Im Kern ist die Pulvermetallurgie (PM) ein Herstellungsverfahren, das feste Metallobjekte aus Pulver anstelle von geschmolzenem Metall erzeugt. Die primären Überlegungen drehen sich um die Eigenschaften des Ausgangspulvers, die Methoden, die zum Verdichten und Verschmelzen verwendet werden, und die inhärenten Eigenschaften des Endteils, wie dessen Dichte und Festigkeit. Der Erfolg hängt von der sorgfältigen Kontrolle jeder Phase ab, um präzise, hochgenaue Komponenten herzustellen.
Die Pulvermetallurgie bietet eine leistungsstarke Möglichkeit, komplexe, endkonturnahe Teile mit minimalem Materialabfall herzustellen. Ihre Wirksamkeit hängt jedoch von der Steuerung der kritischen Beziehung zwischen den anfänglichen Pulvereigenschaften und der Porosität des Endteils ab, die dessen mechanische Festigkeit direkt beeinflusst.

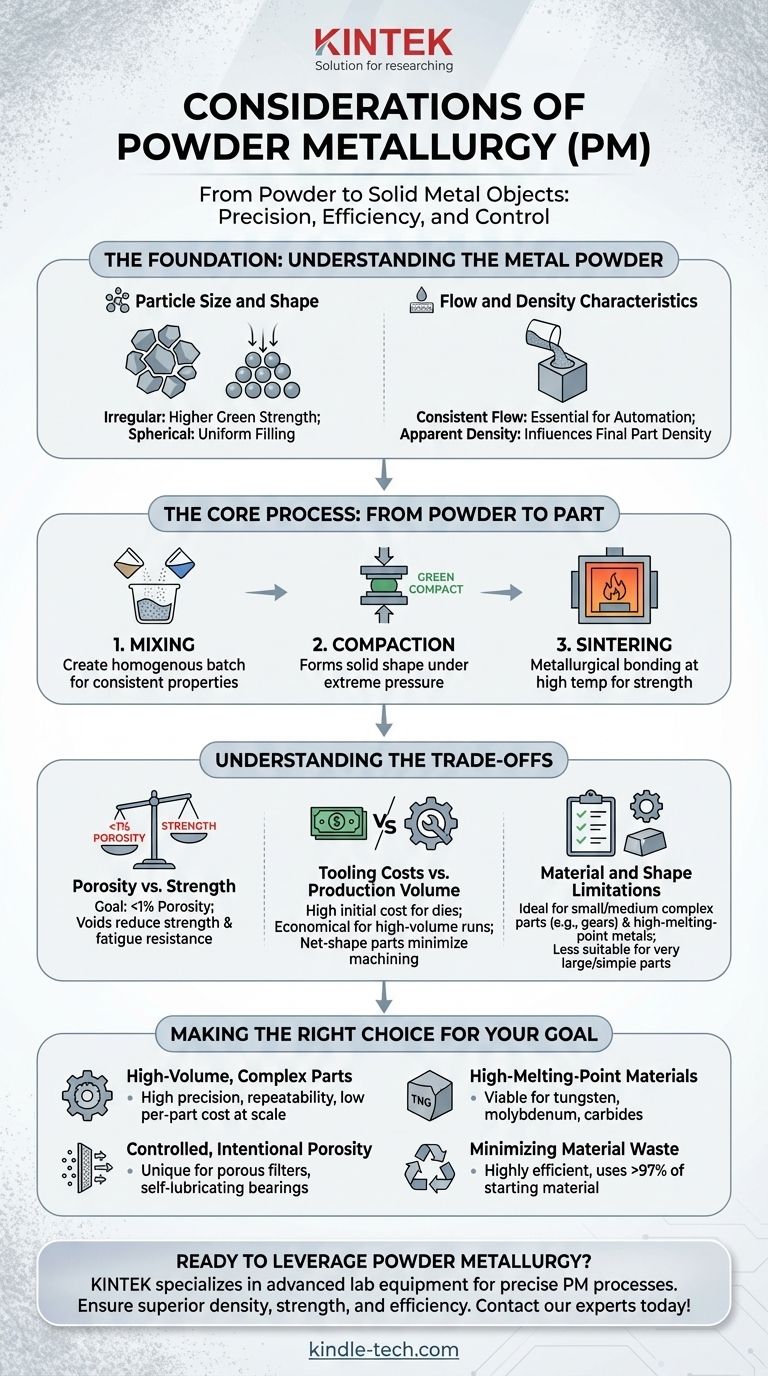
Die Grundlage: Das Metallpulver verstehen
Das Ausgangsmaterial ist der wichtigste Faktor im Pulvermetallurgieprozess. Seine physikalischen Eigenschaften bestimmen, wie es sich während der Herstellung verhält und welche endgültigen Eigenschaften die Komponente haben wird.
Partikelgröße und -form
Die Größe und Form der einzelnen Metallpulverpartikel sind entscheidend. Unregelmäßige oder eckige Partikel verzahnen sich während der Verdichtung besser, was zu einer höheren Festigkeit im vorgesinterten Zustand führt. Sphärische Pulver hingegen fließen leichter, was für die gleichmäßige Füllung komplexer Gesenkhohlräume entscheidend sein kann.
Fließ- und Dichteeigenschaften
Die Fähigkeit eines Pulvers, konsistent zu fließen, ist für die automatisierte Großserienfertigung unerlässlich. Ein schlechter Fluss kann zu einer ungleichmäßigen Füllung des Gesenks führen, was Dichteschwankungen und Defekte im Endteil zur Folge hat. Die scheinbare Dichte des Pulvers (wie es sich unter Schwerkraft packt) beeinflusst die Dichte des Endteils und den erforderlichen Verdichtungsdruck.
Der Kernprozess: Vom Pulver zum Teil
Die Pulvermetallurgie ist ein mehrstufiger Prozess. Jede Phase muss präzise gesteuert werden, um das gewünschte Ergebnis zu erzielen. Die konventionelle Methode umfasst drei Schlüsselschritte: Mischen, Verdichten und Sintern.
Schritt 1: Mischen
Verschiedene Metallpulver können gemischt werden, um Legierungen zu erzeugen, oder Schmiermittel können hinzugefügt werden, um den Verdichtungsprozess zu verbessern. Das Ziel des Mischens ist es, eine perfekt homogene Charge zu erzeugen, um sicherzustellen, dass jedes produzierte Teil konsistente chemische und mechanische Eigenschaften aufweist.
Schritt 2: Verdichten
Die Pulvermischung wird in ein starres Gesenk gefüllt und extremem Druck ausgesetzt. Dieser Verdichtungsprozess formt das Pulver zu einer festen Form, die als „Grünling“ bekannt ist. Dieses Teil ist stark genug, um gehandhabt zu werden, hat aber noch nicht seine endgültigen metallurgischen Bindungen oder Festigkeit entwickelt.
Schritt 3: Sintern
Sintern ist die kritische Wärmebehandlung, die den Grünling in ein langlebiges Metallteil umwandelt. Das Teil wird in einem Ofen mit kontrollierter Atmosphäre auf eine Temperatur unterhalb des Schmelzpunkts des Primärmaterials erhitzt. Bei dieser Temperatur verbinden sich die Partikel metallurgisch und verschweißen miteinander, wodurch die Festigkeit und Integrität des Teils erheblich erhöht werden.
Die Kompromisse verstehen
Obwohl leistungsstark, ist die Pulvermetallurgie keine Universallösung. Das Verständnis ihrer inhärenten Einschränkungen und Kompromisse ist entscheidend für eine fundierte Entscheidung.
Porosität vs. Festigkeit
Das ultimative Ziel der meisten PM-Prozesse ist die Herstellung eines vollständig dichten Teils mit weniger als 1 % Porosität. Verbleibende Hohlräume können als Spannungskonzentrationspunkte wirken und die Gesamtfestigkeit und Dauerfestigkeit der Komponente reduzieren. Das Erreichen einer hohen Dichte erfordert oft fortschrittlichere und kostspieligere Techniken.
Werkzeugkosten vs. Produktionsvolumen
Die Herstellung der gehärteten Stahl- oder Hartmetallgesenke, die zur Verdichtung verwendet werden, ist teuer. Diese hohen anfänglichen Werkzeugkosten bedeuten, dass PM für kleine Produktionsserien im Allgemeinen nicht wirtschaftlich ist. Bei der Großserienproduktion werden die Kosten pro Teil jedoch sehr niedrig, da der Prozess schnell, hochgradig wiederholbar ist und endkonturnahe Teile produziert, die wenig bis keine Bearbeitung erfordern.
Material- und Formbeschränkungen
Die Pulvermetallurgie ist ideal für die Herstellung kleiner bis mittelgroßer, aber komplexer Teile wie Zahnräder, Buchsen und Strukturkomponenten. Sie ist auch das bevorzugte Verfahren für Materialien mit extrem hohen Schmelzpunkten, wie Wolframkarbid, die sich durch Gießen nur sehr schwer verarbeiten lassen. Sie ist jedoch weniger geeignet für sehr große oder einfache Teile, bei denen Gießen oder Schmieden kostengünstiger sein kann.
Die richtige Wahl für Ihr Ziel treffen
Die Wahl der Pulvermetallurgie sollte eine strategische Entscheidung sein, die auf Ihren spezifischen Anwendungsanforderungen basiert.
- Wenn Ihr Hauptaugenmerk auf der Großserienfertigung kleiner, komplexer Teile liegt: PM ist eine ausgezeichnete Wahl aufgrund ihrer hohen Präzision, Wiederholbarkeit und niedrigen Kosten pro Teil bei Skalierung.
- Wenn Ihr Hauptaugenmerk auf der Verarbeitung von hochschmelzenden Materialien liegt: PM ist oft die einzige praktikable Methode zur Herstellung von Teilen aus Materialien wie Wolfram, Molybdän oder deren Karbiden.
- Wenn Ihr Hauptaugenmerk auf der Erzeugung einer kontrollierten, beabsichtigten Porosität liegt: PM ist einzigartig in ihrer Fähigkeit, Komponenten wie poröse Filter und selbstschmierende, ölimprägnierte Lager herzustellen.
- Wenn Ihr Hauptaugenmerk auf der Minimierung von Materialabfall liegt: PM ist ein hocheffizienter Prozess, der über 97 % des Ausgangsmaterials im Endteil verwendet, im Gegensatz zur subtraktiven Bearbeitung.
Durch sorgfältiges Abwägen dieser Überlegungen können Sie die Pulvermetallurgie strategisch nutzen, um Fertigungsergebnisse zu erzielen, die andere Prozesse nicht liefern können.
Zusammenfassungstabelle:
| Überlegung | Schlüsselfaktor | Auswirkung auf das Endteil |
|---|---|---|
| Pulvereigenschaften | Partikelgröße, -form, Fließverhalten, Dichte | Bestimmt Verdichtbarkeit, Gleichmäßigkeit und Endfestigkeit |
| Prozessschritte | Mischen, Verdichten, Sintern | Beeinflusst Teileintegrität, Maßhaltigkeit und metallurgische Bindungen |
| Kompromisse | Porosität vs. Festigkeit, Werkzeugkosten vs. Volumen | Beeinflusst mechanische Leistung, Kosteneffizienz und Eignung für Großserien |
| Material & Form | Eignung für komplexe Geometrien, hochschmelzende Metalle | Definiert den Anwendungsbereich, ideal für Zahnräder, Buchsen und Wolframkarbidteile |
Bereit, die Pulvermetallurgie für Ihre Großserien- oder komplexen Teilanforderungen zu nutzen? KINTEK ist spezialisiert auf die Bereitstellung fortschrittlicher Laborgeräte und Verbrauchsmaterialien, die auf präzise Pulvermetallurgieprozesse zugeschnitten sind. Egal, ob Sie Materialien mit hohen Schmelzpunkten entwickeln oder eine effiziente, endkonturnahe Produktion benötigen, unsere Lösungen gewährleisten überlegene Dichte, Festigkeit und minimalen Abfall. Kontaktieren Sie noch heute unsere Experten, um Ihre Fertigungsergebnisse zu optimieren!
Visuelle Anleitung
Ähnliche Produkte
- Hochreines Aluminiumoxid-Granulatpulver für fortschrittliche technische Fein keramiken
- Runde bidirektionale Pressform für das Labor
- XRF & KBR Stahlring Labor Pulver Pellet Pressform für FTIR
- XRF & KBR Kunststoffring Labor Pulverpressform für FTIR
- Gefaltetes Molybdän-Tantal-Boot mit oder ohne Deckel
Andere fragen auch
- Warum ist es notwendig, Graphitformen für TiC10/Cu-Al2O3 mit Aluminiumoxidpulver zu beschichten? Gewährleistung einer reibungslosen Entformung.
- Welches der folgenden Materialien wird in einem Ofen verwendet, um hohen Temperaturen standzuhalten? Schlüsselmaterialien für extreme Hitze
- Was ist die Funktion von hochreinem Aluminiumoxidpulver als Füllstoff im Pack-Zementierungsverfahren für Triebwerkskomponenten in der Luft- und Raumfahrt?
- Wie sollte Aluminiumoxidpulver zum Polieren einer Scheibenelektrode ausgewählt werden, und wie ist der Vorgang zum Entfernen von Kratzern? Erzielen Sie eine perfekte Spiegeloberfläche
- Was ist der Zweck von Aluminiumoxid-Poliermittel bei der Vorbehandlung von GCE? Beherrschen Sie die Oberflächenvorbereitung für die Elektrochemie






