Es liegt mit ziemlicher Sicherheit nicht am Stab. Ihr Aluminiumlotstab schmilzt nicht, weil das Aluminiumwerkstück, das Sie hartlöten möchten, nicht heiß genug ist. Aluminium ist ein unglaublich effektiver Wärmeleiter, was bedeutet, dass es Wärme schneller aus der Verbindung ableitet, als Ihr Brenner sie zuführen kann – ein Prinzip, das als hohe Wärmeleitfähigkeit bekannt ist. Sie müssen das Grundmetall so lange erhitzen, bis es heiß genug ist, um den Stab bei Berührung zu schmelzen.
Der Kernfehler beim Hartlöten von Aluminium ist das direkte Erhitzen des Füllstoffs mit dem Brenner. Stattdessen müssen Sie das Werkstück breitflächig und gleichmäßig erhitzen. Das Grundmetall selbst muss die Fließtemperatur des Lotes erreichen, wodurch der Stab schmilzt und in die Verbindung fließt, wenn Sie ihn auf das Werkstück aufsetzen.

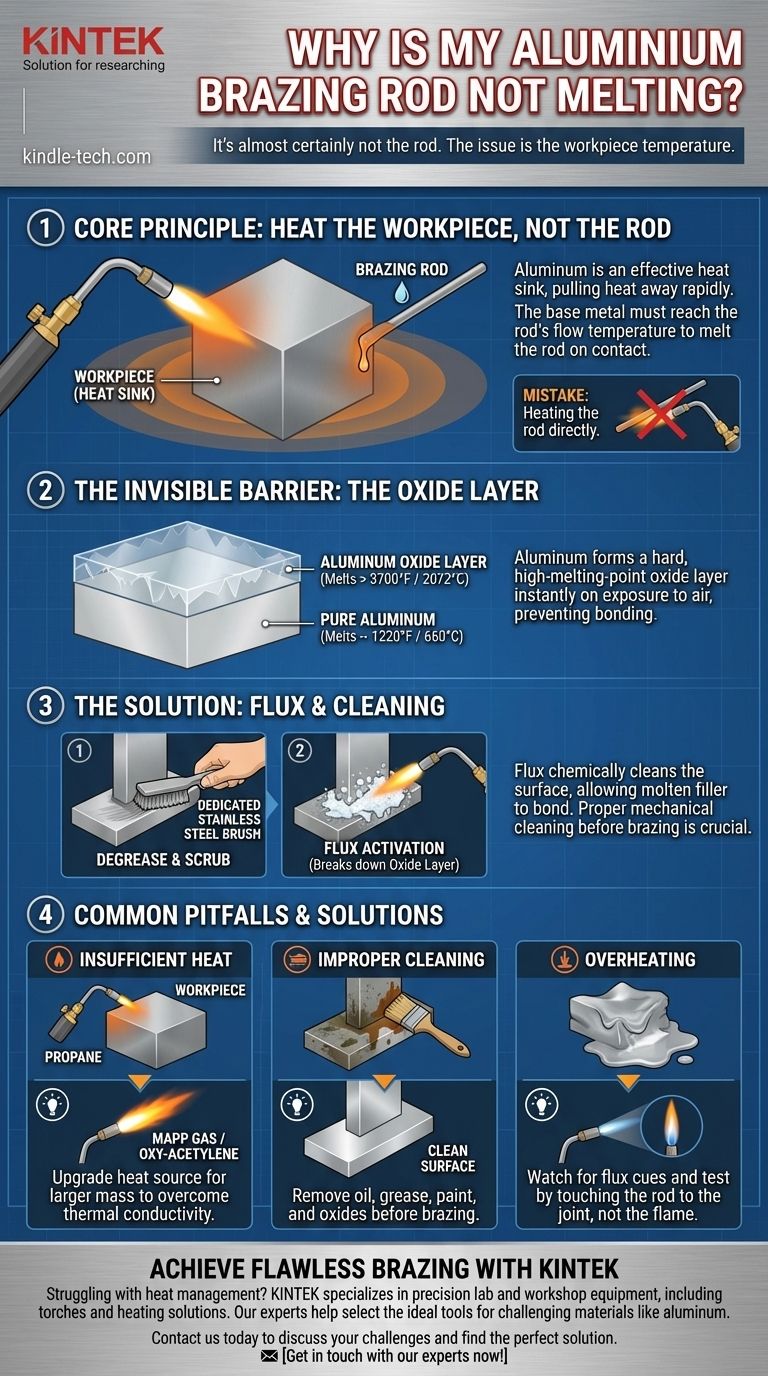
Das Kernprinzip: Erhitzen Sie das Werkstück, nicht den Stab
Zu verstehen, wie sich Aluminium bei Hitze verhält, ist der Schlüssel zu einem erfolgreichen Hartlötprozess. Seine Eigenschaften unterscheiden sich grundlegend von denen von Stahl, was viele Leute in die Irre führt.
Die hohe Wärmeleitfähigkeit von Aluminium
Stellen Sie sich das Aluminiumteil wie einen großen Wärmeschwamm vor. Wenn Sie Ihren Brenner auf eine Stelle richten, verteilt das Metall diese thermische Energie schnell in seiner gesamten Masse.
Das bedeutet, dass ein kleiner Brenner, der auf die Verbindung fokussiert ist, oft einen aussichtslosen Kampf führt. Das Werkstück leitet die Wärme ständig ab und verhindert, dass der Verbindungsbereich jemals die Schmelztemperatur des Lotes erreicht.
Das Missverständnis der „Fließtemperatur“
Jeder Lötstab hat eine spezifische Arbeitstemperatur, oft als „Fließtemperatur“ bezeichnet. Dies ist die Temperatur, die das Grundmetall erreichen muss.
Es reicht nicht aus, den Stab einfach in der Flamme zu schmelzen. Wenn Sie dies tun, wird das geschmolzene Aluminium einfach verklumpen und abfallen, da das kühlere Werkstück keinen Grund bietet, daran zu haften oder hineinzufließen. Das Werkstück muss heiß genug sein, um das Füllmetall durch Kapillarwirkung in die Verbindung zu ziehen.
Die unsichtbare Barriere: Die Oxidschicht
Selbst wenn Sie die richtige Temperatur treffen, spielt noch ein weiterer kritischer Faktor eine Rolle: eine unsichtbare Schicht aus Aluminiumoxid.
Was ist Aluminiumoxid?
Sobald Aluminium der Luft ausgesetzt wird, bildet es eine sehr harte, transparente Schicht aus Aluminiumoxid. Diese Schicht schützt das Metall, ist aber ein großes Problem beim Hartlöten.
Diese Oxidschicht hat einen Schmelzpunkt von über 3700 °F (2072 °C), während das darunter liegende Aluminium bei etwa 1220 °F (660 °C) schmilzt. Sie würden das Werkstück zu einer Pfütze schmelzen, lange bevor Sie die Oxidschicht auf seiner Oberfläche schmelzen könnten.
Die Rolle des Flussmittels
Hier wird Flussmittel unerlässlich. Ob es sich um eine separate Paste oder einen Kern im Lötstab handelt (ein flussmittelummantelter Stab), seine Aufgabe ist es, als starkes chemisches Reinigungsmittel zu wirken.
Wenn Sie das Werkstück erhitzen, wird das Flussmittel aktiviert. Es baut die Oxidschicht aggressiv ab und entfernt sie, wodurch das geschmolzene Füllmetall direkt mit dem reinen, sauberen Aluminium darunter verbunden werden kann. Ohne eine wirksame Flussmittelwirkung ist eine ordnungsgemäße Verbindung unmöglich.
Häufige Fallstricke und Technikfehler
Wenn Sie das Werkstück erhitzen und es immer noch nicht funktioniert, liegt das Problem wahrscheinlich an einem dieser häufigen Fehler.
Unzureichende Wärmequelle
Ihr Brenner ist für die Aufgabe möglicherweise einfach zu schwach. Ein einfacher Propangasbrenner kann für ein sehr dünnes Stück Aluminiumrohr ausreichen, versagt aber bei einer dickeren Platte oder einem Block.
Die Masse des Metalls bestimmt die erforderliche Hitze. Für größere Teile benötigen Sie einen heißeren Brennstoff wie MAPP-Gas oder sogar eine Sauerstoff-Acetylen-Ausrüstung, um genügend BTU zuzuführen, um die Wärmeleitfähigkeit des Metalls zu überwinden.
Unsachgemäße Reinigung
Flussmittel kann nicht durch Öl, Fett, Farbe oder starke Eloxierung wirken. Der Prozess muss mit perfekt sauberem Metall beginnen.
Entfetten Sie den Bereich zunächst mit einem Lösungsmittel wie Aceton oder Bremsenreiniger. Verwenden Sie dann eine spezielle Edelstahlbürste, um den Verbindungsbereich kräftig zu bürsten. Dies bricht das Oberflächenoxid mechanisch auf und erzeugt eine saubere, blanke Oberfläche, auf der das Flussmittel wirken kann. Die Verwendung einer Bürste, die für Stahl verwendet wurde, kontaminiert das Aluminium und ruiniert die Lötverbindung.
Überhitzung des Werkstücks
Es gibt eine schmale Grenze zwischen dem Erhitzen des Teils auf die Fließtemperatur des Lotes und dem Schmelzen des Teils selbst. Dies ist der schwierigste Teil der Lernkurve.
Achten Sie auf das Flussmittel für visuelle Hinweise; es wird oft wässrig oder klar, wenn die richtige Temperatur nahe ist. Sie können auch testen, indem Sie den Stab periodisch an die Verbindung halten (weg von der Flamme). Wenn das Werkstück heiß genug ist, schmilzt und fließt der Stab sofort. Wenn nicht, ziehen Sie ihn weg und fügen Sie mehr Hitze hinzu.
Eine praktische Checkliste für eine erfolgreiche Lötverbindung
Wenden Sie diese Prinzipien in dieser Reihenfolge an, um das Problem zu lösen und eine starke, zuverlässige Verbindung zu erzielen.
- Wenn Ihr Hauptaugenmerk auf einer starken Verbindung liegt: Beginnen Sie mit einer rigorosen Reinigung. Entfetten Sie das Teil und bürsten Sie die Verbindung unmittelbar vor dem Hartlöten mit einer speziellen Edelstahlbürste ab.
- Wenn Ihr Hauptaugenmerk darauf liegt, dass der Stab fließt: Erhitzen Sie das Werkstück breitflächig und gleichmäßig, wobei Sie sich auf den Bereich um die Verbindung herum konzentrieren, nicht auf die Verbindung selbst. Lassen Sie die Hitze in das Teil „einziehen“.
- Wenn Ihr Hauptaugenmerk darauf liegt, ein Versagen bei dickeren Teilen zu vermeiden: Stellen Sie sicher, dass Ihre Wärmequelle für die Masse des Metalls ausreichend ist. Wenn ein Propangasbrenner nach einer Minute nicht funktioniert, müssen Sie wahrscheinlich auf MAPP-Gas umsteigen.
Beherrschen Sie die Hitze im Werkstück, und Sie werden die Kunst des Hartlötens von Aluminium meistern.
Zusammenfassungstabelle:
| Häufiges Problem | Hauptursache | Wesentliche Lösung |
|---|---|---|
| Stab schmilzt nicht | Werkstück ist zu kalt | Grundmetall breitflächig und gleichmäßig erhitzen |
| Stab verklumpt, haftet nicht | Oxidschicht verhindert die Verbindung | Richtiges Flussmittel verwenden und mit Edelstahlbürste reinigen |
| Prozess schlägt bei dicken Teilen fehl | Brenner ist zu schwach | Auf MAPP-Gas oder Sauerstoff-Acetylen umsteigen |
| Schwache, fehlgeschlagene Verbindung | Unzureichende Reinigung vor dem Hartlöten | Verbindungsbereich vor dem Erhitzen entfetten und bürsten |
Erzielen Sie makellose Ergebnisse beim Hartlöten von Aluminium mit der richtigen Ausrüstung und dem richtigen Fachwissen.
Haben Sie Probleme mit dem Wärmemanagement oder Verbindungsfehlern? KINTEK ist spezialisiert auf präzise Labor- und Werkstattausrüstung, einschließlich Brennern und Heizlösungen, die perfekt für anspruchsvolle Materialien wie Aluminium sind. Unsere Experten helfen Ihnen bei der Auswahl der idealen Werkzeuge für Ihre spezifische Anwendung und sorgen jedes Mal für starke, zuverlässige Verbindungen.
Kontaktieren Sie uns noch heute, um Ihre Lötprobleme zu besprechen und die perfekte Lösung für Ihre Labor- oder Werkstattanforderungen zu finden.
Kontaktieren Sie jetzt unsere Experten!
Visuelle Anleitung
Ähnliche Produkte
- Technische Keramik Aluminiumoxid-Stab (Al2O3) Isoliert für industrielle Anwendungen
- Präzisionsbearbeitete Yttrium-stabilisierte Zirkonoxid-Keramikstäbe für fortschrittliche Feinkeramik
- Bornitrid (BN) Keramikstab für Hochtemperaturanwendungen
- Warm Isostatisches Pressen für Festkörperbatterieforschung
- Hersteller von kundenspezifischen PTFE-Teflon-Teilen für PTFE-Büchner-Trichter und Dreieckstrichter
Andere fragen auch
- Welches der folgenden Materialien wird in einem Ofen verwendet, um hohen Temperaturen standzuhalten? Schlüsselmaterialien für extreme Hitze
- Warum sind Keramiken korrosionsbeständiger? Entdecken Sie das Geheimnis unübertroffener chemischer Stabilität
- Was ist die maximale Betriebstemperatur von Aluminiumoxid? Die entscheidende Rolle von Reinheit und Form
- Was sind die Hochtemperatureigenschaften von Aluminiumoxid? Entdecken Sie seine Stabilität, Festigkeit und Grenzen
- Was sind die Eigenschaften und Handhabungsvorsichtsmaßnahmen für Aluminiumoxidpulver als Poliermaterial? Erzielen Sie ein makelloses Finish mit Präzision



















