In der Welt der Pelletierung und Tablettierung ist das Matrizenkompressionsverhältnis die Beziehung zwischen der effektiven Arbeitslänge des Matrizenlochs und dessen Durchmesser. Dieses einfache Verhältnis ist der einflussreichste Faktor bei der Bestimmung der Endqualität des verdichteten Produkts und der Gesamteffizienz Ihrer Produktionslinie.
Die Herausforderung der Verdichtung besteht nicht nur darin, Material zu formen, sondern einen Prozess zu steuern. Das Matrizenkompressionsverhältnis ist Ihr primäres Werkzeug, um die konkurrierenden Anforderungen an Produkthaltbarkeit, Produktionsgeschwindigkeit und Energieverbrauch auszugleichen.

Das Matrizenkompressionsverhältnis entschlüsseln
Die Kernformel: L/D
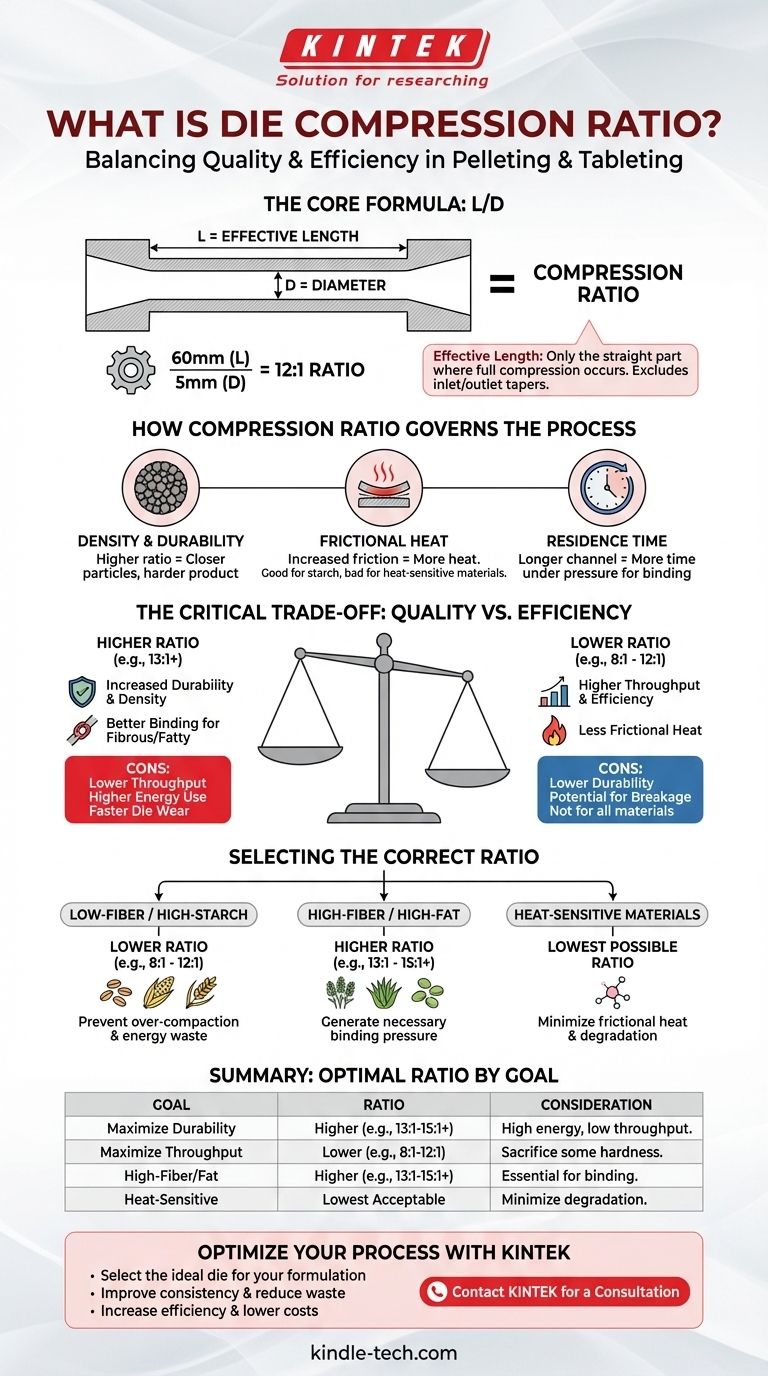
Das Verhältnis wird mit einer einfachen Formel berechnet: Kompressionsverhältnis = L / D.
- L steht für die effektive Länge des Matrizenkanals.
- D steht für den Durchmesser des Matrizenkanals.
Eine Matrize mit einer effektiven Länge von 60 mm und einem Lochdurchmesser von 5 mm hätte ein Kompressionsverhältnis von 12:1 (oder einfach 12).
Was ist "effektive" Länge?
Dies ist eine entscheidende Unterscheidung. Die effektive Länge ist nur der Teil des Matrizenkanals, in dem die vollständige Kompression stattfindet.
Sie umfasst keine Entlastung, Verjüngung oder Senkung am Ein- oder Auslass des Lochs. Diese Merkmale sind darauf ausgelegt, den Materialfluss zu erleichtern und den Anfangsdruck zu reduzieren, sodass die eigentliche Kompressionsarbeit nur im geraden Teil des Kanals stattfindet.
Der Zweck des Verhältnisses
Das Kompressionsverhältnis bestimmt direkt die Menge an Druck, Reibung und Verweilzeit, die das Material erfährt, wenn es durch die Matrize gedrückt wird. Ein höheres Verhältnis bedeutet mehr Druck und mehr Zeit unter Kompression.
Wie das Kompressionsverhältnis den Prozess steuert
Kontrolle von Dichte und Haltbarkeit
Ein höheres Kompressionsverhältnis erhöht die Reibung und den Druck, der auf das Material ausgeübt wird. Dies drängt die Partikel näher zusammen, was zu einem dichteren, härteren und haltbareren Pellet oder einer Tablette führt, die Handhabung und Transport besser standhält.
Erzeugung von Reibungswärme
Diese erhöhte Reibung erzeugt auch erhebliche Wärme. Bei Materialien wie Tierfutter kann diese Wärme vorteilhaft sein, da sie die Verkleisterung von Stärken fördert, die als natürliches Bindemittel wirken. Bei anderen Materialien, wie Pharmazeutika oder bestimmten Chemikalien, kann diese Wärme schädlich sein und zu einer Degradation führen.
Bestimmung der Verweilzeit
Ein längerer Matrizenkanal (ein höheres Verhältnis bei gegebenem Durchmesser) bedeutet, dass das Material mehr Zeit unter Druck verbringt. Diese "Verweilzeit" ist entscheidend, um die notwendige Bindung und Wärmeübertragung im gesamten Material zu erreichen.
Der kritische Kompromiss: Qualität vs. Effizienz
Die Wahl eines Kompressionsverhältnisses ist immer ein Abwägen konkurrierender Faktoren. Ein höheres Verhältnis ist nicht von Natur aus besser.
Produktionsdurchsatz
Ein sehr hohes Kompressionsverhältnis erzeugt mehr Widerstand. Dies kann die Geschwindigkeit verlangsamen, mit der Material durch die Matrize gedrückt werden kann, und Ihren Durchsatz pro Tonne pro Stunde direkt reduzieren.
Energieverbrauch
Die Überwindung dieses höheren Widerstands erfordert mehr Arbeit vom Motor der Mühle. Dies führt zu einem erhöhten Stromverbrauch und höheren Energiekosten pro Tonne produziertem Produkt. Eine Matrize, die für die Formulierung "zu eng" ist, führt dazu, dass die Mühle verstopft oder überlastet wird.
Matrizenlebensdauer und Verschleiß
Konstanter hoher Druck und Reibung beschleunigen den Verschleiß an der Innenseite der Matrizenkanäle. Die Wahl eines unnötig hohen Kompressionsverhältnisses führt zu häufigeren und kostspieligeren Matrizenwechseln.
Auswahl des richtigen Verhältnisses für Ihr Material
Das ideale Kompressionsverhältnis hängt vollständig von den Eigenschaften Ihrer Rohmaterialformulierung ab.
Faserarme, stärkereiche Formulierungen
Formulierungen mit hohem Stärkegehalt und geringem Faseranteil (z. B. einige Geflügel- oder Schweinefutter) lassen sich oft leicht verdichten. Sie erfordern typischerweise ein niedrigeres Kompressionsverhältnis (z. B. 8:1 bis 12:1), um Überverdichtung, Verbrennung und übermäßigen Energieverbrauch zu vermeiden.
Faserreiche oder fettreiche Formulierungen
Faserige Materialien (z. B. Rinderfutter, Luzerne, Biomasse) oder Formulierungen mit hohem Fettgehalt widerstehen der Verdichtung naturgemäß. Sie erfordern ein höheres Kompressionsverhältnis (z. B. 13:1 bis 15:1 oder sogar höher), um die notwendige Reibung und den Druck zu erzeugen, um ein haltbares Pellet zu formen.
Hitzeempfindliche Materialien
Bei Materialien, die durch Hitze beschädigt werden können, ist das Ziel, das niedrigstmögliche Kompressionsverhältnis zu verwenden, das dennoch die erforderliche Tabletten- oder Pelletintegrität erreicht. Dies minimiert die Erzeugung von Reibungswärme.
Die richtige Wahl für Ihr Ziel treffen
Das optimale Matrizenkompressionsverhältnis ist keine einzelne Zahl; es ist eine Funktion Ihres Materials und Ihrer operativen Prioritäten.
- Wenn Ihr Hauptaugenmerk auf maximaler Produkthaltbarkeit liegt: Entscheiden Sie sich für ein höheres Kompressionsverhältnis, seien Sie aber auf einen geringeren Durchsatz und höheren Energieverbrauch vorbereitet.
- Wenn Ihr Hauptaugenmerk auf der Maximierung des Durchsatzes liegt: Verwenden Sie das niedrigste Kompressionsverhältnis, das immer noch ein akzeptables Qualitätsprodukt für Ihre spezifische Anwendung liefert.
- Wenn Sie ein schwieriges, faseriges Material verarbeiten: Ein höheres Kompressionsverhältnis ist notwendig, um den für ein Qualitätspellet erforderlichen Bindungsdruck zu erzeugen.
- Wenn Sie eine hitzeempfindliche Formulierung verarbeiten: Ihr Hauptziel ist es, die Reibung zu minimieren, was bedeutet, das niedrigstmögliche Kompressionsverhältnis zu wählen, das den Qualitätsstandards entspricht.
Das Verständnis und die Beherrschung des Matrizenkompressionsverhältnisses verwandeln die Pelletierung von einem Brute-Force-Prozess in einen präzise gesteuerten Fertigungsbetrieb.
Zusammenfassungstabelle:
| Ziel | Empfohlenes Kompressionsverhältnis | Wichtige Überlegung |
|---|---|---|
| Maximale Haltbarkeit | Höheres Verhältnis (z. B. 13:1 - 15:1+) | Höherer Energieverbrauch, geringerer Durchsatz, erhöhter Matrizenverschleiß |
| Maximierung des Durchsatzes | Niedrigeres Verhältnis (z. B. 8:1 - 12:1) | Kann zu Einbußen bei der Pellethärte und -haltbarkeit führen |
| Faserreiche/fettreiche Materialien | Höheres Verhältnis (z. B. 13:1 - 15:1+) | Notwendig, um ausreichend Bindungsdruck zu erzeugen |
| Hitzeempfindliche Materialien | Niedrigst mögliches akzeptables Verhältnis | Minimiert Reibungswärme zur Vermeidung von Degradation |
Optimieren Sie Ihren Pelletierungs- oder Tablettierungsprozess mit KINTEK
Haben Sie Schwierigkeiten mit der Pelletqualität, geringem Durchsatz oder hohen Energiekosten? Das Matrizenkompressionsverhältnis ist oft der Schlüssel. Die Wahl der richtigen Matrize ist entscheidend, um die Produkthaltbarkeit mit der Betriebseffizienz in Einklang zu bringen.
KINTEK ist spezialisiert auf Präzisionslaborgeräte und Verbrauchsmaterialien und bedient die anspruchsvollen Bedürfnisse von Laboren und F&E-Einrichtungen. Unsere Expertise kann Ihnen helfen:
- Die ideale Matrize für Ihre spezifische Materialformulierung auszuwählen.
- Die Produktkonsistenz zu verbessern und Abfall zu reduzieren.
- Die Produktionseffizienz zu steigern und die Betriebskosten zu senken.
Lassen Sie nicht zu, dass das falsche Kompressionsverhältnis Ihren Prozess behindert. Lassen Sie sich von unseren Experten helfen, hervorragende Ergebnisse zu erzielen.
Kontaktieren Sie KINTEK noch heute für eine Beratung und entdecken Sie die richtige Lösung für die Pelletierungs- und Tablettierungsanforderungen Ihres Labors.
Visuelle Anleitung
Ähnliche Produkte
- Dreidimensionales elektromagnetisches Siebinstrument
- Optische Elektrolysezelle mit Seitenfenster
- Ringpressform für Laboranwendungen
- Labor-Schüttelmaschine mit Orbitalbewegung
- 10L Kühlkreislauf-Wasserbad Niedertemperatur-Konstanttemperatur-Reaktionsbad
Andere fragen auch
- Welche Art von Materialien kann mit dem Siebverfahren getrennt werden? Ein Leitfaden zur effizienten Partikelgrößentrennung
- Wie wichtig ist das Sieben? Die entscheidende Rolle der Partikelgrößenanalyse bei der Qualitätskontrolle
- Warum ist Siebausrüstung für die Pulververarbeitung vor der Heißextrusion von PEO notwendig? Gewährleistung der Gleichmäßigkeit der Kathodenfolie
- Warum ist Siebausrüstung für die Klassifizierung von verarbeiteter bioaktivierter Kohle unerlässlich? Leistung optimieren
- Was ist Sieben und wie funktioniert es? Ein Leitfaden zur genauen Partikelgrößenanalyse













