Im Kern bieten Rührkesselreaktoren (STRs) eine unvergleichliche Kontrolle über die Reaktionsumgebung. Ihre Hauptvorteile ergeben sich aus ihrer Fähigkeit, eine perfekt homogene Mischung zu erzeugen, wodurch eine konstante Temperatur, ein konstanter pH-Wert und eine konstante Reaktandenkonzentration im gesamten Behälter gewährleistet werden. Dies macht sie außergewöhnlich vielseitig und zuverlässig für eine breite Palette chemischer und biologischer Prozesse, bei denen eine präzise Kontrolle von größter Bedeutung ist.
Der grundlegende Vorteil eines Rührkesselreaktors ist die Förderung der Gleichmäßigkeit. Diese Homogenität ist seine größte Stärke und ermöglicht eine präzise Prozesskontrolle, bringt aber auch inhärente Kompromisse mit sich, insbesondere hinsichtlich der Reaktionseffizienz, die Sie verstehen müssen, um die richtige Wahl zu treffen.

Die Grundlage: Wie Rührkessel Kontrolle erreichen
Die Konstruktion eines Rührkesselreaktors ist trügerisch einfach, aber gerade diese Einfachheit ermöglicht eine solch robuste Kontrolle über komplexe Prozesse.
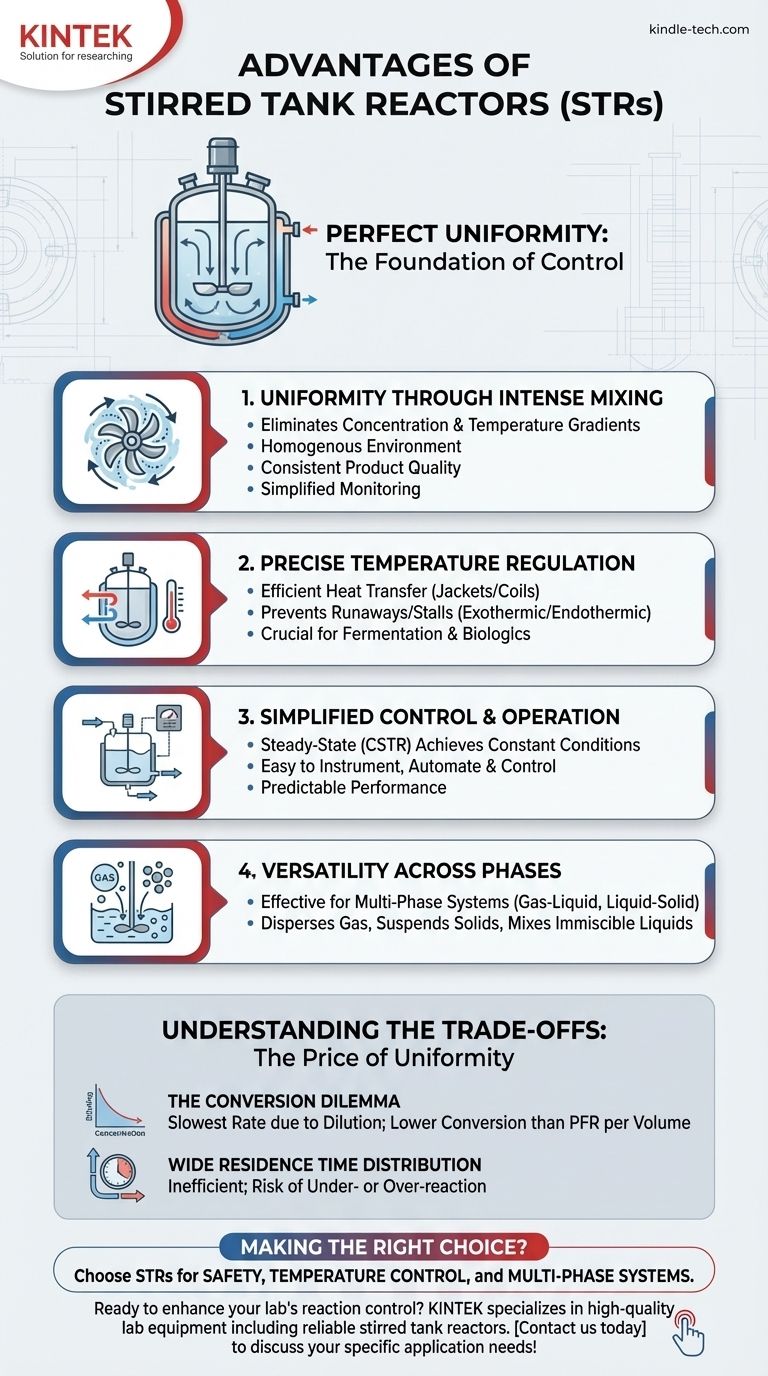
Gleichmäßigkeit durch intensives Mischen
Ein durch einen Motor angetriebenes Rührwerk erzeugt hohe Turbulenzen im Behälter. Dieses intensive Mischen eliminiert praktisch alle Konzentrations- oder Temperaturgradienten.
Das Ergebnis ist eine perfekt homogene Umgebung. Eine an jedem Punkt des Reaktors entnommene Probe ist repräsentativ für die gesamte Charge, was die Überwachung und Analyse dramatisch vereinfacht.
Präzise Temperaturregelung
Die meisten STRs sind mit einem externen Heiz- oder Kühlmantel oder internen Rohrschlangen ausgestattet. Die konstante, schnelle Flüssigkeitsbewegung stellt sicher, dass die Wärme effizient und gleichmäßig auf die gesamte Reaktionsmasse übertragen wird oder von ihr abgeführt wird.
Diese Fähigkeit ist entscheidend für exotherme Reaktionen (die Wärme freisetzen) oder endotherme Reaktionen (die Wärme absorbieren) und verhindert gefährliche Temperaturanstiege oder Prozessstillstände. Sie ist auch unerlässlich für biologische Prozesse wie die Fermentation, die einen sehr engen Temperaturbereich für eine optimale Zelllebensfähigkeit erfordern.
Vereinfachte Steuerung und Betrieb
Bei kontinuierlichem Betrieb (als CSTR oder kontinuierlicher Rührkesselreaktor) erreicht das System einen stationären Zustand. Das bedeutet, dass Produkt mit der gleichen Geschwindigkeit entnommen wird, mit der Reaktanden zugeführt werden, und die Bedingungen im Reaktor (Temperatur, Konzentration) bleiben über die Zeit konstant.
Dieser stationäre Betrieb lässt sich einfach instrumentieren, automatisieren und steuern, was zu einer gleichbleibenden Produktqualität und einer vorhersagbaren Leistung führt.
Vielseitigkeit über Phasen hinweg
Die starke Durchmischung macht STRs ideal für die Handhabung von Mehrphasensystemen. Sie können Gasblasen effektiv in einer Flüssigkeit dispergieren (Gas-Flüssigkeits-Reaktionen wie Hydrierung), feste Partikel in einer Flüssigkeit suspendieren (Flüssig-Fest-Suspensionen oder Kristallisationen) oder nicht mischbare Flüssigkeiten vermischen.
Die Kompromisse verstehen: Der Preis der Gleichmäßigkeit
Die perfekte Durchmischung, die den STR auszeichnet, führt auch zu seinen größten Einschränkungen. Das Verständnis dieser Einschränkungen ist der Schlüssel zur Vermeidung von Fehlern bei der Anwendung.
Das Konversionsdilemma
Da der Reaktor perfekt gemischt wird, wird die Konzentration der Reaktanden im Behälter sofort auf die gleiche niedrige Konzentration verdünnt wie das Material, das den Reaktor verlässt.
Da die Reaktionsgeschwindigkeit typischerweise von der Reaktandenkonzentration abhängt, läuft die Reaktion im gesamten Reaktionsvolumen mit ihrer langsamstmöglichen Geschwindigkeit ab. Im Gegensatz dazu hält ein Rohrreaktor (PFR) am Einlass eine hohe Konzentration aufrecht, was zu einer viel höheren anfänglichen Reaktionsgeschwindigkeit und im Allgemeinen zu einer höheren Ausbeute bei gleichem Reaktionsvolumen führt.
Breite Verweilzeitverteilung
Perfektes Mischen bedeutet, dass einige Fluid-Elemente den Reaktor sehr schnell durchlaufen, während andere sehr lange verweilen. Diese breite Verteilung kann ineffizient sein.
Das Fluid, das zu schnell durchläuft, verlässt den Reaktor, bevor es die Chance hat, vollständig zu reagieren, was die Gesamtausbeute senkt. Das Fluid, das zu lange verweilt, riskiert eine Überreaktion oder Produktzersetzung.
Herausforderungen bei der Maßstabsvergrößerung
Obwohl ein STR vielseitig ist, ist die Maßstabsvergrößerung von einem Laborreaktor auf einen großen industriellen Behälter keine triviale Aufgabe.
Die Aufrechterhaltung des gleichen Niveaus an Durchmischung und Wärmeübertragung pro Volumeneinheit wird zunehmend schwieriger. Ingenieure müssen Faktoren wie Rührwerksleistung pro Volumen, Spitzen-Geschwindigkeit und Wärmeübertragungsfläche sorgfältig berücksichtigen, um sicherzustellen, dass der großtechnische Reaktor die erwartete Leistung erbringt.
Die richtige Wahl für Ihren Prozess treffen
Die Wahl eines Reaktors hängt davon ab, die Eigenschaften des Reaktors mit Ihrem primären Prozessziel in Einklang zu bringen. Ein STR ist nicht immer die beste Wahl, aber er ist oft die sicherste und am besten kontrollierbare.
- Wenn Ihr Hauptaugenmerk auf der Maximierung der Reaktionsausbeute pro Volumeneinheit liegt: Ein STR ist oft weniger effizient als ein PFR; ziehen Sie einen PFR oder die Verwendung mehrerer kleinerer STRs in Reihe in Betracht, um das Verhalten eines Rohrflusses besser anzunähern.
- Wenn Ihr Hauptaugenmerk auf der präzisen Temperaturkontrolle für eine empfindliche oder stark exotherme Reaktion liegt: Der STR ist aufgrund seiner Fähigkeit, Hot Spots zu eliminieren, fast immer die überlegene und sicherere Wahl.
- Wenn Ihr Hauptaugenmerk auf der Verarbeitung mehrerer Phasen (Gas-Flüssigkeit, Flüssig-Fest) oder Suspensionen liegt: Die Durchmischung des STR macht ihn einzigartig geeignet, um die für diese komplexen Systeme erforderliche Homogenität aufrechtzuerhalten.
- Wenn Ihr Hauptaugenmerk auf der Herstellung von Biologika wie Enzymen oder Zellen liegt: Der STR (oder Bioreaktor) bietet die sanfte Durchmischung und enge Umgebungssteuerung (pH-Wert, Temperatur, gelöster Sauerstoff), die für Zellkulturen und Fermentation unerlässlich sind.
Letztendlich bleibt der Rührkesselreaktor das Arbeitspferd der Prozessindustrie, da er eine robuste und kontrollierbare Umgebung für Reaktionen bietet, die Stabilität über alles andere erfordern.
Zusammenfassungstabelle:
| Vorteil | Hauptnutzen | Ideal für |
|---|---|---|
| Perfekte Gleichmäßigkeit | Beseitigt Konzentrations-/Temperaturgradienten | Gleichbleibende Produktqualität, vereinfachte Überwachung |
| Präzise Temperaturkontrolle | Effiziente Wärmeübertragung durch Mäntel/Rohrschlangen | Exotherme/endotherme Reaktionen, Fermentation |
| Stationärer Betrieb (CSTR) | Konstante Bedingungen für vorhersagbare Leistung | Automatisierte, kontinuierliche Prozesse |
| Vielseitigkeit bei Mehrphasen | Effektive Gas-, Flüssig- und Feststoffdispersion | Hydrierung, Kristallisation, Suspensionen |
Bereit, die Reaktionskontrolle und Effizienz Ihres Labors zu verbessern? KINTEK ist spezialisiert auf hochwertige Laborgeräte und Verbrauchsmaterialien, einschließlich zuverlässiger Rührkesselreaktoren für präzise chemische und biologische Prozesse. Unsere Lösungen gewährleisten die Gleichmäßigkeit und Kontrolle, die Ihr Labor erfordert. Kontaktieren Sie uns noch heute, um zu besprechen, wie wir Ihre spezifischen Anwendungsanforderungen unterstützen können!
Visuelle Anleitung
Ähnliche Produkte
- Kundenspezifischer PTFE-Teflon-Hersteller für Mikrowellenaufschlusstanks
- Kleiner Labor-Magnetrührer mit konstanter Temperatur und Heizung
- Hochleistungs-Laborrührer für vielfältige Anwendungen
- Anpassbare Labor-Hochtemperatur-Hochdruckreaktoren für vielfältige wissenschaftliche Anwendungen
- Anpassbare Hochdruckreaktoren für fortschrittliche wissenschaftliche und industrielle Anwendungen
Andere fragen auch
- Warum werden PTFE-Reaktoren für Tests mit Silberphosphorglas bevorzugt? Gewährleistung von Reinheit und kinetischer Genauigkeit
- Warum sind Polytetrafluorethylen (PTFE)-Behälter für die Beurteilung der Korrosionsbeständigkeit von verglastem Abfall unerlässlich?
- Warum ist PTFE für den Umgang mit Flusssäure (HF) zwingend erforderlich? Gewährleistung von Sicherheit und Datenintegrität bei Korrosionstests
- Warum wird ein PTFE-Reaktor für titannbasierte Nanokeramik-Beschichtungslösungen benötigt? Gewährleistung chemischer Inertheit & Reinheit
- Warum wird ein PTFE-Behälter für die Säurebeizung von Silizium-Nanoblättern benötigt? Gewährleisten Sie hohe Reinheit und Sicherheit







