Im Wesentlichen sind chemische Reaktoren das wichtigste Einzelstück einer Anlage in der Chemieingenieurwissenschaft. Sie sind der Kern jeder Chemieanlage und dienen als dedizierte Umgebung, in der Rohstoffe chemische Umwandlungen durchlaufen, um wertvolle Endprodukte zu werden. Ohne den Reaktor ist ein chemischer Prozess lediglich ein Konzept; mit ihm wird er zur Realität.
Ein chemischer Reaktor ist weit mehr als nur ein einfacher Behälter. Es handelt sich um ein hochentwickeltes System, das entwickelt wurde, um die Bedingungen einer chemischen Reaktion – wie Temperatur, Druck und Mischung – präzise zu steuern, um die Produktausbeute zu maximieren, die Reinheit zu gewährleisten und einen sicheren Betrieb im industriellen Maßstab aufrechtzuerhalten.

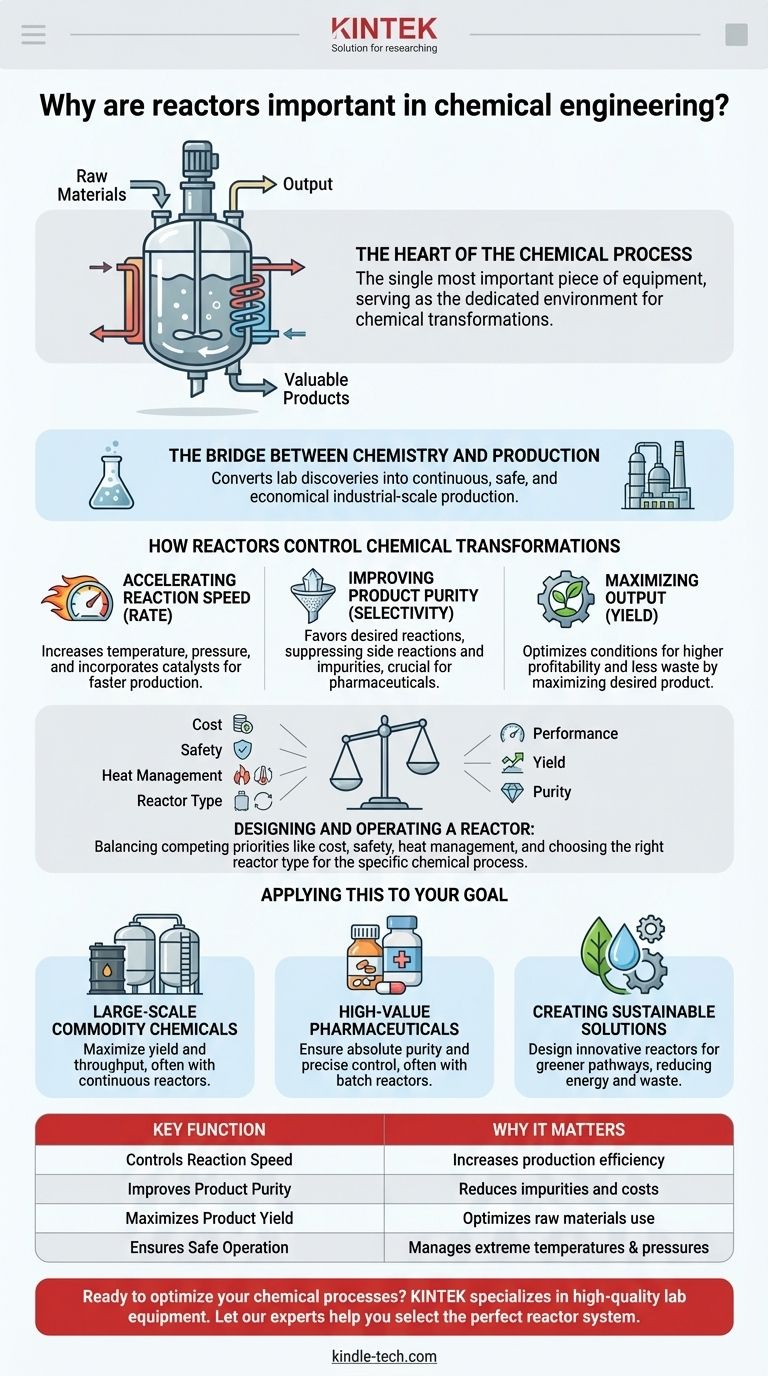
Der Reaktor als Herzstück des Prozesses
Eine Chemieanlage kann als ein System mit Ein- und Ausgängen visualisiert werden. Der Reaktor ist das Herz dieses Systems und führt die grundlegende Umwandlung durch, die den gesamten Betrieb rechtfertigt.
Von Rohstoffen zu Wert
Auf seiner grundlegendsten Ebene nimmt ein Reaktor Reaktanden (Rohstoffe) auf und ermöglicht deren Umwandlung in Produkte. Hier findet die eigentliche „Chemie“ der Chemieingenieurwissenschaft statt. Alle anderen Anlagenkomponenten, wie Pumpen, Erhitzer und Separatoren, dienen dazu, die Funktion des Reaktors zu unterstützen.
Die Brücke zwischen Chemie und Produktion
Ein Chemiker mag eine neue Reaktion im Laborkolben entdecken, aber ein Chemieingenieur entwirft einen Reaktor, um dieselbe Reaktion kontinuierlich, sicher und wirtschaftlich in einem tausend- oder millionenfach größeren Maßstab durchzuführen. Der Reaktor ist die kritische Brücke zwischen der Laborerkenntnis und der industriellen Produktion.
Wie Reaktoren chemische Umwandlungen steuern
Die Bedeutung eines Reaktors liegt in seiner Fähigkeit, die Umgebung zu manipulieren, um ein gewünschtes chemisches Ergebnis zu begünstigen. Diese Steuerung konzentriert sich typischerweise auf drei Schlüsselkennzahlen.
Beschleunigung der Reaktionsgeschwindigkeit (Rate)
Die meisten chemischen Reaktionen sind empfindlich gegenüber ihren Bedingungen. Durch Erhöhung von Temperatur und Druck können Reaktoren die Geschwindigkeit, mit der Reaktanden in Produkte umgewandelt werden, erheblich beschleunigen. Wie bei Hochdruckanwendungen gezeigt, ist diese Beschleunigung ein Haupttreiber für die wirtschaftliche Effizienz.
Darüber hinaus sind viele Reaktoren so konzipiert, dass sie Katalysatoren enthalten, also Stoffe, die eine Reaktion beschleunigen, ohne dabei verbraucht zu werden. Das Design des Reaktors gewährleistet maximalen Kontakt zwischen den Reaktanden und dem Katalysator.
Verbesserung der Produktreinheit (Selektivität)
Nur wenige chemische Prozesse erzeugen nur ein einziges Produkt. Oft treten unerwünschte Nebenreaktionen auf, die Verunreinigungen erzeugen, die später entfernt werden müssen.
Ein gut konzipierter Reaktor schafft Bedingungen, die die gewünschte Reaktion begünstigen und gleichzeitig andere unterdrücken. Dieser Fokus auf Selektivität ist entscheidend, da er Abfall reduziert und die Kosten sowie die Komplexität der nachgeschalteten Reinigungsschritte minimiert. Dies ist besonders wichtig in Branchen wie der Pharmazie, wo Reinheit oberste Priorität hat.
Maximierung des Outputs (Ausbeute)
Die Ausbeute ist das Maß dafür, wie viel gewünschtes Produkt aus einer gegebenen Menge an Rohmaterial gewonnen wird. Sie ist eine direkte Funktion sowohl der Reaktionsrate als auch der Selektivität.
Durch die Optimierung der Bedingungen, um die Reaktion schneller (hohe Rate) und präziser (hohe Selektivität) zu gestalten, maximieren Reaktoren die Gesamtausbeute. Dies führt direkt zu höherer Rentabilität und weniger Materialverschwendung, ein Schlüsselbestandteil bei der Schaffung nachhaltigerer chemischer Lösungen.
Verständnis der Kompromisse und Designherausforderungen
Obwohl sie unerlässlich sind, beinhaltet das Design und der Betrieb eines Reaktors das Abwägen konkurrierender Prioritäten. Der „perfekte“ Reaktor existiert nicht; stattdessen ist er immer ein technischer Kompromiss.
Das Gleichgewicht zwischen Kosten, Sicherheit und Leistung
Ein Reaktor, der bei extremen Drücken und Temperaturen arbeiten kann, erzielt eine unglaubliche Leistung, ist aber teuer im Bau und erfordert komplexe Sicherheitssysteme. Die Wahl der Materialien und die Dicke der Reaktorwände sind entscheidende Designentscheidungen, die durch die Notwendigkeit bestimmt werden, die Reaktion sicher einzuschließen.
Die Herausforderung des Wärmemanagements
Chemische Reaktionen setzen entweder Wärme frei (exotherm) oder absorbieren Wärme (endotherm). Ein Reaktor muss mit Heiz- oder Kühlsystemen ausgestattet sein, um diese thermische Last zu bewältigen. Bei stark exothermen Reaktionen kann die fehlende schnelle Wärmeabfuhr zu einem gefährlichen „Durchgeh“-Zustand führen, bei dem Temperatur und Druck unkontrolliert ansteigen.
Auswahl des richtigen Reaktortyps
Es gibt nicht den einen Reaktor für alle Zwecke. Ingenieure müssen je nach Produktionsmaßstab, Reaktionschemie und wirtschaftlichen Zielen aus verschiedenen Typen wählen, wie z. B. Batch-Reaktoren (bei denen Zutaten auf einmal eingefüllt werden) oder kontinuierlichen Reaktoren (bei denen Reaktanden einströmen und Produkte kontinuierlich abfließen).
Anwendung auf Ihr Ziel
Die Design- und Betriebsphilosophie eines Reaktors wird vollständig durch das Endziel des chemischen Prozesses bestimmt.
- Wenn Ihr Hauptaugenmerk auf Massenchemikalien liegt: Der Schlüssel liegt in der Maximierung der Ausbeute und des Durchsatzes zur Minimierung der Kosten, oft unter Verwendung großer, kontinuierlicher Reaktoren.
- Wenn Ihr Hauptaugenmerk auf hochwertigen Pharmazeutika liegt: Der Schlüssel liegt in der Gewährleistung absoluter Reinheit und präziser Kontrolle (Selektivität), oft unter Verwendung kleinerer, hochkontrollierter Batch-Reaktoren.
- Wenn Ihr Hauptaugenmerk auf der Schaffung nachhaltiger Lösungen liegt: Der Schlüssel liegt im Entwurf innovativer Reaktoren, die neue Katalysatoren handhaben oder unter Bedingungen arbeiten können, die umweltfreundlichere chemische Wege ermöglichen, wodurch Energieverbrauch und Abfall reduziert werden.
Letztendlich sind chemische Reaktoren die Triebwerke, die die moderne materielle Welt antreiben, von Kraftstoffen und Kunststoffen bis hin zu Medikamenten und Düngemitteln.
Zusammenfassungstabelle:
| Schlüsselfunktion | Warum es wichtig ist |
|---|---|
| Steuert die Reaktionsgeschwindigkeit | Erhöht die Produktionseffizienz und den wirtschaftlichen Output. |
| Verbessert die Produktreinheit | Reduziert Verunreinigungen und Kosten für die nachgeschaltete Reinigung. |
| Maximiert die Produktausbeute | Optimiert die Nutzung von Rohstoffen für höhere Rentabilität. |
| Gewährleistet sicheren Betrieb | Regelt extreme Temperaturen und Drücke im industriellen Maßstab. |
Bereit, Ihre chemischen Prozesse zu optimieren? Der richtige Reaktor ist entscheidend für das Erreichen Ihrer Ziele in Bezug auf Ausbeute, Reinheit und Sicherheit. KINTEK ist spezialisiert auf hochwertige Laborgeräte und Verbrauchsmaterialien und bedient Laboranforderungen von der F&E bis zur Produktionsskalierung. Lassen Sie sich von unseren Experten bei der Auswahl des perfekten Reaktorsystems für Ihre Anwendung helfen. Kontaktieren Sie uns noch heute, um Ihr Projekt zu besprechen und die Fähigkeiten Ihres Labors zu erweitern!
Visuelle Anleitung
Ähnliche Produkte
- Mikrowellen-Plasma-Chemische-Gasphasenabscheidungs-MPCVD-Maschinensystem-Reaktor für Labor und Diamantwachstum
- Kundenspezifische vielseitige CVD-Rohröfen-Systemausrüstung für die chemische Gasphasenabscheidung
- Anpassbare Labor-Hochtemperatur-Hochdruckreaktoren für vielfältige wissenschaftliche Anwendungen
- Kundenspezifische PTFE-Teflon-Teilehersteller für Hydrothermalsynthese-Reaktor Polytetrafluorethylen-Kohlepapier und Kohletuch-Nanowachstum
- Edelstahl-Hochdruck-Autoklav-Reaktor Labor-Druckreaktor
Andere fragen auch
- Wie funktioniert MPCVD? Ein Leitfaden zur Abscheidung von Filmen bei niedriger Temperatur und hoher Qualität
- Wie arbeiten Vakuumpumpen und Ventile in der MPCVD zusammen? Erreichen Sie eine präzise Druckregelung für eine überlegene CNT-Synthese
- Wie ermöglicht ein Mikrowellen-Plasmareaktor die Synthese von Diamant? Beherrschen Sie MPCVD mit Präzisionstechnologie
- Welcher Druck ist für die chemische Gasphasenabscheidung von Diamanten erforderlich? Meistern Sie den Niederdruck-„Sweet Spot“
- Wie entsteht ein Diamant aus CVD? Die Wissenschaft des atomweisen Diamantwachstums



















