststehenden Aufspannplatte der Spritzgießmaschine montiert.
Die Kernplatte, oder "B-Seite", bildet die innere Geometrie des Teils und enthält das Auswurfsystem. Diese Hälfte ist auf der beweglichen Aufspannplatte montiert.
Die einzelne Trennebene
Dies ist das entscheidende Merkmal eines Zweiplattenwerkzeugs. Die Trennebene ist die einzelne Oberfläche, an der sich die Kern- und Kavitätenplatten treffen. Wenn der Formzyklus abgeschlossen ist, trennt sich das Werkzeug nur entlang dieser Ebene.
Das Angusskanal- und Angusstorsystem
Der Angusskanal ist ein in die Oberfläche der Trennebene gefräster Kanal, der geschmolzenen Kunststoff von der Düse der Maschine zum Teil leitet.
Das Angusstor ist die kleine, lokalisierte Öffnung, an der der Angusskanal auf die Teilkavität trifft. Bei einem Zweiplattenwerkzeug muss sich das Angusstor direkt auf der Trennebene befinden, typischerweise am Rand des Teils. Dies wird oft als "Randanguss" bezeichnet.
Das Auswurfsystem
Im Kern (B-Seite) des Werkzeugs untergebracht, besteht das Auswurfsystem aus Stiften oder anderen Mechanismen. Nachdem das Teil abgekühlt ist und sich das Werkzeug öffnet, drücken diese Stifte nach vorne, um das fertige Teil und sein angehängtes Angusskanalsystem auszuwerfen.
So funktioniert ein Zweiplattenwerkzeug
Der Betriebszyklus ist direkt und effizient, unterteilt in vier klare Phasen.
Phase 1: Werkzeugschließen
Die bewegliche Aufspannplatte drückt die Kernplatte nach vorne, bis sie fest gegen die feststehende Kavitätenplatte abdichtet und eine Hochdruckklemmung entlang der Trennebene erzeugt.
Phase 2: Einspritzung
Geschmolzener Kunststoff wird unter hohem Druck eingespritzt. Er fließt durch das Angusskanalsystem und tritt durch das Angusstor in die Kavität ein, bis das Teil vollständig geformt ist.
Phase 3: Kühlung
Der Kunststoff wird unter Druck gehalten und kann im Werkzeug abkühlen und erstarren, wobei er die Form der Kavität annimmt.
Phase 4: Auswurf
Die bewegliche Aufspannplatte fährt zurück und trennt das Werkzeug an der Trennebene. Das Teil und sein angehängter Angusskanal haften an der Kernseite, bis das Auswurfsystem aktiviert wird und sie als eine Einheit ausstößt. Der Angusskanal muss dann manuell oder robotisch vom Teil getrennt werden.
Die Kompromisse verstehen
Die Einfachheit, die das Zweiplattenwerkzeug so verbreitet macht, bringt auch spezifische Einschränkungen mit sich. Das Verständnis dieser Kompromisse ist entscheidend für fundierte Design- und Fertigungsentscheidungen.
Vorteil: Einfachheit und Kosten
Mit weniger Komponenten und einer einfacheren mechanischen Aktion sind Zweiplattenwerkzeuge am kostengünstigsten in Design, Herstellung und Wartung. Ihre Zuverlässigkeit ist ein direktes Ergebnis dieser Einfachheit.
Vorteil: Robustheit und schnellere Zyklen
Weniger bewegliche Teile bedeuten weniger potenzielle Fehlerquellen. Die einfache Öffnungs- und Schließbewegung kann auch zu schnelleren Zykluszeiten im Vergleich zu komplexeren Werkzeugkonstruktionen führen.
Einschränkung: Angussplatzierung
Da sich das Angusstor auf der Trennebene befinden muss, sind Sie darauf beschränkt, es am Umfang des Bauteils zu platzieren. Dies hinterlässt eine kleine, aber sichtbare Markierung (Angussrest), wo das Angusstor abgetrennt wird, was für hochkosmetische Oberflächen inakzeptabel sein kann.
Einschränkung: Manuelles oder sekundäres Entgraten
Das Teil wird mit dem noch angehängten Angusskanal ausgeworfen, ähnlich wie ein Teil in einem Modellflugzeugbausatz. Dies erfordert einen sekundären Vorgang – entweder manuelle Arbeit oder einen Roboterprozess –, um den Angusskanal vom fertigen Teil zu trennen, was die Zykluszeit und die Arbeitskosten erhöht.
Das richtige Werkzeug für Ihr Teil wählen
Die Entscheidung für ein Zweiplattenwerkzeug hängt von der Abwägung von Kosten, Teiledesign und Produktionsanforderungen ab.
- Wenn Ihr Hauptaugenmerk auf Kosteneffizienz und schneller Werkzeugfertigung liegt: Ein Zweiplattenwerkzeug ist fast immer die richtige Wahl, insbesondere für Teile, bei denen eine kleine Angussmarkierung am Rand akzeptabel ist.
- Wenn Ihr Teil einen zentralen Anguss für strukturelle Integrität oder Strömungsdynamik erfordert: Ein Zweiplatten-Design ist ungeeignet, und Sie sollten ein Dreiplatten- oder Heißkanalwerkzeug in Betracht ziehen.
- Wenn Ihr Hauptaugenmerk auf vollautomatischer, hochvolumiger Produktion liegt: Die Notwendigkeit einer sekundären Entgratung kann ein Engpass sein, wodurch komplexere Werkzeuge mit automatischer Angusskanaltrennung eine bessere langfristige Investition darstellen.
Das Verständnis der grundlegenden Kompromisse dieses grundlegenden Designs ermöglicht es Ihnen, eine fundierte Entscheidung zu treffen, die mit den technischen und finanziellen Zielen Ihres Projekts übereinstimmt.
Zusammenfassungstabelle:
| Aspekt | Merkmal eines Zweiplattenwerkzeugs |
|---|---|
| Trennebenen | Einzelne Trennebene |
| Angussplatzierung | Beschränkt auf die Trennebene (Randanguss) |
| Angusskanalsystem | Wird mit dem Teil ausgeworfen (Kaltkanal) |
| Hauptvorteil | Geringe Kosten, Einfachheit und Robustheit |
| Haupteinschränkung | Erfordert sekundäre Angussentfernung (Entgraten) |
Bereit, Ihr Spritzgussprojekt zum Leben zu erwecken? Die Wahl des richtigen Werkzeugdesigns ist entscheidend für die Balance zwischen Kosten, Qualität und Produktionseffizienz. Bei KINTEK sind wir darauf spezialisiert, die Laborausrüstung und Verbrauchsmaterialien bereitzustellen, die zur Unterstützung Ihrer F&E- und Produktionsprozesse benötigt werden. Unsere Expertise kann Ihnen helfen, die optimale Werkzeugstrategie für Ihr spezifisches Teiledesign und Ihre Volumenanforderungen auszuwählen. Kontaktieren Sie noch heute unsere Experten, um zu besprechen, wie wir Ihre Labor- und Fertigungsziele unterstützen können!
Visuelle Anleitung
Ähnliche Produkte
- Doppelplatten-Heizpresse für Labor
- Spezielle Heißpressform für Laboranwendungen
- Rotations-Rundläufer-Tablettenpresse mit mehreren Stempeln, Formring für rotierende ovale und quadratische Formen
- XRF Borsäure Labor Pulver Pellet Pressform für Laborgebrauch
- Ringpressform für Laboranwendungen
Andere fragen auch
- Was ist der Formpressprozess? Ein Schritt-für-Schritt-Leitfaden zum Formpressen (Compression Molding)
- Was ist die Hauptfunktion des Pressens von LAGP-Pulvern? Hochleistungsfähige Festelektrolyte erzielen
- Wie verwendet man eine Pressform? Meistern Sie die Kunst, konsistente Keramikformen zu schaffen
- Was ist die Pressform-Methode? Ein Leitfaden für konsistente, detaillierte Keramikformen
- Was ist der Unterschied zwischen einer Hitzepresse und Sublimation? Ein Werkzeug vs. ein Prozess erklärt



















