Ja, das Vorheizen eines Tiegels ist ein entscheidender und nicht verhandelbarer Schritt sowohl für die Sicherheit als auch für die Leistung. Das Versäumnis, dies zu tun, ist eine der häufigsten Ursachen für katastrophales Tiegelversagen. Dieser Prozess ist unerlässlich, um absorbierte Feuchtigkeit auszutreiben und thermische Schocks zu verhindern, die dazu führen können, dass ein neuer oder gelagerter Tiegel reißt oder sogar explodiert, wenn er der intensiven, schnellen Erhitzung eines Ofens ausgesetzt wird.
Der Hauptzweck des Vorheizens besteht nicht nur darin, den Tiegel aufzuwärmen, sondern eingeschlossene Feuchtigkeit langsam und gleichmäßig zu entfernen und innere Spannungen abzubauen. Dieses einfache Verfahren ist der primäre Schutz gegen thermische Schocks und stellt sicher, dass der Tiegel intakt bleibt und Ihr Schmelzvorgang erfolgreich ist.

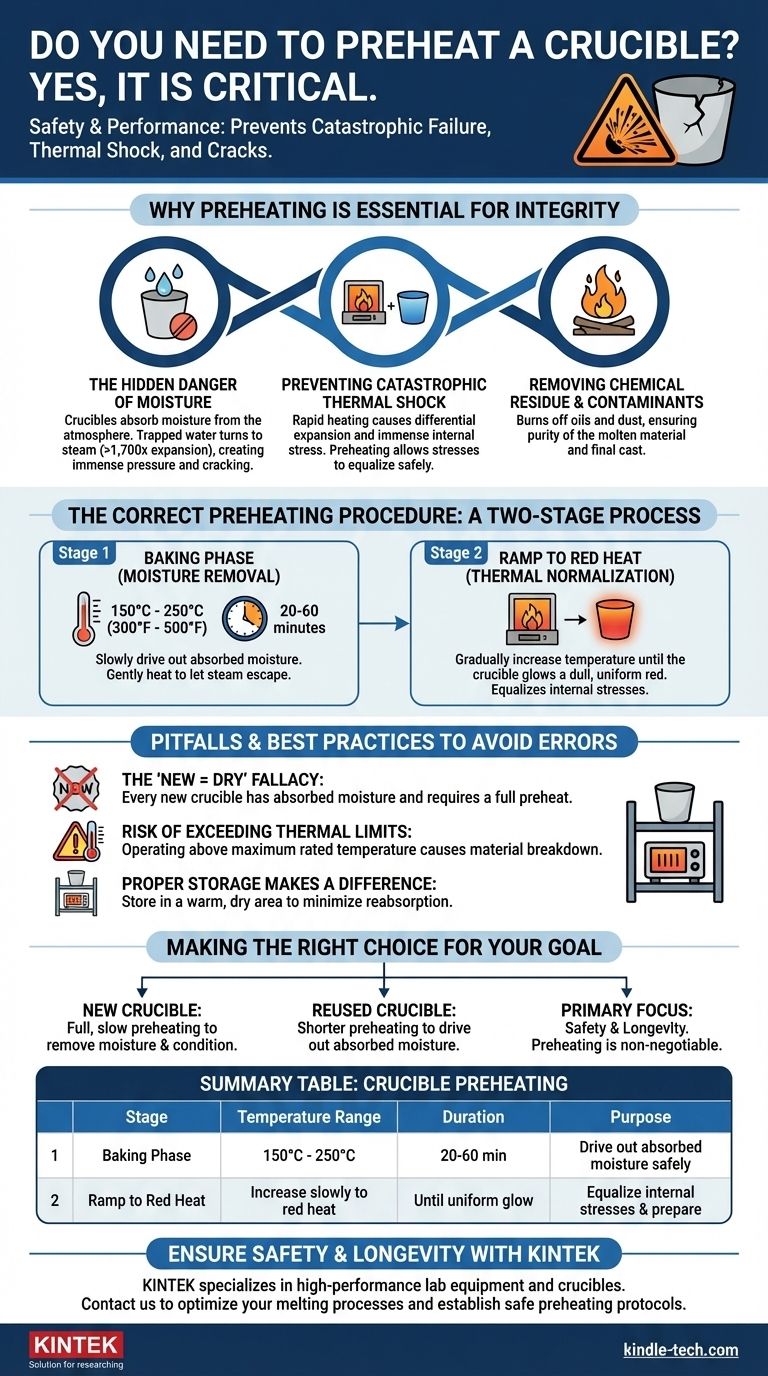
Warum Vorheizen für die Integrität des Tiegels unerlässlich ist
Ein Tiegel mag massiv und inert erscheinen, aber Materialien wie Ton-Graphit und Siliziumkarbid sind auf mikroskopischer Ebene porös. Diese Porosität ist die Hauptursache für die Probleme, die durch das Vorheizen gelöst werden.
Die versteckte Gefahr von Feuchtigkeit
Tiegel nehmen Feuchtigkeit direkt aus der Atmosphäre auf. Selbst ein nagelneuer Tiegel, der gelagert wurde, hat Wasser absorbiert.
Wenn dieser Tiegel schnell erhitzt wird, verwandelt sich das eingeschlossene Wasser in Dampf. Dieser Dampf dehnt sich auf das über 1.700-fache seines ursprünglichen Volumens aus und erzeugt einen enormen Innendruck, der die Tiegelwände von innen nach außen reißen kann.
Verhinderung eines katastrophalen thermischen Schocks
Ein thermischer Schock tritt auf, wenn sich verschiedene Teile eines Materials aufgrund einer schnellen Temperaturänderung unterschiedlich ausdehnen. Das Einsetzen eines kalten Tiegels in einen heißen Ofen erzeugt einen massiven Temperaturgradienten zwischen seinen äußeren und inneren Oberflächen.
Diese unterschiedliche Ausdehnung erzeugt enorme innere Spannungen. Durch das Vorheizen wird der gesamte Tiegelkörper langsam auf eine gleichmäßige Temperatur gebracht, wodurch sich diese Spannungen sicher ausgleichen und Brüche verhindert werden.
Entfernung von chemischen Rückständen und Verunreinigungen
Der Vorwärmprozess dient auch dazu, Öle, Staub oder andere Verunreinigungen aus der Herstellung, dem Versand oder der Handhabung abzubrennen. Dadurch wird sichergestellt, dass diese unerwünschten Substanzen nicht in Ihr geschmolzenes Material gelangen, was die Reinheit und Qualität Ihres Endgusses beeinträchtigen könnte.
Das korrekte Vorwärmverfahren
Ein ordnungsgemäßer Vorwärmzyklus ist ein langsamer, methodischer Prozess, der in Stufen durchgeführt wird. Dies überstürzen ist genauso gefährlich, wie es ganz auszulassen.
Stufe 1: Die „Einbrennphase“
Das anfängliche Ziel ist es, die gesamte absorbierte Feuchtigkeit sanft auszutreiben. Dies sollte bei einer niedrigen Temperatur erfolgen, typischerweise zwischen 150 °C und 250 °C (300 °F bis 500 °F).
Halten Sie den Tiegel mindestens 20-60 Minuten bei dieser Temperatur. Bei größeren Tiegeln oder in feuchten Umgebungen kann eine längere Dauer erforderlich sein. Der Schlüssel ist eine langsame, gleichmäßige Hitze, damit der Dampf sanft entweichen kann.
Stufe 2: Das Aufheizen bis zur Rotglut
Nachdem Sie sicher sind, dass die Feuchtigkeit verschwunden ist, beginnen Sie, die Ofentemperatur langsam zu erhöhen. Fahren Sie mit diesem allmählichen Anstieg fort, bis der gesamte Tiegel ein stumpfes, gleichmäßiges Rot leuchtet.
Diese Stufe stellt sicher, dass die innere Struktur des Tiegels sich an die Hitze angepasst hat und bereit für die endgültige Temperaturerhöhung und die Einführung der Metallcharge ist.
Verständnis der Fallstricke und Best Practices
Das Vermeiden gängiger Missverständnisse ist entscheidend für die Wartung Ihrer Ausrüstung und die Gewährleistung Ihrer Sicherheit. Ein disziplinierter Ansatz verhindert kostspielige und gefährliche Fehler.
Der Trugschluss „Er ist neu, also ist er trocken“
Gehen Sie niemals davon aus, dass ein neuer Tiegel trocken und gebrauchsfertig ist. Er war während des Versands und der Lagerung der Atmosphäre ausgesetzt und hat mit ziemlicher Sicherheit Feuchtigkeit aufgenommen. Jeder neue Tiegel erfordert einen vollständigen Vorwärmzyklus.
Das Risiko, Temperaturgrenzen zu überschreiten
Obwohl beim Vorheizen Wärme hinzugefügt wird, muss dies kontrolliert werden. Jeder Tiegel hat eine maximal zulässige Temperatur. Das Überschreiten dieser Grenze, selbst bei einem ordnungsgemäß vorgeheizten Tiegel, führt zum Zerfall des Materials und zu einem gefährlichen Ausfall. Betreiben Sie das Gerät immer innerhalb der vom Hersteller angegebenen Grenzwerte.
Die richtige Lagerung macht einen Unterschied
Ihre Arbeit ist nach dem Schmelzen nicht beendet. Die richtige Lagerung Ihrer Tiegel minimiert die Menge an Feuchtigkeit, die sie wieder aufnehmen. Bewahren Sie sie an einem warmen, trockenen Ort fern von kalten, feuchten Böden auf. Dies macht den nächsten Vorwärmzyklus schneller und effektiver.
Die richtige Wahl für Ihr Ziel treffen
Die Einhaltung eines strengen Vorwärmprotokolls ist das Kennzeichen eines Profis. Es beseitigt eine wichtige Variable und schützt Sie, Ihre Ausrüstung und Ihre Arbeit.
- Wenn Sie einen neuen Tiegel verwenden: Führen Sie immer einen vollständigen, langsamen Vorwärmzyklus durch, um absorbierte Feuchtigkeit sicher zu entfernen und ihn für den ersten Gebrauch vorzubereiten.
- Wenn Sie einen Tiegel wiederverwenden: Ein kürzerer Vorwärmzyklus ist dennoch erforderlich, um die zwischen den Schmelzvorgängen aus der Atmosphäre aufgenommene Feuchtigkeit auszutreiben.
- Wenn Ihr Hauptaugenmerk auf Sicherheit und Langlebigkeit liegt: Machen Sie das Vorheizen zu einem nicht verhandelbaren, dokumentierten Schritt in Ihrem Standardarbeitsablauf für jede einzelne Schmelze.
Die richtige Tiegelvorbereitung ist die Grundlage jeder sicheren und erfolgreichen Gusstechnik.
Zusammenfassungstabelle:
| Vorwärmstufe des Tiegels | Temperaturbereich | Dauer | Zweck |
|---|---|---|---|
| Einbrennphase (Feuchtigkeitsentfernung) | 150°C - 250°C (300°F - 500°F) | 20-60 Minuten | Feuchtigkeit sicher austreiben |
| Aufheizen bis zur Rotglut (Thermische Normalisierung) | Langsam auf Rotglut erhöhen | Bis zum gleichmäßigen Glühen | Innere Spannungen ausgleichen und auf das Schmelzen vorbereiten |
Gewährleisten Sie die Sicherheit Ihres Labors und die Langlebigkeit Ihrer Tiegel mit den Expertenlösungen von KINTEK. Die richtige Handhabung von Tiegeln ist für erfolgreiche Schmelzvorgänge nicht verhandelbar. KINTEK ist spezialisiert auf Hochleistungs-Laborgeräte und Verbrauchsmaterialien, einschließlich Tiegeln, die auf Haltbarkeit und präzises Wärmemanagement ausgelegt sind. Unser Team kann Ihnen helfen, den richtigen Tiegel auszuwählen und sichere Vorwärmprotokolle zu erstellen, die auf Ihre spezifischen Laboranforderungen zugeschnitten sind. Riskieren Sie keinen Geräteausfall oder kompromittierte Ergebnisse – kontaktieren Sie uns noch heute, um Ihre Schmelzprozesse zu optimieren und Ihre Investitionen zu schützen.
Visuelle Anleitung
Ähnliche Produkte
- Technische Keramik Aluminiumoxid-Tiegel (Al2O3) für Thermische Analyse TGA DTA
- Elektronenstrahlverdampferbeschichtung Sauerstofffreier Kupfertiegel und Verdampferschiffchen
- Technische Keramik Aluminiumoxid Al2O3 Tiegel mit Deckel Zylindrischer Labor-Tiegel
- Aluminiumoxid Al2O3 Keramikschale Halbschalenboot mit Deckel für fortschrittliche Feinchemikalien
- Elektronenstrahl-Verdampfbeschichtung Vergoldung Wolfram Molybdän Tiegel zum Verdampfen
Andere fragen auch
- Warum werden Aluminiumoxid-Tiegel als Behälter für Korrosionsexperimente mit flüssigem Blei ausgewählt? Gewährleistung reiner experimenteller Daten
- Warum sind Aluminiumoxid-Tiegel und Mutterpulver für das Sintern von LATP unerlässlich? Optimieren Sie Ihre Festelektrolytleistung
- Was ist der Hauptzweck der Verwendung von Aluminiumoxid-Tiegeln für LLTO-Keramiken? Optimieren Sie Ihr Hochtemperatursintern
- Hauptüberlegungen bei der Auswahl von Tonerde-Tiegeln und Quarzröhren für die Indium-Interkalation: Sicherstellen der Materialreinheit
- Welche Rolle spielt ein Aluminiumoxid-Tiegel bei der Kalzinierung von LLZTBO? Gewährleistung hoher Reinheit bei 800°C









