
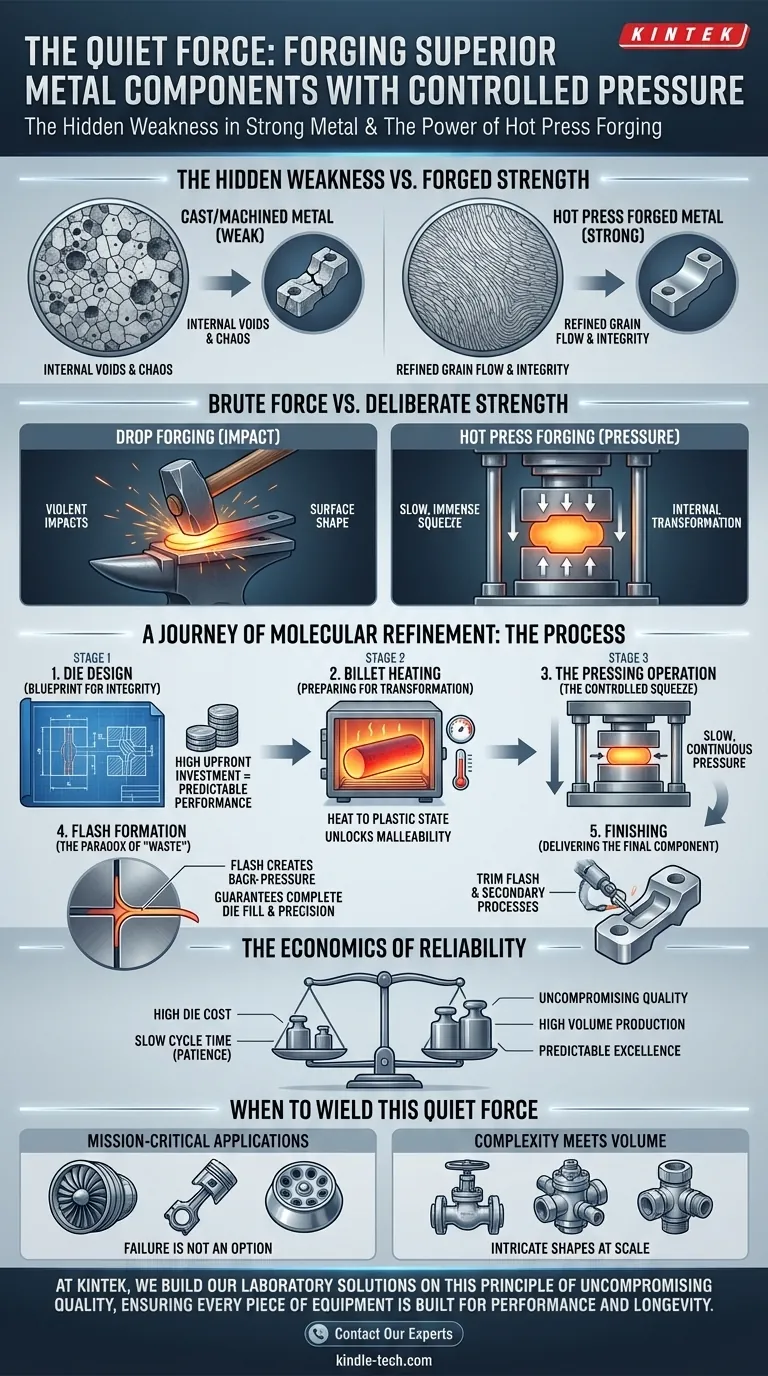
Die verborgene Schwäche in starkem Metall
Stellen Sie sich eine kritische Komponente in einer Hochgeschwindigkeits-Laborzentrifuge oder eine strukturelle Verbindung an einer Industriepresse vor. Mit bloßem Auge erscheint sie solide, ein Monolith der Stärke. Doch ihre wahre Anfälligkeit liegt tief in ihrer kristallinen Struktur verborgen – eine mikroskopische Landschaft aus Korngrenzen und potenziellen Hohlräumen.
Ein katastrophales Versagen beginnt oft auf dieser unsichtbaren Ebene. Deshalb ist die Methode, mit der ein Metallteil geformt wird, genauso wichtig wie das Metall selbst. Es geht nicht nur darum, eine Form zu schaffen, sondern darum, Integrität von innen nach außen zu verleihen.
Rohe Gewalt vs. bewusste Stärke
Wenn wir an Schmieden denken, stellen wir uns oft die heftigen, stoßenden Schläge eines Hammers vor. Das ist eine Methode, bekannt als Gesenkschmieden. Aber es gibt einen ruhigeren, methodischeren Ansatz: das Warmpressen.
Anstelle einer Reihe von Schlägen übt das Warmpressen einen einzigen, kontinuierlichen und immensen Druck aus. Es ist der Unterschied zwischen dem Stechen in Teig und dem langsamen Kneten. Das eine erzeugt eine Oberflächenform, das andere verändert die innere Struktur vollständig. Diese langsame Krafteinwirkung ist der Schlüssel zur Erzielung überlegener mechanischer Eigenschaften.
Eine Reise der molekularen Verfeinerung
Die Reise von einem rohen Metallblock zu einer hochfesten Komponente ist eine Meisterklasse der kontrollierten Metallurgie. Jeder Schritt ist bewusst darauf ausgelegt, das innere Chaos des Metalls in eine gleichmäßige, widerstandsfähige Struktur zu organisieren.
H3: Der Bauplan für Integrität: Werkzeug- und Matrizendesign
Der Prozess beginnt nicht mit Hitze oder Druck, sondern mit Ingenieurwesen. Die Matrizen – gehärtete Stahlformen – werden sorgfältig konstruiert. Sie sind der Bauplan für die endgültige Form des Teils und, was noch wichtiger ist, für seinen inneren Kornfluss.
Die erheblichen Anfangskosten dieser Matrizen sind nicht nur für eine Form; es ist eine Investition in die endgültige, vorhersagbare Leistung des Teils.
H3: Vorbereitung auf die Transformation: Erhitzen des Rohlings
Als Nächstes wird ein Rohling aus Rohmetall in einem Ofen erhitzt. Das Ziel ist nicht, ihn zu schmelzen, sondern ihn auf eine präzise Temperatur zu bringen, bei der er plastisch und formbar wird.
Dies ist der Moment, in dem das starre kristalline Gitter des Metalls aufbricht und es empfänglich für Veränderungen macht, ohne zu reißen oder zu schwächen. Es ist für seine Transformation vorbereitet.
H3: Der kontrollierte Druck: Der Pressvorgang
Der erhitzte Rohling wird in die untere Matrize gelegt. Eine hydraulische oder mechanische Presse treibt dann die obere Matrize mit einem langsamen, kraftvollen, kontinuierlichen Druck nach unten.
Dieser Druck dringt tief in den Kern des Metalls ein und zwingt die Körner, sich entlang der Konturen der Matrize neu auszurichten und zu verfeinern. Hohlräume werden komprimiert und beseitigt. Das Ergebnis ist eine dichte, gleichmäßige Kornstruktur, die dem Teil seine außergewöhnliche Ermüdungsbeständigkeit und Zugfestigkeit verleiht.
H3: Das Paradox des "Abfalls": Die Rolle des Grats
Beim Schließen der Matrizen presst sich eine kleine Menge überschüssigen Materials als dünnes Band um das Teil. Dies wird als "Grat" bezeichnet.
Weit davon entfernt, ein Defekt zu sein, ist der Grat ein entscheidendes, geplantes Merkmal. Wenn dieses dünne Band abkühlt und dem Fluss widersteht, erzeugt es einen Gegendruck im Matrizenhohlraum. Dieser Druck sorgt dafür, dass das Metall jedes feine Detail der Form vollständig ausfüllt und ein nahezu endkonturnahes Teil mit unglaublicher Präzision entsteht. Was wie Abfall aussieht, ist tatsächlich eine Qualitätsgarantie.
Die Ökonomie der Zuverlässigkeit
Die Wahl des Warmpressens ist eine strategische Entscheidung, die auf einem klaren Verständnis seiner Kompromisse beruht.
- Die hohen Kosten der Gewissheit: Die robusten, hitzebeständigen Matrizen sind teuer. Dies macht das Verfahren am besten für mittlere bis hohe Produktionsvolumina geeignet, bei denen die Kosten über Tausende von zuverlässigen Teilen amortisiert werden können. Es ist der Preis, der für vorhersehbare Exzellenz gezahlt wird.
- Geduld als ingenieurtechnische Tugend: Die langsame Zykluszeit ist ein direkter Kompromiss für Qualität. Geschwindigkeit wird geopfert, um sicherzustellen, dass der Druck Zeit hat, seine Magie tief im Material zu entfalten, ein Kompromiss, der für kritische Anwendungen nicht verhandelbar ist.
| Schlüsselphase | Primäre Aktion | Kernresultat |
|---|---|---|
| Matrizendesign | Konstruktion hochfester Werkzeuge | Definiert die Teilegeometrie und innere Integrität |
| Erhitzen des Rohlings | Metall in plastischen Zustand erwärmen | Erschließt die Formbarkeit des Materials |
| Pressen | Langsamen, kontinuierlichen Druck ausüben | Verfeinert und richtet die Kornstruktur aus |
| Gratbildung | Fluss von überschüssigem Material steuern | Sorgt für vollständige Matrizenfüllung und scharfe Details |
| Endbearbeitung | Grat abschneiden und Sekundärprozesse durchführen | Liefert die endgültige, präzise Komponente |
Wann diese stille Kraft einsetzen?
Letztendlich ist die Entscheidung, Warmpressen einzusetzen, eine psychologische, die auf der Risikobereitschaft basiert.
- Wählen Sie es, wenn Versagen keine Option ist. Für missionskritische Teile in der Luft- und Raumfahrt, im Automobilbau oder bei Hochleistungs-Laborgeräten bietet die verfeinerte Kornstruktur eine Sicherheitsreserve, die andere Verfahren nicht bieten können.
- Wählen Sie es, wenn Komplexität auf Volumen treffen muss. Für komplexe Formen, die zuverlässig und konsistent in großem Maßstab produziert werden müssen, rechtfertigt der Prozess seine Anfangsinvestition.
Im Labor ist die Integrität jedes Teils – vom Rotor einer Zentrifuge bis zu einem Ventil in einem Hochdrucksystem – von größter Bedeutung. Die Ausrüstung ist nur so zuverlässig wie ihre schwächste Komponente. Das Verständnis der tiefen metallurgischen Disziplin hinter einem Prozess wie dem Warmpressen unterscheidet zuverlässige Werkzeuge von potenziellen Risiken.
Bei KINTEK bauen wir unsere Laborlösungen auf genau diesem Prinzip kompromissloser Qualität auf und stellen sicher, dass jedes Ausrüstungsstück auf Leistung und Langlebigkeit ausgelegt ist. Kontaktieren Sie unsere Experten
Visuelle Anleitung
Ähnliche Produkte
- Vakuum-Heißpressmaschine für Laminierung und Heizung
- Automatische hydraulische Heizpresse mit hohen Temperaturen und beheizten Platten für Laboratorien
- Kugelpressform für Labor
- Automatische beheizte hydraulische Pressmaschine mit beheizten Platten für Labor-Heißpresse 25T 30T 50T
- Manuelle hydraulische Heizpresse mit beheizten Platten für Labor-Heißpresse
Ähnliche Artikel
- Jenseits des Sinterns: Wie Vakuum-Heißpressen perfekte Festkörper aus Pulver schmiedet
- Das hydraulische Dilemma: Uniaxiale vs. biaxiale Druckbeaufschlagung in der fortschrittlichen Materialherstellung
- Vakuum-Heißpressofen: Ein umfassender Leitfaden
- Umfassender Leitfaden zur Anwendung im Vakuum-Heißpressofen
- Bedienungsschritte und Vorsichtsmaßnahmen für die Heißpresse


















