
Das Ingenieurparadoxon
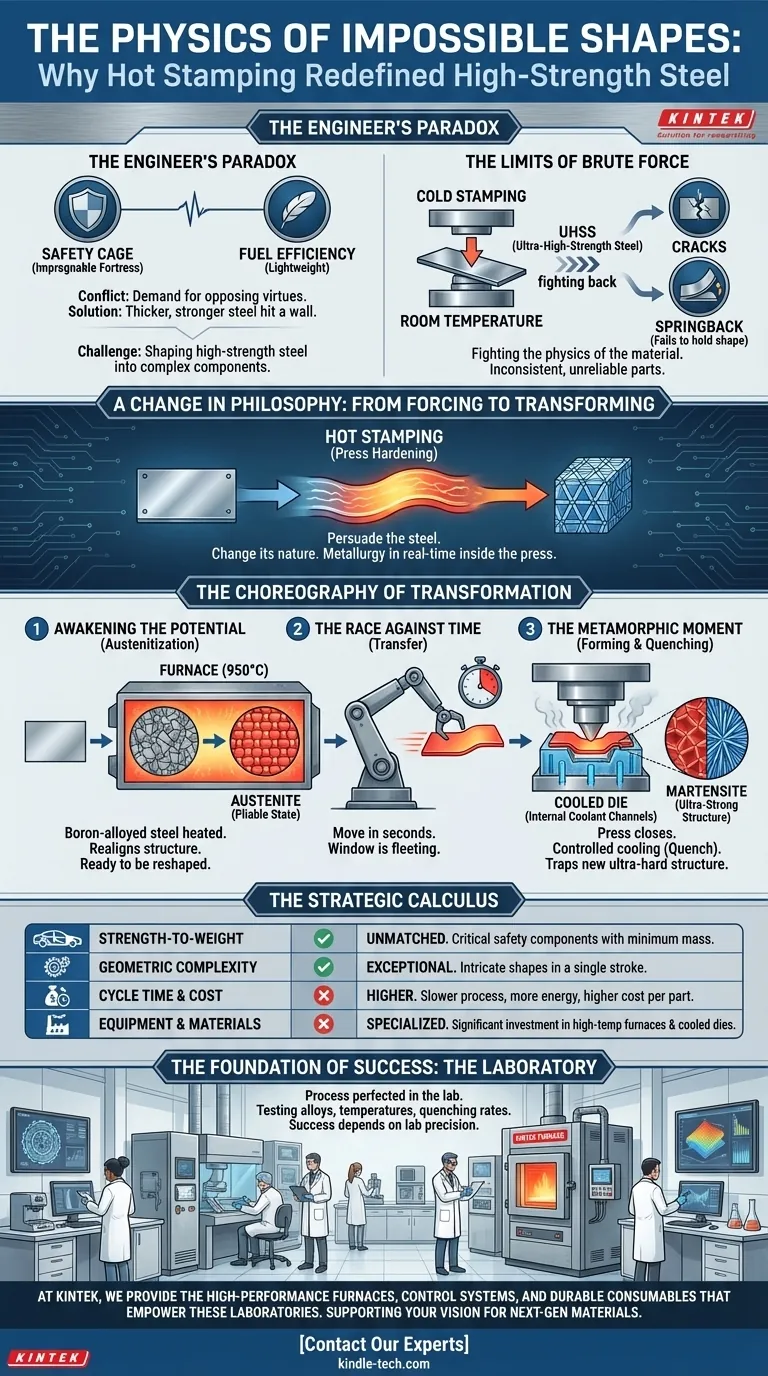
Jeder Ingenieur kämpft mit einem grundlegenden Konflikt: der Forderung nach gegensätzlichen Tugenden in einem einzigen Objekt. Im Automobildesign ist dieses Paradoxon unerbittlich. Der Sicherheitskäfig eines Autos muss eine uneinnehmbare Festung sein, um seine Insassen zu schützen, doch das Auto selbst muss so leicht wie möglich sein, um die Kraftstoffeffizienz zu erreichen.
Jahrzehntelang bestand die Lösung einfach darin, dickeren, stärkeren Stahl zu verwenden. Aber dieser Ansatz stieß an seine Grenzen. Man kann nicht einfach weiter Gewicht hinzufügen. Die eigentliche Herausforderung bestand nicht nur darin, stärkeren Stahl herzustellen, sondern diesen unglaublich starken Stahl in die komplexen, präzisen Komponenten zu formen, die ein modernes Fahrzeug benötigt.
Die Grenzen roher Gewalt
Die traditionelle Fertigung setzt auf Kaltumformung. Man nimmt ein Stahlblech bei Raumtemperatur und wendet immense Kraft an, um es in Form zu pressen. Das ist schnell, effizient und funktioniert hervorragend für Standardteile.
Wenn man dies jedoch mit ultrahochfestem Stahl (UHSS) versucht, wehrt sich das Material. Der Stahl ist so widerstandsfähig gegen Verformung, dass er entweder unter der Belastung bricht oder, subtiler, "zurückfedert" – teilweise in seine ursprüngliche flache Form zurückkehrt, nachdem die Presse nachgegeben hat.
Dies ist keine bloße Unannehmlichkeit; es ist ein grundlegendes Versagen des Prozesses. Die Teile sind inkonsistent, unzuverlässig, und das Design, das Sie in der Software perfektioniert haben, wird auf dem Fabrikboden zu einer physikalischen Unmöglichkeit. Sie kämpfen gegen die Physik des Materials.
Ein Umdenken: Vom Erzwingen zum Umwandeln
Das Warmumformen oder Presshärten basiert auf einer anderen Philosophie. Anstatt den Stahl zu bekämpfen, überredet man ihn. Man verändert seine Natur vollständig, um sein Ziel zu erreichen.
Die Kernidee ist einfach, aber tiefgreifend: Erhitzen Sie den Stahl, bis er weich und formbar ist, formen Sie ihn mit Leichtigkeit und verriegeln Sie dann eine neue, weitaus stärkere interne Struktur während des Abkühlprozesses. Es ist nicht nur das Formen von Metall; es ist die Durchführung von Metallurgie in Echtzeit, direkt in der Presse.
Die Choreografie der Transformation
Der Prozess ist ein präziser, risikoreicher Ballettakt aus Hitze, Zeit und Druck. Jeder Schritt ist entscheidend für das Endergebnis.
Schritt 1: Das Potenzial wecken (Austenitisierung)
Es beginnt mit einem blanken Blech aus speziellem, borlegiertem Stahl. Dies ist kein gewöhnlicher Stahl; er ist so konstruiert, dass er auf diese exakte Behandlung reagiert. Der Rohling wird in einen Ofen gebracht und auf etwa 950 °C erhitzt. Bei dieser Temperatur richtet sich seine innere Kristallstruktur in einem gleichmäßigen, biegsamen Zustand namens Austenit neu aus. Der Stahl glüht nun rotglühend, seine widerstandsfähige Identität ist ausgelöscht, bereit, neu geformt zu werden.
Schritt 2: Wettlauf gegen die Zeit (Transfer)
Sobald der Rohling vollständig austenitisiert ist, muss er in Sekundenschnelle vom Ofen zur Umformpresse transportiert werden. Dies ist oft die hektische, präzise Aufgabe eines Roboterarms. Zu langsam, und der Rohling kühlt ab, seine Formbarkeit geht verloren. Das Zeitfenster ist flüchtig.
Schritt 3: Der metamorphe Moment (Formen & Abschrecken)
Hier geschieht die Magie. Die Presse schließt sich und formt den weichen Rohling. Aber die Form, in die er gepresst wird, ist nicht passiv; sie ist mit internen Kanälen durchzogen, durch die Kühlmittel zirkuliert. Während das Teil geformt wird, entzieht die Form gleichzeitig und schnell Wärme.
Dieses heftige, kontrollierte Abkühlen – das Abschrecken – ist es, was den Stahl verändert. Die Austenitstruktur hat keine Zeit, in ihren früheren Zustand zurückzukehren. Stattdessen wird sie eingeschlossen und bildet sich zu einer unglaublich harten, nadelartigen Kristallstruktur namens Martensit um.
Das Teil kommt nicht nur geformt aus der Presse, sondern ist grundlegend verändert. Es ist nun extrem stark und hat eine vollständige Metamorphose durchlaufen.
Die strategische Kalkulation: Eine nüchterne Bewertung
Dieser elegante Prozess ist keine universelle Lösung. Es ist ein spezialisiertes Werkzeug für eine bestimmte, anspruchsvolle Aufgabe. Die Entscheidung, es einzusetzen, ist eine strategische, die seine starken Vorteile gegen seine inhärenten Kosten abwägt.
| Aspekt | Analyse |
|---|---|
| Festigkeit-Gewichts-Verhältnis | Unübertroffen. Ermöglicht die Herstellung von Teilen für kritische Sicherheitskomponenten (A/B-Säulen, Dachholme), die maximalen Schutz bei minimaler Masse bieten. |
| Geometrische Komplexität | Außergewöhnlich. Ermöglicht es Designern, komplexe Formen in einem einzigen Arbeitsschritt zu erstellen und mehrere einfachere Teile zu einem zu konsolidieren. |
| Zykluszeit & Kosten | Höher. Die Aufheizphase macht den Prozess langsamer und energieintensiver als die Kaltumformung, was die Kosten pro Teil erhöht. |
| Ausrüstung & Materialien | Spezialisiert. Erfordert erhebliche Kapitalinvestitionen in Hochtemperaturöfen und komplexe, innen gekühlte Pressformen. |
Die Grundlage des Erfolgs: Das Labor
Bevor auch nur ein einziges Teil auf einer millionenschweren Produktionslinie umgeformt wird, wird der gesamte Prozess im Labor für Materialwissenschaften geboren, getestet und perfektioniert. Hier geschieht die eigentliche Arbeit.
Ingenieure im Labor testen akribisch neue Borstahllegierungen und ermitteln die genaue Temperatur und Zeit, die für eine vollständige Austenitisierung erforderlich sind. Sie führen Simulationen und Kleinserientests durch, um die Abschreckraten zu perfektionieren, da sie wissen, dass ein zu schnelles Abkühlen zu Sprödigkeit führen kann, während ein zu langsames Abkühlen nicht die Zielstärke erreicht.
Hier ist ein Hochtemperaturofen nicht nur ein Heizgerät, sondern ein Instrument der Entdeckung. Wo Temperaturregelsysteme nicht nur zur Regulierung dienen, sondern zur Gewährleistung der absoluten Wiederholbarkeit, die die industrielle Produktion erfordert. Der Erfolg auf dem Fabrikboden ist ein direktes Spiegelbild der Präzision und Zuverlässigkeit der Laborausrüstung, die den Prozess entwickelt hat.
Bei KINTEK bieten wir die Hochleistungsöfen, Steuerungssysteme und langlebigen Verbrauchsmaterialien, die diese Labore befähigen, die Grenzen der Materialwissenschaft zu erweitern. Die Perfektionierung eines so anspruchsvollen Prozesses wie des Warmumformens erfordert Ausrüstung, der Sie bedingungslos vertrauen können.
Wenn Sie die nächste Generation von Hochfestigkeitsmaterialien und Fertigungsprozessen entwickeln, haben wir die Werkzeuge, um Ihre Vision zu unterstützen. Kontaktieren Sie unsere Experten
Visuelle Anleitung
Ähnliche Produkte
- Automatische Labor-Heißpresse
- Automatische beheizte hydraulische Pressmaschine mit beheizten Platten für Labor-Heißpresse
- Beheizte Hydraulikpresse mit beheizten Platten, manuelle Labor-Heißpresse
- Automatische hydraulische Heizpresse mit hohen Temperaturen und beheizten Platten für Laboratorien
- Manuelle hydraulische Heizpresse mit beheizten Platten für Labor-Heißpresse
Ähnliche Artikel
- Umfassender Leitfaden für Heißpressmaschinen und wichtige Verbrauchsmaterialien
- Wie viel Druck benötigen Sie in einer beheizten Laborpresse?
- Wie man eine Labor-Heißpresse auswählt
- # Enthüllung der Welt der beheizten Laborpressen: Ein umfassender Leitfaden
- Ein ausführlicher Leitfaden zu Laborpressen und der Herstellung von KBr-Pellets


















