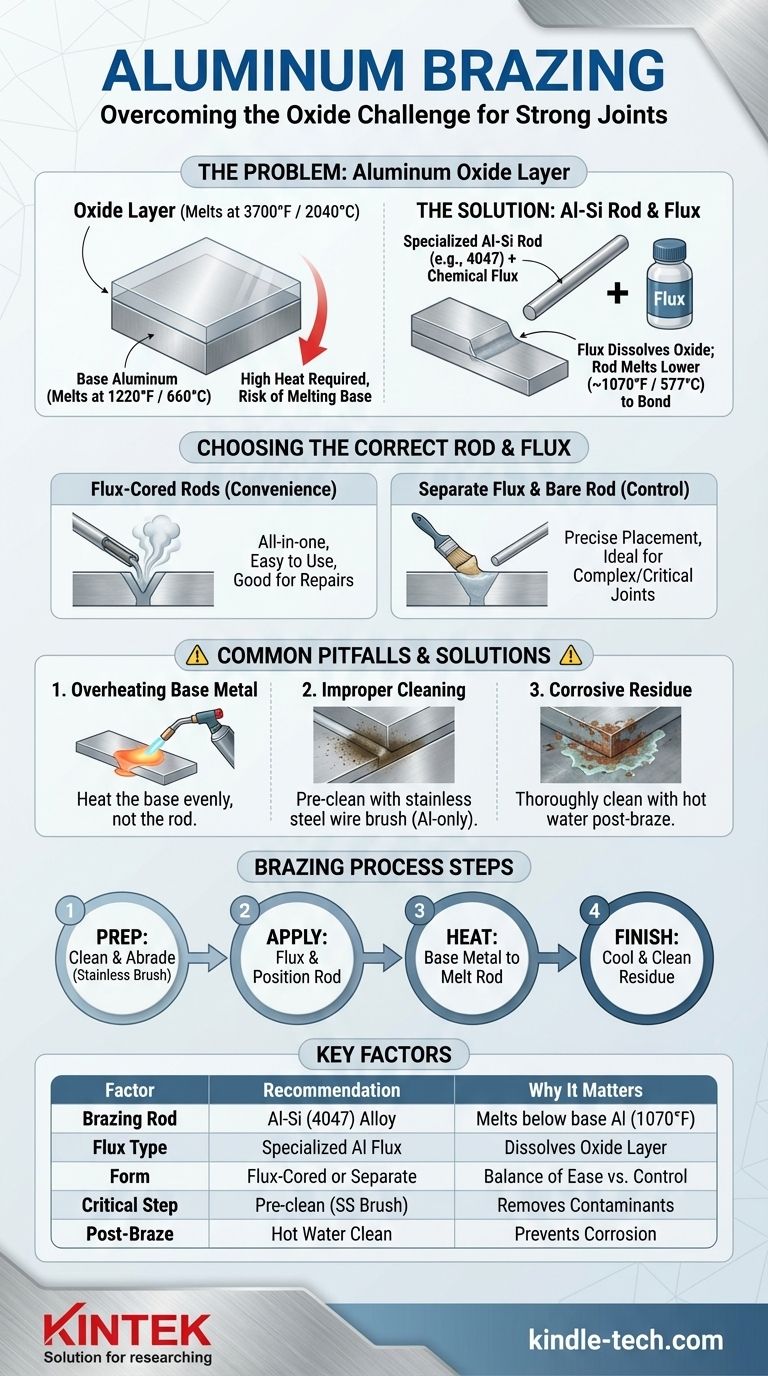
Zum Hartlöten von Aluminium müssen Sie einen speziellen Aluminium-Silizium (Al-Si)-Hartlotstab verwenden, der oft als 4047 oder eine ähnliche Legierung bezeichnet wird. Diese Stäbe haben einen niedrigeren Schmelzpunkt als das zu fügende Basis-Aluminium. Entscheidend ist, dass für ein erfolgreiches Hartlöten auch ein spezielles Flussmittel erforderlich ist, das dazu dient, die hartnäckige Aluminiumoxidschicht chemisch zu entfernen, welche das Haupthindernis für eine starke Verbindung darstellt.
Die Herausforderung beim Fügen von Aluminium liegt nicht im Metall selbst, sondern in der unsichtbaren, hochschmelzenden Aluminiumoxidschicht auf seiner Oberfläche. Daher hängt Ihr Erfolg weniger von der spezifischen Stabmarke ab als vielmehr von der Verwendung des richtigen Flussmittels und der Einhaltung einer präzisen Temperaturkontrolle, um diese Oxidschicht zu beherrschen.

Warum das Hartlöten von Aluminium eine einzigartige Herausforderung darstellt
Um Aluminium effektiv zu fügen, müssen Sie zunächst das Kernproblem verstehen, das Sie lösen möchten. Es geht nicht nur darum, einen Lotstab in eine Verbindung zu schmelzen.
Das Problem: Die Oxidschicht
Jedes Aluminiumstück ist durch eine dünne, harte und transparente Schicht aus Aluminiumoxid geschützt.
Diese Oxidschicht ist der Grund, warum Aluminium so gut korrosionsbeständig ist, aber sie ist der Hauptfeind jedes Fügeprozesses. Sie schmilzt bei etwa 2040 °C (3700 °F), während das darunter liegende Aluminium bereits bei 660 °C (1220 °F) schmilzt.
Wenn Sie versuchen, die Verbindung zu erhitzen, um einen Standard-Lotstab zu schmelzen, schmelzen Sie das Basis-Aluminium zu einer Pfütze, lange bevor Sie die Oxidschicht durchbrechen.
Die Lösung: Flussmittel und ein Tieftemperatur-Lotstab
Die Lösung ist ein zweiteiliges System: ein spezieller Lotstab und ein aktives chemisches Flussmittel.
Das Flussmittel ist ein chemischer Wirkstoff, der dazu bestimmt ist, die Aluminiumoxidschicht beim Erhitzen anzugreifen und aufzulösen. Der Aluminium-Silizium-Lotstab ist so konzipiert, dass er bei einer Temperatur leicht unter der des Basis-Aluminiums schmilzt, wodurch er in die Verbindung fließen kann, sobald das Flussmittel den Weg freigemacht hat.
Auswahl des richtigen Stabes und Flussmittels
Obwohl der Prozess der Schlüssel ist, ist die Auswahl der richtigen Materialien der notwendige erste Schritt. Ihre Wahl hängt im Allgemeinen von der Bequemlichkeit gegenüber der Kontrolle ab.
Die Standardwahl: Aluminium-Silizium (Al-Si)-Stäbe
Der Industriestandard für das Hartlöten von Aluminium ist eine Legierung aus Aluminium und Silizium, am häufigsten 4047 (Al-Si12).
Der hohe Siliziumgehalt verleiht dieser Legierung zwei entscheidende Eigenschaften:
- Niedrigerer Schmelzpunkt: Sie wird bei etwa 577 °C (1070 °F) flüssig, weit unter dem Schmelzpunkt gängiger Aluminiumlegierungen.
- Hervorragende Fließfähigkeit (Benetzung): Sobald sie geschmolzen ist, fließt sie durch Kapillarwirkung leicht in eng anliegende Verbindungen.
Flussmittelummantelte Stäbe vs. separates Flussmittel
Sie können diese Materialien in zwei Hauptformen erwerben.
Flussmittelummantelte Stäbe enthalten das Flussmittelpulver im Stab selbst. Wenn Sie den Stab erhitzen, setzt er das Flussmittel direkt in die Verbindung frei. Dies ist sehr praktisch und ideal für Anfänger.
Separates Flussmittel beinhaltet das Auftragen einer Flussmittelpaste oder -pulvers auf die Verbindung vor dem Erhitzen und das anschließende Einführen eines blanken Lotstabes. Diese Methode bietet mehr Kontrolle über die Platzierung des Flussmittels und wird oft für komplexe oder kritische Verbindungen bevorzugt.
Abwägungen und häufige Fallstricke verstehen
Aluminium gibt sehr wenig Vorwarnung, bevor es versagt. Es glüht nicht rot wie Stahl, bevor es schmilzt; es wird einfach zu einer flüssigen Pfütze. Diese unnachgiebige Natur führt zu häufigen Fehlern.
Fallstrick Nr. 1: Überhitzung des Grundmetalls
Dies ist das häufigste Versagen. Bediener wenden zu viel direkte Hitze auf das Werkstück an und versuchen, den Stab zu schmelzen.
Die richtige Technik besteht darin, das Grundmetall gleichmäßig um die Verbindung herum zu erhitzen, bis es heiß genug ist, um den Stab bei Berührung zu schmelzen. Der Brenner sollte das Teil erhitzen, nicht den Stab.
Fallstrick Nr. 2: Unsachgemäße Reinigung
Flussmittel kann nur begrenzt helfen. Die Oberfläche muss mechanisch gereinigt werden, bevor Sie beginnen.
Verwenden Sie eine Edelstahlbürste (eine, die nur für Aluminium verwendet wird), um den Verbindungsbereich unmittelbar vor dem Auftragen von Flussmittel und Hitze abzuschrubben. Dies entfernt Oberflächenverunreinigungen und einen Teil der dicken Oxidschicht, wodurch das Flussmittel effektiver arbeiten kann.
Fallstrick Nr. 3: Vergessen der Nachlöt-Reinigung
Die meisten Aluminiumhartlötflussmittel sind ätzend. Wenn sie auf der Verbindung verbleiben, ziehen sie Feuchtigkeit an und korrodieren das Aluminium mit der Zeit.
Nachdem das Teil abgekühlt ist, müssen Sie die Verbindung gründlich mit heißem Wasser und einer steifen Bürste reinigen, um alle Flussmittelrückstände zu entfernen.
Die richtige Wahl für Ihr Ziel treffen
Die spezifischen Anforderungen Ihres Projekts bestimmen Ihre Material- und Prozessauswahl.
- Wenn Ihr Hauptaugenmerk auf einer einfachen, schnellen Reparatur liegt: Wählen Sie einen hochwertigen, flussmittelummantelten Aluminium-Silizium (4047-Typ) Stab. Seine All-in-One-Natur vereinfacht den Prozess dramatisch.
- Wenn Ihr Hauptaugenmerk auf dem Fügen von dünnwandigen Rohren oder Blechen liegt: Verwenden Sie ein separates Flussmittel und einen blanken Stab für eine bessere Hitzekontrolle und konzentrieren Sie sich darauf, die Verbindung breit und gleichmäßig zu erhitzen, um ein Durchschmelzen des dünnen Materials zu verhindern.
- Wenn Ihr Hauptaugenmerk auf maximaler Festigkeit oder einer strukturellen Komponente liegt: Bewerten Sie neu, ob Hartlöten der richtige Prozess ist. WIG-Schweißen, das die Grundmetalle schmilzt und verbindet, erzeugt eine wesentlich stärkere Verbindung als das Hartlöten.
Letztendlich wird der Erfolg beim Hartlöten von Aluminium durch Finesse und ein Verständnis des Materials erreicht, nicht durch überwältigende Hitze oder Kraft.
Zusammenfassungstabelle:
| Wichtiger Faktor | Empfehlung | Warum es wichtig ist |
|---|---|---|
| Lotstab | Aluminium-Silizium (Al-Si)-Legierung, z. B. 4047 | Schmilzt bei ca. 577 °C, unter dem Schmelzpunkt des Basis-Aluminiums |
| Flussmitteltyp | Spezialflussmittel zum Hartlöten von Aluminium | Löst die zähe Aluminiumoxidschicht für eine korrekte Verbindung |
| Form | Flussmittelummantelte Stäbe (Einfachheit) oder separates Flussmittel + blanker Stab (Kontrolle) | Wählen Sie basierend auf der Komplexität des Projekts und dem Erfahrungsstand |
| Entscheidender Schritt | Vorreinigung mit einer Edelstahlbürste (nur Aluminium) | Entfernt Verunreinigungen und unterstützt die Wirksamkeit des Flussmittels |
| Nach dem Hartlöten | Gründlich mit heißem Wasser reinigen, um ätzende Flussmittelrückstände zu entfernen | Verhindert langfristige Korrosion und gewährleistet die Integrität der Verbindung |
Erzielen Sie makellose Aluminiumverbindungen mit der richtigen Ausrüstung und dem richtigen Fachwissen.
Das Hartlöten von Aluminium erfordert Präzision und die richtigen Materialien, um seine herausfordernde Oxidschicht zu überwinden. Bei KINTEK sind wir darauf spezialisiert, hochwertige Laborgeräte und Verbrauchsmaterialien anzubieten, die auf Ihre spezifischen Füge- und Fertigungsanforderungen zugeschnitten sind. Ob Sie in der F&E, beim Prototyping oder in der Produktion arbeiten, unsere Experten helfen Ihnen bei der Auswahl der idealen Hartlotstäbe, Flussmittel und Heizwerkzeuge für konsistente, starke Ergebnisse.
Lassen Sie KINTEK die Fähigkeiten Ihres Labors stärken. Kontaktieren Sie noch heute unser technisches Team, um Ihre Anforderungen an das Hartlöten von Aluminium zu besprechen und herauszufinden, wie unsere Lösungen Ihren Arbeitsablauf verbessern und den Projekterfolg sicherstellen können.
Visuelle Anleitung
Ähnliche Produkte
- Technische Keramik Aluminiumoxid-Stab (Al2O3) Isoliert für industrielle Anwendungen
- Präzisionsbearbeitete Yttrium-stabilisierte Zirkonoxid-Keramikstäbe für fortschrittliche Feinkeramik
- Bornitrid (BN) Keramikstab für Hochtemperaturanwendungen
- Kundenspezifischer PTFE-Teflon-Teilehersteller für PTFE-Maschensieb F4
- Kundenspezifische PTFE-Waferhalter für Labor und Halbleiterfertigung
Andere fragen auch
- Was sind die Hochtemperatureigenschaften von Aluminiumoxid? Entdecken Sie seine Stabilität, Festigkeit und Grenzen
- Was ist der Vorteil von Keramik gegenüber Metall? Entfesseln Sie überlegene Leistung unter extremen Bedingungen
- Ist Keramik chemisch inert? Entfesseln Sie die Kraft der ultimativen chemischen Beständigkeit
- Was sind die Eigenschaften und Handhabungsvorsichtsmaßnahmen für Aluminiumoxidpulver als Poliermaterial? Erzielen Sie ein makelloses Finish mit Präzision
- Wie läuft die Herstellung von Aluminiumoxidrohren ab? Vom Pulver zur Hochleistungskeramik
















